- Выбор места и способа установки радиатора
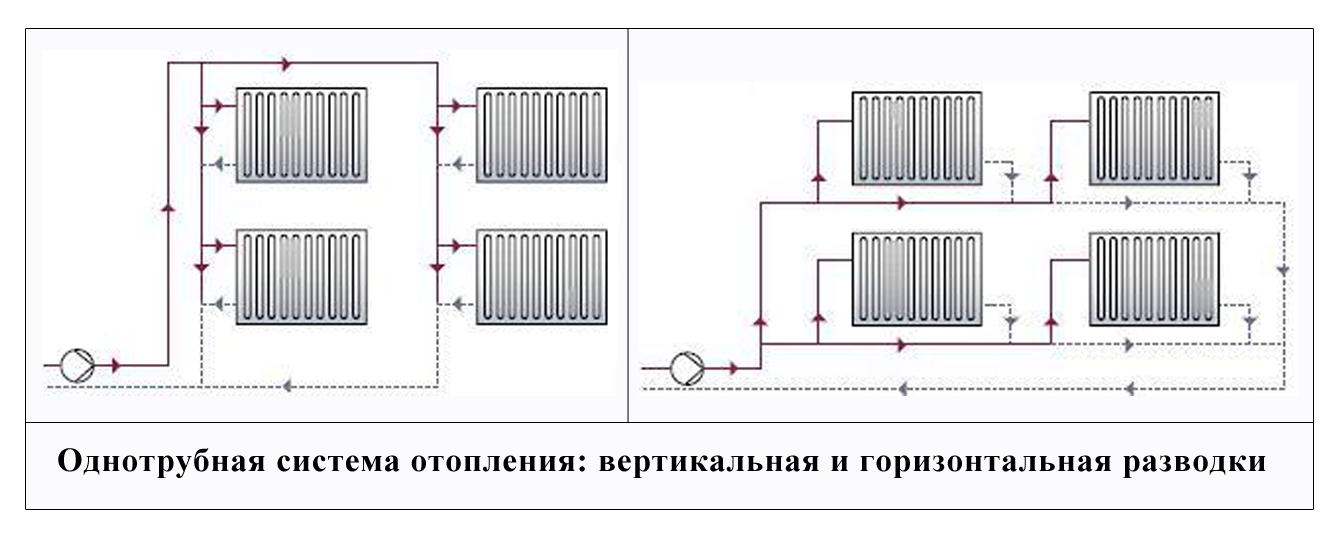
- Способы циркуляции теплоносителя
- 5 Мифы и факты о медных трубах для водоснабжения
- Маркировка и стоимость
- Способ #2: соединение накатными канавками (Roll Groove)
- Подготовка и выполнение соединения накатной канавкой
- Тестирование законченной системы с накатными канавками
- Инструменты, которые понадобятся
- Разновидности медных изделий
- Варианты стыковки труб из меди
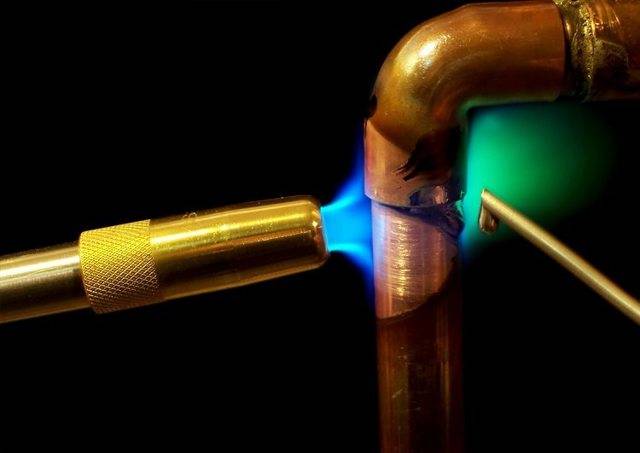
- Сварочная стыковка
- Соединение путем развальцовки
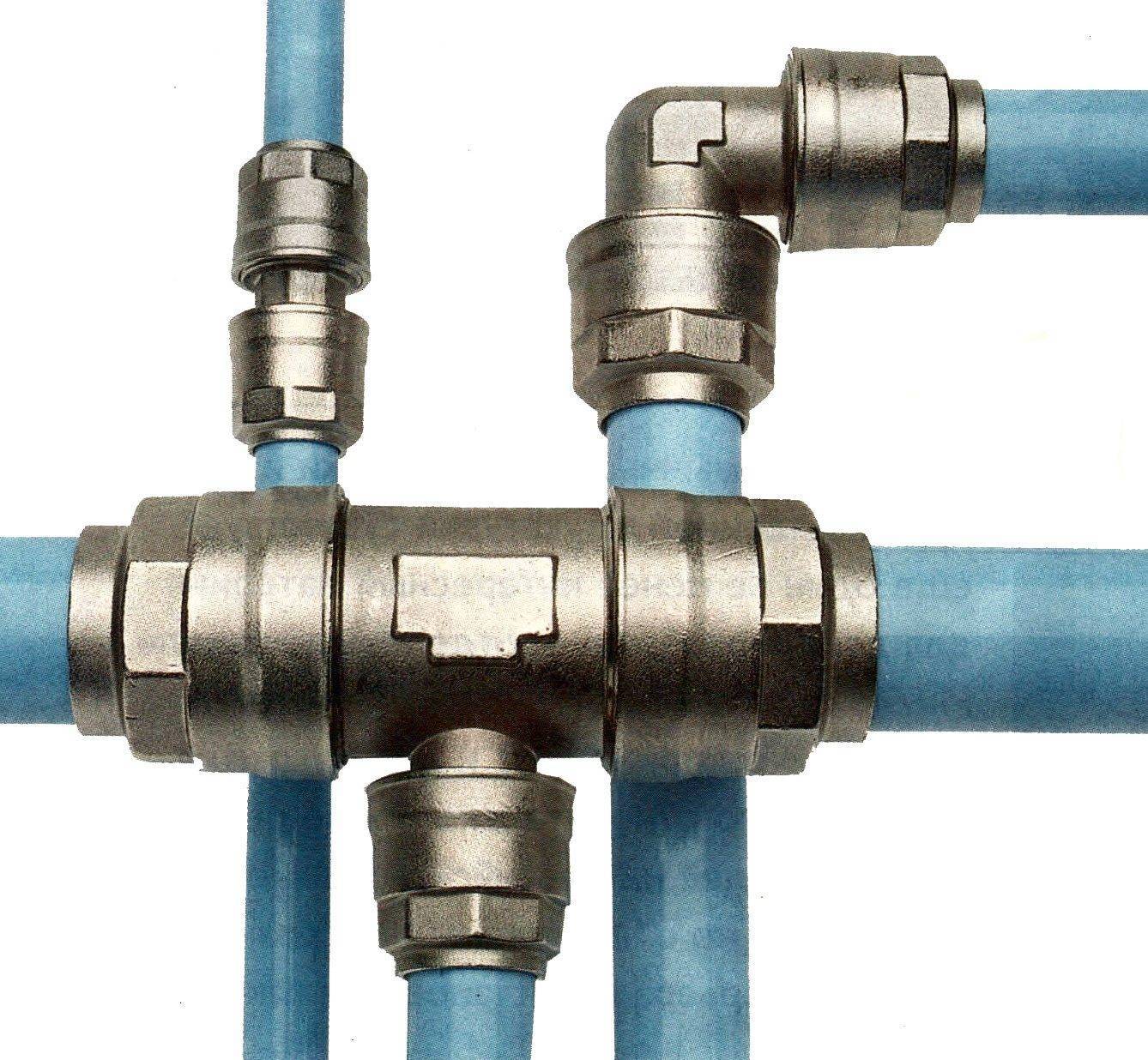
- Прессовочный метод соединения
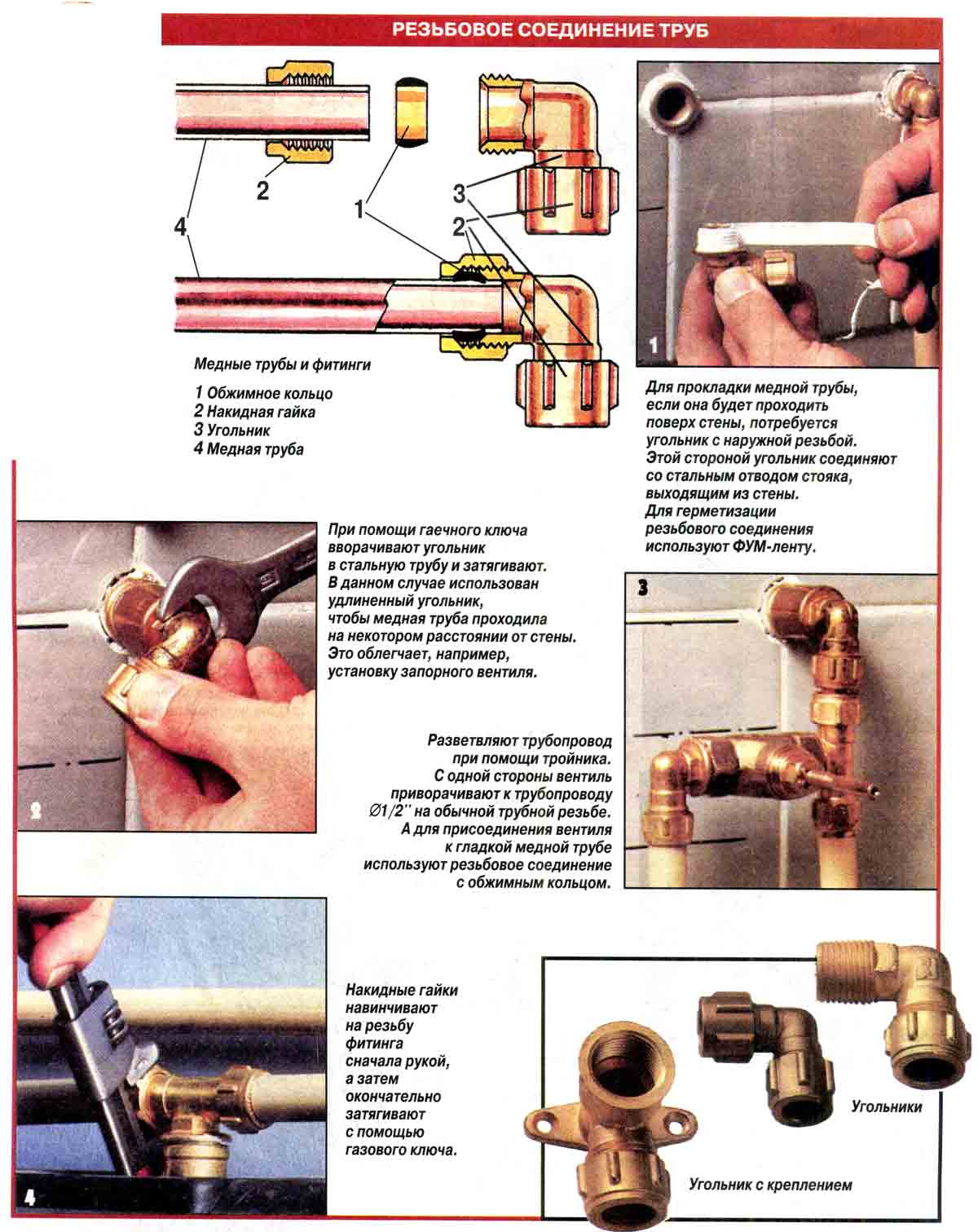
- Соединения резьбового типа
- Самостоятельная сборка
- Классификация по материалам изготовления
- Разновидности медных изделий
- По назначению
- По способу изготовления
- По форме сечения
- По степени твёрдости
- Виды намоток
Выбор места и способа установки радиатора
Варианты подключения радиаторов отопления зависят от общей схемы отопления в доме, конструктивных особенностей отопительных приборов и способа прокладки труб. Распространены следующие способы подключения радиаторов отопления:
- Боковое (одностороннее). Подводящая и отводящая трубы подсоединяются с одной стороны, при этом подача располагается сверху. Стандартный способ для многоэтажных домов, когда подвод выполняется от трубы стояка. По эффективности этот способ не уступает диагональному.
- Нижнее. Таким способом подключаются радиаторы биметаллические с нижней подводкой или стальной радиатор с нижним подключением. Подводящая и обратная труба подводится снизу в левой или правой части прибора и подсоединяется через узел нижнего подключения радиатора с накидными гайками и отсекающими кранами. Накидная гайка накручивается на нижний радиатор патрубок. Преимуществом такого способа является скрытое в полу расположение магистральных труб, а радиаторы отопления с нижней подводкой гармонично вписываются в интерьер и могут устанавливаться в узкие ниши.
- Диагональное. Теплоноситель поступает через верхний вход, а обратка подключается с противоположной стороны к нижнему выходу. Оптимальный вид подключения, обеспечивающий равномерный разогрев всей площади батареи. Таким способом правильно подключить батарею отопления, длина которой превышает 1 метр. Теплопотери при этом не превышают 2%.
- Седельное. Подача и обратка подключена к расположенным с противоположных сторон нижним отверстиям. Применяется преимущественно в однотрубных системах, когда другой способ невозможен. Потери тепла в результате плохой циркуляции теплоносителя в верхней части прибора достигают 15%.
https://youtube.com/watch?v=olrD9qxCAhM
ПОСМОТРЕТЬ ВИДЕО
При выборе места для установки учитывают несколько факторов, обеспечивающих корректную работу отопительных приборов. Установка производится в наименее защищенных от проникновения холодного воздуха местах, под оконными проемами. Рекомендуется установить батарею под каждым окном. Минимальное расстояние от стены составляет 3-5 см, от пола и подоконника – 10-15 см. При меньших зазорах ухудшается конвекция и падает мощность батареи.
Типичные ошибки при выборе места установки:
- Не учтено место для установки регулировочных кранов.
- Маленькое расстояние до пола и подоконника препятствует полноценной циркуляции воздуха, вследствие чего теплоотдача снижается и помещение не догревается до заданной температуры.
- Вместо нескольких батарей, расположенных под каждым окном и создающих тепловую завесу, выбирают один длинный радиатор.
- Установка декоративных решеток, панелей, препятствующих нормальному распространению тепла.
Способы циркуляции теплоносителя
Циркуляция теплоносителя по трубопроводам происходит естественным или принудительным способом. Естественный (гравитационный) способ не предполагает использования дополнительного оборудования. Теплоноситель передвигается благодаря изменению характеристик жидкости в результате разогрева. Поступающий в батарею горячий теплоноситель, остывая, приобретает большую плотность и массу, после чего опускается вниз, а на его место поступает более горячий теплоноситель. Холодная вода из обратки самотеком поступает в котел и вытесняет уже нагретую жидкость. Для нормального функционирования трубопровод устанавливается под уклоном не менее 0,5 см на один погонный метр.
Схема циркуляции теплоносителя в системе с использованием насосного оборудования
Для принудительной подачи теплоносителя обязательна установка одного или нескольких циркуляционных насосов. Насос устанавливается на обратную трубу перед котлом. Работа отопления в этом случае зависит от электрического питания, однако имеет существенные преимущества:
- Допускается применение труб малого диаметра.
- Магистраль устанавливают в любом положении, вертикально или горизонтально.
- Требуется меньший объем теплоносителя.
5 Мифы и факты о медных трубах для водоснабжения
Водопроводные медные трубы наделили рядом недостатков из разряда мифов, что обусловлено конкурентной борьбой и недостаточной информированностью.
1. Большая стоимость медного трубопровода. Это представление сформировано благодаря агрессивной рекламе труб из пластика. Действительно, медные трубы дороже пластиковых в 2–3 раза, но фитинги из меди стоят в 30–50 раз меньше, чем из полимеров. Учитывая, что методы монтажа трубопровода могут использоваться одинаковые, то и затраты на установку систем из этих материалов приблизительно равны. В результате стоимость завершенного трубопровода находится в большой зависимости от топологии системы.
В случае протяженных и неразветвленных сетей (магистральных, например) пластиковые трубопроводы значительно дешевле. При применении дорогих, хороших пластиков, которые рассчитаны на большие уровни хлорирования, но отсутствуют на российском рынке, системы из полимеров будут заведомо дороже. Медный трубопровод можно монтировать без использования фитингов, что приводит к его удешевлению. А учитывая долговечность и высокую надежность систем из меди стоимость их эксплуатации на порядок ниже, чем пластиковых. В случае утилизации отслужившего медного трубопровода потраченные средства возвращаются.
2. Медь ядовита. Совершенно не обоснованное утверждение. Ядовиты только специальные соединения меди, производимые промышленностью (красители, медный купорос, другие) и не образующиеся естественным путем в трубопроводе. Окислы этого металла, составляющие в основном защитную пленку (патину) на его поверхности, не ядовиты. Наоборот, они и сама медь оказывают мягкое бактерицидное и бактериостатическое действие, что при использовании воды из такого трубопровода обеспечивает высокую инфекционную безопасность.
3. Хлор. Это вещество в чистом виде является очень сильным окислителем, запрещенном для транспортировки по медным трубам. Воздействие соединений хлора, в том числе используемых для обеззараживания воды, медь переносит совершенно безболезненно. Напротив, взаимодействие с этими веществами ускоряет процесс образования защитной паутины на поверхности меди. Поэтому в США во время технологической промывки нового трубопровода проводят гиперхлорирование, чтобы быстрее получить защитный слой.
«Проблемы с хлором» начались у меди с появлением на сантехническом рынке пластиковых труб. Это связано с тем, что даже соединения хлора, используемые для обеззараживания воды, оказывают достаточно пагубное влияние на большинство пластиков. А золотое правило успешного маркетинга, как известно, гласит: «Перекладывай свою вину на конкурента – пусть он оправдывается».
4. Блуждающие токи. Это токи, которые протекают в земле, когда ее используют в качестве проводящей среды. Они в таком случае приводят к коррозии предметов из металла, находящихся в земле. В этой связи блуждающие токи не имеют какого-либо отношения к медным трубопроводам, которые в основном являются внутренними.
Запрещено использование систем как из меди, так и из стали в качестве основного заземляющего электрода. Если точно соблюдать это правило, то никаких электрических проблем не возникнет (включая блуждающие токи). Заземление, работающее в аварийном режиме, пропускает только кратковременный ток, который не нанесет вреда трубопроводу. Проблемы возникают исключительно при нарушении основополагающих правил устройства и эксплуатации электроустановок.
Маркировка и стоимость
Трубы для отопления изготавливаются, маркируются согласно ГОСТам. Например, изделия с толщиною стенок 0.8–10 мм изготавливаются по стандартам ГОСТ 617-90. Другое обозначение касается чистоты меди, регулируемая ГОСТ 859-2001. При этом разрешены пометки М1, M1р, М2, M2р, М3, M3.








По маркировке, которая указана на изготавливаемой продукции, можно узнать следующую информацию:
- Форма поперечного среза. Обозначаются буквами КР.
- Длина — этот показатель имеет разные маркировки. БТ — бухта, МД — мерная, КД — кратная мерность.
- Способ изготовления изделия. Если элемент сварной, на нем указывается буква С. На тянутых изделиях ставится буква Д.
- Особые эксплуатационные особенности. Например, повышенные технические характеристики обозначаются буквой П. Высокий показатель пластичности — ПП, повышенная точность среза — ПУ, точность — ПС, прочность — ПТ.
- Точность изготовления. Стандартный показатель обозначается буквой Н, повышенный — П.
Чтобы визуально понимать, как читать маркировку, нужно разобраться с простым примером — ДКРНМ50х3.0х3100. Расшифровка:
- Изготавливается из чистой меди, обозначаемой маркой М1.
- Изделие тянутое.
- Форма — круглая.
- Мягкая.
- Внешний диаметр — 50 мм.
- Толщина стенок — 3 мм.
- Длина изделия — 3100 мм.
Европейские производители применяют особую систему маркировки DIN 1412. На элементы систем водоснабжения, отопления они наносят обозначение EN-1057. Оно включает в себя номер стандарта, по которому изготавливаются трубы, дополнительный элемент входящий в состав — фосфор. Он нужен для повышения устойчивость к появлению ржавчины.
Медные трубы на заводе
Способ #2: соединение накатными канавками (Roll Groove)
Трубопроводы, создаваемые соединением с торцевыми выточками (накатными канавками), длительное время практиковались на устройстве спринклерных (оросительных) пожарных систем. Начиная с 1925 года, этот вполне надёжный метод соединения труб используется на стальных и железных магистралях отопления, вентиляции, кондиционирования воздуха и других систем.
Между тем, аналогичный способ механического соединения накатной канавкой также доступен для медных труб диаметром от 50 до 200 мм. Комплект для создания механического соединения накатной канавкой содержит:
- муфты,
- прокладки,
- разнообразные фитинги.
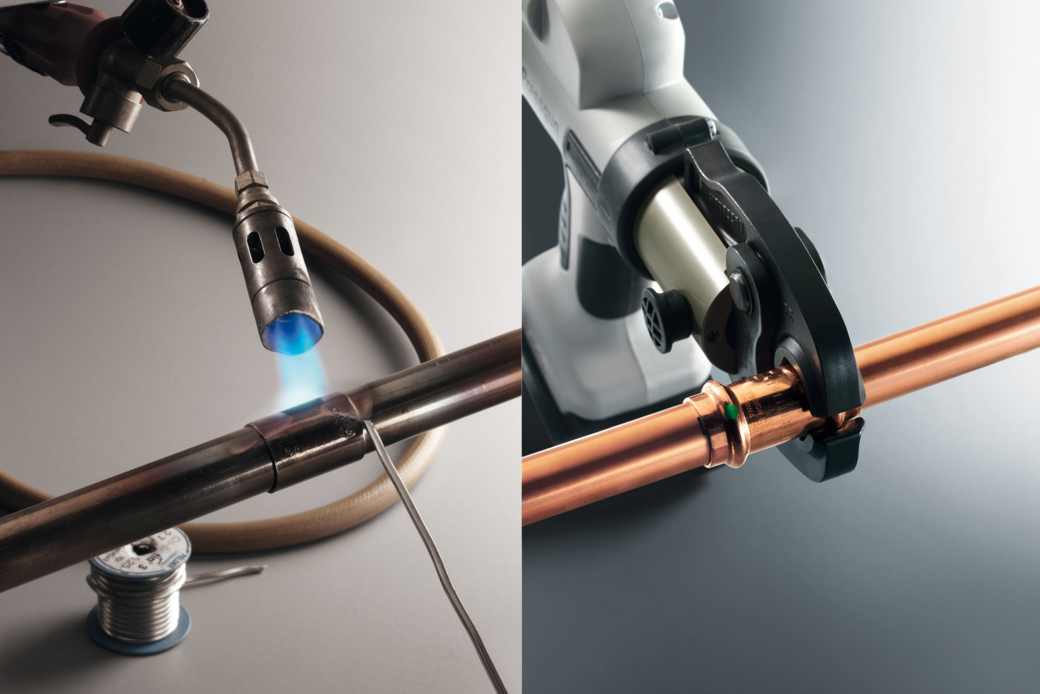
Система механического соединения накатными канавками предлагает практическую альтернативу пайке медных труб большего диаметра. Соответственно, способ накатной канавки не требует дополнительного нагрева (применения открытого пламени), как в случае пайки твёрдыми или мягкими припоями.
Накатная канавка на концевой части медной трубы – один из главных элементов способа соединения «накатными канавками». Измерением после наката определяется подходящий фитинг
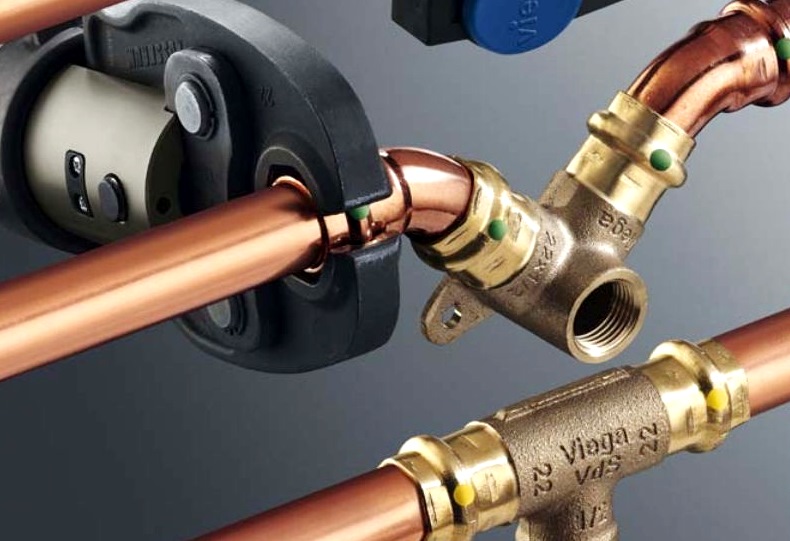
Соединение способом накатных канавок основано на свойствах пластичности меди и повышенной прочности этого металла при холодной обработке. Конструкция предполагает уплотнение зажимной системы, для чего используется прокладка синтетического эластометра (EPDM — Ethylene Propylene Diene Methylene) и специально разработанный зажим. Ряд производителей по всему миру предлагают инструменты под создание соединений накатными канавками — прокладки, зажимы, фитинги.
Разнообразные по размерам фитинги и рабочие зажимы с прокладками используются в конструкциях соединений, выполняемых методом «накатных канавок»
Подготовка и выполнение соединения накатной канавкой
Как и для других процессов соединения меди без пайки, правильная подготовка концевой части трубы имеет первичную значимость для создания прочного, герметичного шва. Правильный выбор инструмента соединения накатными канавками под каждый тип медной трубы также очевиден. Необходимо соблюдать рекомендации производителя для обеспечения безопасной, безаварийной подготовки таких видов соединений.
Таблица допустимых давлений и температур для этого типа соединений
| Тип соединения | Диапазон давлений, кПа | Диапазон температур, ºC |
| Накатная канавка, D = 50,8 – 203,2 мм, тип K, L | 0 — 2065 | минус 35 / плюс 120 для K минус 30 / плюс 80 для L |
| Накатная канавка, D = 50,8 – 101,2 мм, D = 50,8 – 203,2 мм тип M | 0 — 1725 | минус 35 / плюс 120 |
| 0 — 1375 | минус 30 / плюс 80 |
Пошаговый процесс сборки узла накатными канавками:
- Отрезать по размеру концевые части медных труб точно перпендикулярно оси.
- Удалить заусенцы после реза и снять фаску.
- Накатить канавки нужных размеров, как того требует производитель фитингов.
- Осмотреть фитинги, прокладки, зажимы, на отсутствие повреждений.
- Смазать прокладки в соответствии с рекомендациями производителя.
Перед окончательной сборкой осмотреть зажимные поверхности на чистоту, на отсутствие строительного мусора. Собрать соединение в соответствии с рекомендациями производителя.
Практически собранный фрагмент узла методом «накатной канавки». Эластичные прокладки зажимного кронштейна перед окончательной посадкой медных труб обрабатываются небольшим количеством смазки
Затягивать окончательно зажимные гайки следует, прилагая требуемый крутящий момент в соответствии с рекомендациями производителя. После затяжки винтов следует ещё раз осмотреть область зажима, чтобы убедиться в правильной сборке узла.
Тестирование законченной системы с накатными канавками
Испытание законченной системы трубопроводов допускается выполнять методом подачи в систему давления воздуха или воды. Также не исключается гидропневматический метод, когда применяется относительно высокое испытательное давление.
Однако следует учитывать – величина испытательного давления не должна превышать максимально допустимого рабочего давления, указанного производителем системы накатных канавок.
Инструменты, которые понадобятся
Чтобы осуществить грамотный монтаж, необходимо наличие следующих инструментов:
- Труборез — должен выбираться, исходя конкретного типа поперечного сечения труб. Может быть механический или ручной;
- Шлифмашинка — вполне может быть заменена наждачной бумагой;
- Газовая горелка для пайки медных труб или паяльник с флюсом и припоем.
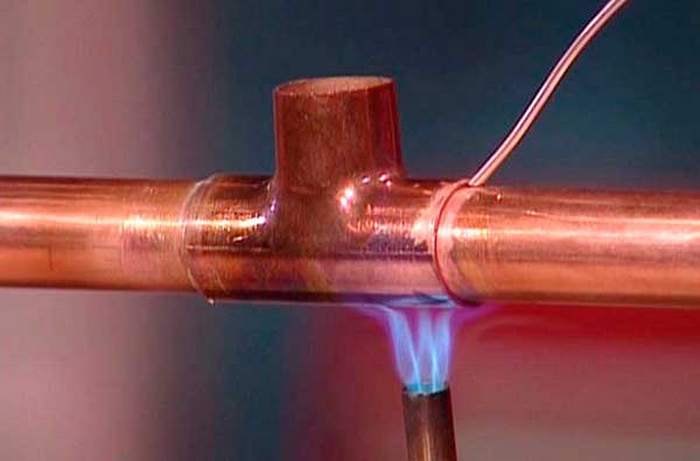
Работа начинается с составления плана отопительной системы с обязательным обозначением мест, где планируется установка батарей. Следующий шаг — порезка трубы на мерные длины. Следует иметь в виду, что торцы должны быть строго перпендикулярными. Порезанные образцы не должны иметь заусениц. Места стыка нужно зачистить мелкозернистой шкуркой.

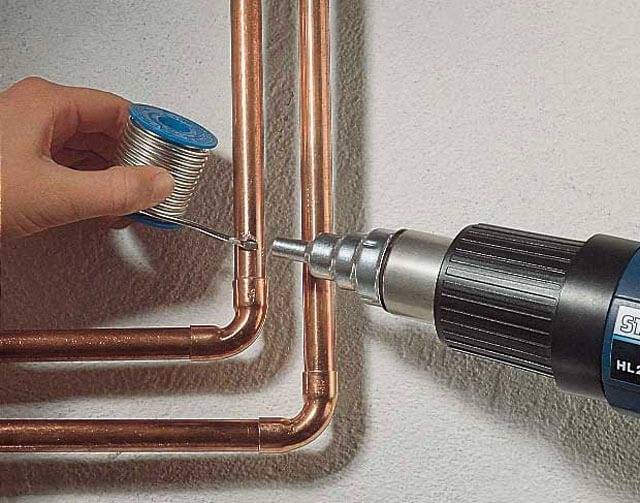




На зачищенный конец трубы наносится флюс, после чего он (конец) вставляется в радиатор или фитинг до упора. После этого на стык наносится припой для пайки медных труб отопления. Сопрягаемые детали в месте стыка нагревают при помощи газовой горелки. Нужно проследить за тем, чтобы пламя не коснулось припоя. Но, вместе с тем, он должен расплавиться, чтобы заполнить собой зазоры, между фитингом и трубой.
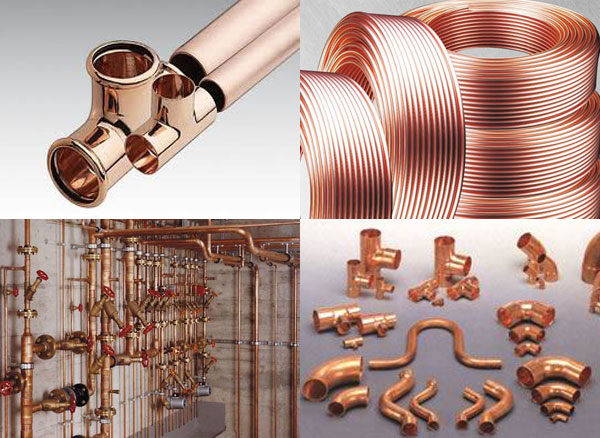
Разновидности медных изделий
Существует несколько классификаций медных труб. Рассмотрим некоторые из них. По способу изготовления различают изделия:
- Неотожженные. Производятся из чистого металла методом штамповки или проката. Характеризуются высокой разрывной прочностью, которая составляет порядка 450 Мпа. При этом пластичность металла уменьшается, что создает определенные ограничения при использовании деталей.
- Отожженные. Отличаются особой технологией обработки. Трубы прогревают до 700С после чего постепенно охлаждают. В результате изделия несколько теряют свою прочность, но становятся более пластичными. Такие трубы прекрасно тянутся, непосредственно перед разрывом длина элемента может увеличиться в полтора раза. Отожженные изделия более мягкие, что упрощает их монтаж.
По форме сечения различаются круглые и прямоугольные элементы. Последние отличаются более высокой стоимостью, которая обусловлена сложностью их изготовления. Используются для производства проводников в статорных обмотках электрического оборудования, охлаждающихся жидкостным способом. Типоразмеры не изолированных медных изделий по внешнему диаметру варьируются от 12 до 267 мм. При этом каждый из типоразмеров может иметь разное значение толщины стенки, которое находится в диапазоне от 0,6 до 3 мм. Для газоснабжения используются изделия с минимальной толщиной от 1 мм. В сантехнике чаще всего используются типоразмеры 22, 18, 15, 12 на 1 мм, 52 на 2 мм и 42, 35, 28 на 1,5 мм.
Отожженые медные трубы несколько теряют в прочности, зато приобретают особую пластичность и мягкость, что облегчает процесс их монтажа
ГОСТ 52318-2005 регламентирует изготовление медных деталей в трех видах, различающихся степенью твердости, эксплуатационными и механическими свойствами:
- Мягкие. Обозначаются М или W, устаревшее r или F22. Выдерживают раздачу без трещин и разрывов в процессе увеличения наружного диаметра на 25%. Могут подвергаться гибке и бесфитинговому соединению «на холодную». Изделия применяются для обустройства систем отопления и водоснабжения с лучевым распределением подводки к отопительным и сантехническим приборам, а так же для тепловых насосов, напольного, а так же панельного отопления.
- Полутвердые. Маркировка П или НН, устаревший вариант z. Детали выдерживают раздачу в процессе увеличения диаметра трубы на 15%. Меньшая, чем у мягких изделий, пластичность требует использования нагрева для бесфитингового соединения. Для гибки потребуется трубогиб.
- Твердые. Обозначение Т или Н, устаревшее z6 или F30. При монтаже раздача трубы происходит только в процессе нагрева. Чтобы согнуть деталь используется трубогиб. Твердые, как и полутвердые, элементы применяются для обустройства магистралей без частого изменения направления движения и поворотов. Кроме того такие изделия используются для трубопроводов для которых требуется повышенная механическая прочность.
Некоторые производители выпускают специальные трубы с дополнительными опциями, которые востребованы для систем отопления и водоснабжения:
- С изоляцией полиэтиленовой тонкостенной оболочкой, толщина которой 2-2,5 мм. Материал устойчив к химическим и к механическим воздействиям, наносится на трубы, диаметр которых от 12 до 54 мм. Оболочка снижает теплопотери, присутствующие в системах отопления, и предупреждает возникновение конденсата на трубах холодного водоснабжения.
- С защитной изоляцией толщиной от 2,5 до 3 мм. Внутренняя сторона оболочки из полиэтилена оснащается мелкими продольными зубцами, образующими воздушные каналы. Таким образом, улучшаются теплоизоляционные характеристики, и появляется возможность осуществления теплового расширения замоноличенной трубы при колебаниях температуры.
- С теплоизоляционной оболочкой из вспененных материалов: синтетического каучука, пенополиэтилена, мягкого пенополиуретана и т.п. Ширина изоляционного слоя может превышать 30 мм. Оболочка используется для снижения высокой теплоотдачи в системах горячего водоснабжения и отопления.
При необходимости можно приобрести специальные детали для укрытия и теплоизоляции смонтированных трубопроводов.
Для соединения медных деталей используются фитинги. Их ассортимент очень широк. Они различаются формой и предназначены для осуществления различных типов соединений
Варианты стыковки труб из меди
При сборке отопления применяют различные методы монтажа. Так, стыковка медных труб производится разборным и неразборным методом. В первом случае используются фланцы, резьбовые крепления, фитинги, фиксирующиеся автоматически. При конструировании неразборной системы отопления прибегают к помощи прессования, пайки и сварки.
Сварочная стыковка
Давайте разберем процесс сварочного соединения медных труб. Такой прием стыковки применяется к трубам с диаметром от 108 мм. Толщина стенок отопительного материала должна составлять не менее 1,5 мм. Производить сварочные работы, в данном случае, необходимо только встык, при этом надлежащая температура должна равняться 1084 градусам. Стоит добавить, что данный вариант установки отопления не рекомендуется производить своими руками.
На сегодняшний день строителями применяется несколько видов сварочных работ:
- Газовая сварка с применением горелок ацетиленокислородного типа.
- Сварка с плавящимися электродами, выполняемая в среде инертных газов – аргона либо гелия.
- Сварка, при которой используются неплавящиеся электроды.
В большинстве случаев для стыковки элементов из меди используется дуговой метод сварки. Если трубы, которые планируется применять для сборки трубопровода, изготовлены из чистой меди, то здесь необходимо использовать неплавкие вольфрамовые электроды в среде аргона, азота или гелия. При сварке элементов из меди процесс должен проходить быстро. Это предотвратит образование на металлической основе трубы различных окислений.
Сварочная стыковка медных труб
Чтобы придать прочность такому соединению, по завершению стыковочных работ рекомендуется провести дополнительную проковку полученных соединений.
Соединение путем развальцовки
Случается, что применение сварочных горелок при монтаже отопительных систем создает некоторые неудобства. В этом случае рекомендуется прибегать к помощи развальцовки соединений медных труб. Данный метод монтажа получится разъемным, что сыграет положительную роль в случае вынужденной сборки отопления.
Операция такого рода потребует обязательного наличия приспособления для развальцовки. О том, как соединить трубы отопления путем развальцовки, мы постараемся подробно расписать далее:
- для начала зачищается наконечник трубы для того, чтобы удалить с ее поверхности задиры и заусеницы, образовавшиеся при распиле материала;
- на трубе фиксируется муфта;
- далее трубу вставляют в зажимное устройство, с помощью которого производится дальнейшая развальцовка;
- затем следует начать зажимать винт инструмента до той поры, пока угол торца трубы не достигнет 45 градусов;
- после того, как область трубы будет готова к соединению, следует подвести к ней муфту и зажать гайки.
Более наглядно о процессе можно узнать из представленного видео.









Прессовочный метод соединения
Кроме всех вышеперечисленных методов монтажа труб отопления существует также и прием прессования. Для стыковки медных элементов в этом случае необходимо вставить до упора подготовленный ранее конец трубы в муфту. После этого потребуется применение гидравлического или ручного пресса, посредством которого осуществится фиксация труб.
Если отопление планируется собрать из толстостенных труб, потребуются пресс-фитинги со специальными обжимными гильзами. Данные элементы дают возможность обжать трубы и фитинги для отопления изнутри, в то время как наружные уплотнители дадут отличную герметичность конструкции.
Соединения резьбового типа
К сожалению, медных труб с резьбовыми соединениями на рынке найти невозможно, а потому для стыковки частей теплосистемы принято использовать фитинги, которые имеют накидную гайку.
Для стыковки медных труб с трубами из других материалов применяют бронзовые или латунные фитинги с резьбой. Их использование исключает возможность гальванической коррозии. В том случае, если трубы различаются по диаметру, прибегают к помощи специальных расширителей.
Учитывая виды применяемых на сегодняшний день уплотнений для отопительных систем из меди, существует два типа резьбовых соединений:
- Уплотнения конического типа («американка»). Данные элементы рекомендуются для монтажа отопления в условиях высоких температурных показателей.
- Соединения плоского типа. Такие материалы предусматривают в своей конструкции уплотнители, изготовленные из различных по цвету полимерных материалов. Прокладки раскрашиваются в разные цвета для обозначения температур, при которых можно работать с такими элементами.
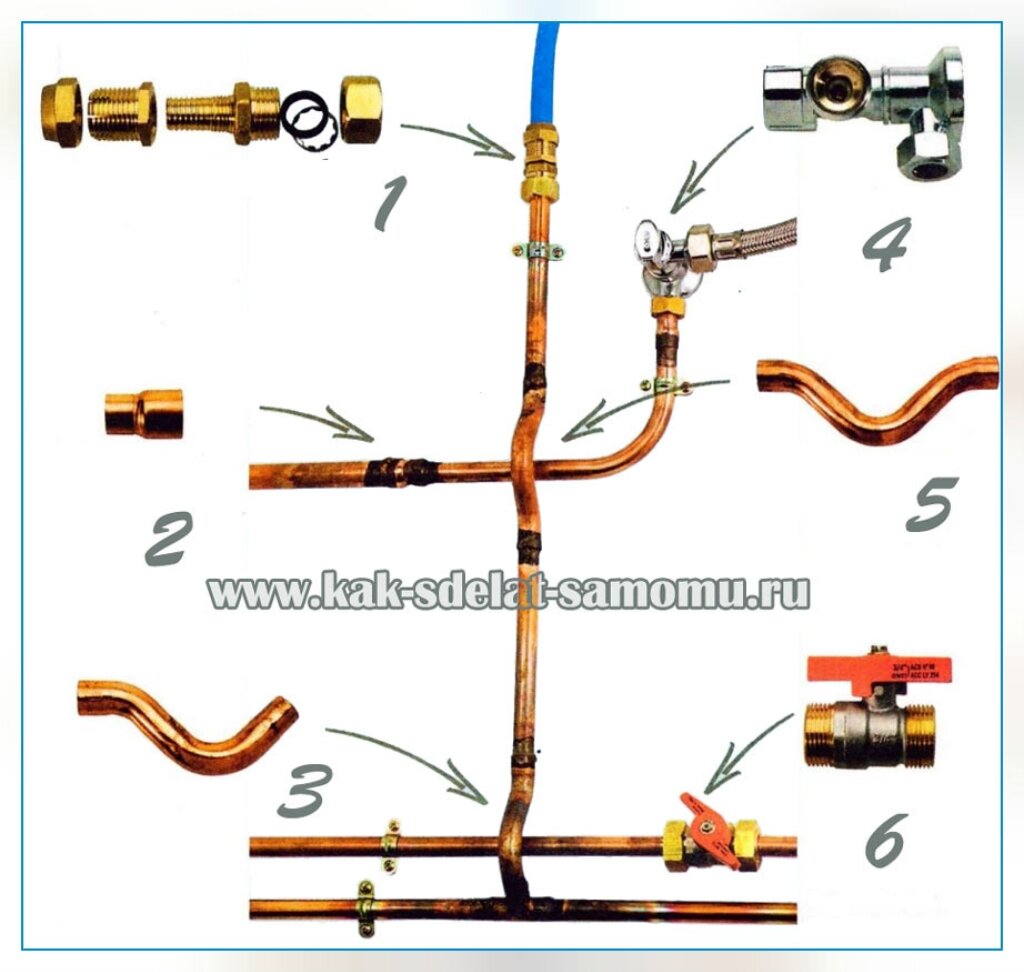
Схема выполнения соединения медных труб
Самостоятельная сборка
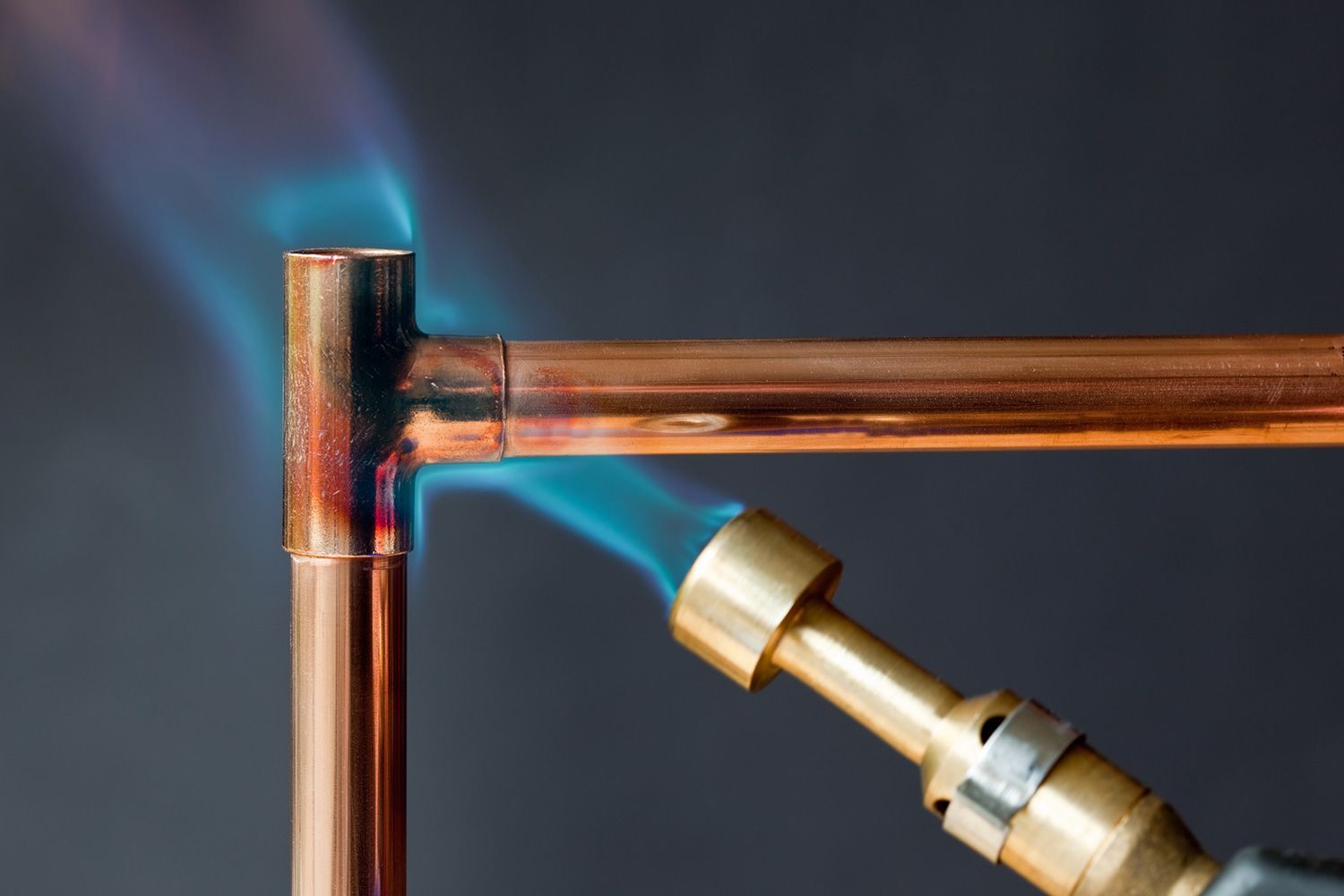
Монтаж трубопровода с помощью медных труб вполне осуществим своими руками. Для этого используют газовую горелку и припой, который бывает двух видов – твердый и мягкий. Твердый припой используют при высокотемпературной пайке в коммуникациях для водоснабжения, газа и отопления. Мягкий – для пайки при более низких температурах в бытовых условиях.

- зачистка щеткой и зашкуривание внутренней части соединения ;
- нанесение флюс-пасты внутри и снаружи;
- нагревание места соединения с помощью газовой горелки.
Воспользуйтесь такими советами. Не стоит снимать заусенцы после обрезки на краях труб наждачной бумагой. Один из концов труб надо расширить труборасширителем, чтобы они входили друг в друга
При нанесении флюс-пасты следите, чтобы ее не было слишком много и она не попала в просвет трубы при пайке.
Важно не перегревать место соединения, достаточно 15-20 секунд для получения эффекта. Нагрев прекращают, когда флюс приобретает серебристый цвет. https://www.youtube.com/embed/z0YhZ7c80hI
Перед пуском готовой системы желательно промыть ее большим напором воды, чтобы удалить все частицы от процесса монтажа.
Работа с открытым огнем требует соблюдения техники безопасности. Жизнь и здоровье стоит того, чтобы позаботиться о нем во время проведения данных работ.
Медные трубопроводы благодаря своим отличным свойствам показали себя, как надежный вариант системы отопления вместе с возможностью горячего и холодного водоснабжения.
Классификация по материалам изготовления
Выбор материала зависит от эксплуатационных нагрузок – давления, расхода жидкости, (иногда и от её плотности), а также от уровня гидросопротивления. Ведь фитинг — это дополнительная преграда потоку, вызванная различными смежными элементами – прокладками и конструктивными особенностями самого изделия – наличием приливов, уступов, радиусов закруглений, переходными участками и т.д.
Материалы, которые рекомендуются для изготовления рассматриваемых деталей, выбираются также с учётом технологичности их производства:
- Чугун. Чаще используют чугуны с шаровидным графитом (марки ВЧ100), которые обладают достаточной прочностью и удовлетворительной пластичностью. Достаточно часто встречаются переходники из ковкого чугуна марок СЧ30 или СЧ35, а также из высокопрочного чугуна марки КЧ35-10 или КЧ 37-12. В некоторых случаях готовую продукцию для улучшения её товарного вида подвергают оцинкованию.
- Сталь. Используется преимущественно нержавеющая сталь марки 08Х18Н10, а также её зарубежные аналоги. Остальные марки используются в системах, предназначенных для прокачки коррозионно неактивных сред при повышенных температурах, которые загрязнены абразивными частицами. Здесь используют стали типа 45Х. 40ХН. 40ХНМ и им подобные.
- Латунь. При использовании технологии пластического деформирования ориентируются на марки деформируемой латуни: обычной от Л70, многокомпонентной – ЛА-77-2, ЛН 65-5. Из литейных латуней – ЛЦ40С, ЛЦ25С2 и т.п.
- Металлопласты на основе деформируемого алюминия и полиэтилена марок РЕ-Х или РЕ-RT.
- Полиэтилен низкого давления (ПНД). При невысоких эксплуатационных нагрузках используют полимеры, изготавливаемые по техническим требованиям ГОСТ 16338-85.

Фитинги для ПНД труб: виды арматуры и варианты соединений трубопроводов В строительстве все чаще и чаще используют трубопроводы, изготовленные из ПНД. Именно поэтому возрастает спрос и на элементы арматуры. С их помощью монтаж труб превращается в легкое и быстрое…









Разновидности медных изделий
На данный момент имеется несколько разновидностей трубок из меди. Ниже рассмотрены основные из них.
По назначению
По назначению используют следующие трубки:
- для мебели — сделанная из хрома — 25 мм;
- для торговой техники — овальное изделие — 25 мм;
- при изготовлении опоры для мебели — 50 мм (барная);
- для кухонного помещения — 50 и 26 мм (рейлинг и барная).
При изготовлении мебели используется мебельная хромированная труба. Её используют в основной мебельной конструкции — в качестве металлического бруса. В отличие от круглой, имеет прямоугольное сечение. Чаще всего используемый профиль — 40*100, 40*80, 50*50.
Её устанавливают только на плоской поверхности, а также, применяют в ремонте и на заводах по производству автомобилей — при создании крепкого каркаса.
По способу изготовления
В зависимости от способа изготовления применяют такие трубки из меди, как:
Неотожжённый медный трубопровод. Его изготавливают из чистого металла, используя штамповку.
Он имеет высокую разрывную прочность. В таком случае металл становиться менее пластичным, впоследствии чего появляются некоторые ограничения при применении подобной трубки.
Отоженные медные трубы пластичны, данное качество облегчают мроцесс монтажа
Медная отожжённая труба. Она проходит особую технологию обработки. Её нагревают до 700 градусов по Цельсию, а затем — охлаждают. В таком случае трубопроводные элементы становятся менее прочными, но более гибкими.
Кроме того, они хорошо тянутся — до разрыва их длина увеличивается в 1,5 раза.
Отожжённые трубопроводные изделия являются более мягкими, поэтому их установка проходит быстрее и проще.
По форме сечения
По форме сечения выделяют:
- круглые водопроводы;
- трубопроводные элементы, имеющие форму прямоугольника. Их используют при создании проводников в статорной обмотке электрооборудования, которая охлаждается жидкостным способом.
Размеры медных труб можно определить по внешнему диаметру, который равен 12–267 мм. В таком случае любой трубный типоразмер обладает определённой толщиной стенки, равной 0,6–3 мм.
При проведении газа в дома используют трубки, которые имеют толщину, равную 1 мм как минимум.
При установке сантехники во многих случаях используется медная сантехническая труба, имеющая такие типоразмеры, как: 12, 15, 18, 22 на 1 мм, 28, 35, 42 на 1,5 мм и 52 на 2 мм.
По степени твёрдости
По степени твёрдости используют такие трубки из меди, как:
Мягкие. Обозначение — М или W. Они способны выдержать раздачу без образования трещины и разрыва при расширении наружного диаметра на 25%.
Такие трубопроводные изделия применяют, когда создаётся отопительная система или делают прокладку трубопроводов для водоснабжения потребителей. При этом делается лучевое распределение подводки к сантехнике и к приборам отопления.
Мягкие трубопроводные элементы в большинстве случаев используют при возведении и ремонте водопроводов. Их соединение считается самым простым — состыковку можно сделать без использования дополнительного оборудования.








Медные трубы могут выдерживать высокую температуру жидкостей, транспортируемую по ним
Полутвёрдые. Имеют следующие обозначения — П или НН. Такие трубопроводные изделия способны выдержать раздачу при увеличении диаметра на 15%.
При их установке используется нагрев для стыковки трубок без применения фитингов. Для сгиба или разгиба полутвёрдых изделий применяют трубогиб для медных труб.
Твёрдые. Обозначаются следующими буквами — Т или Н. При их установке раздачу делают только во время нагрева. Для того чтобы согнуть трубу, используют трубогиб.
Крайние 2 вида изделий из меди используют при возведении различных магистралей.
Также такие детали используют при строительстве трубопровода, который должен иметь повышенную механическую прочность.
Герметизация таких трубок считается важным процессом. Ведь их расстыковка может произойти в любой момент — например, при истощении уплотнителя. При возникновении такой ситуации нужно будет полностью переделать стыки.
Виды намоток
Производители используют различные виды намоток для медных труб:
- ФУМ-лента. Эту ленту используют во всех типах резьбовых соединений;
- твердеющий герметик для водопровода. Такой материал используют как на различных предприятиях, так и в быт;
- самодельный герметик для водопровода. Трубки, которые установлены в домах 1940 годов, не протекают.
Также этот способ можно применить, если надо сделать отопление из медных труб.
Если сурика из свинца нет в наличии, то следует применять обычную ПФ краску.
Герметизация при работе с проводящими жидкость системами является обязательной
Как вам статья?