- Сферы применения
- Виды медных труб
- Что необходимо для пайки труб из меди
- №11. Диаметр труб отопления
- Способы соединения медных труб
- Сварка
- Соединение медных труб при помощи вытяжных фитингов.
- Вальцовка
- Компрессионный фитинг
- Прессовый фитинг
- Пайка медных труб
- Ограничения при использовании медных труб
- Способы соединения медных трубопроводов
- Как упростить монтаж отопления
- Капиллярная пайка
- №6. Медные трубы для отопления
- Разновидность изделий из меди
- Производство
- Способ #2: соединение накатными канавками (Roll Groove)
- Подготовка и выполнение соединения накатной канавкой
- Тестирование законченной системы с накатными канавками
- №7. Полипропиленовые трубы для отопления
- Сравнительный обзор цен
- Виды
- Технические характеристики
Сферы применения
Существует несколько ситуаций, когда лучше выбрать этот материал:
- Актуальный вариант для установки системы отопления из медных труб — подключение к твердотопливному котлу. Связано это с тем, что такие системы подвергаются длительному воздействию высоких температур (свыше 100 градусов по Цельсию).
- По сравнению с другими материалами медь лучше, если она сложной формы.
- Монтаж будет 100% оправдан, если у хозяина дома достаточно средств, он хочет получить наивысший показатель долговечности.
Рассматривая другие варианты, нужно обратить внимание на пластик или нержавеющую сталь. https://www.youtube.com/embed/TuHaXxWFs5s
Виды медных труб
Подобные изделия различаются по размеру и сечению и бывают следующих видов:
- Медная отожженная труба. Для приобретения мягкости такие изделия подвергаются термообработке. Это упрощает их монтаж.
- Медные не отожженные трубы. Это прямые отрезки длинной от 1-го до 5-ти м.
Сечение труб может быть классическим и прямоугольным. Последние применяются в создании проводников для обмоток статора, которые охлаждаются посредством жидкостей. Изготовление их сложное и стоимость выше чем обычных. Самым популярным диаметром труб из меди для подачи воды являются от 10-ти до 23-х мм, для сливных систем – от 30-ти до 45-ти мм.
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
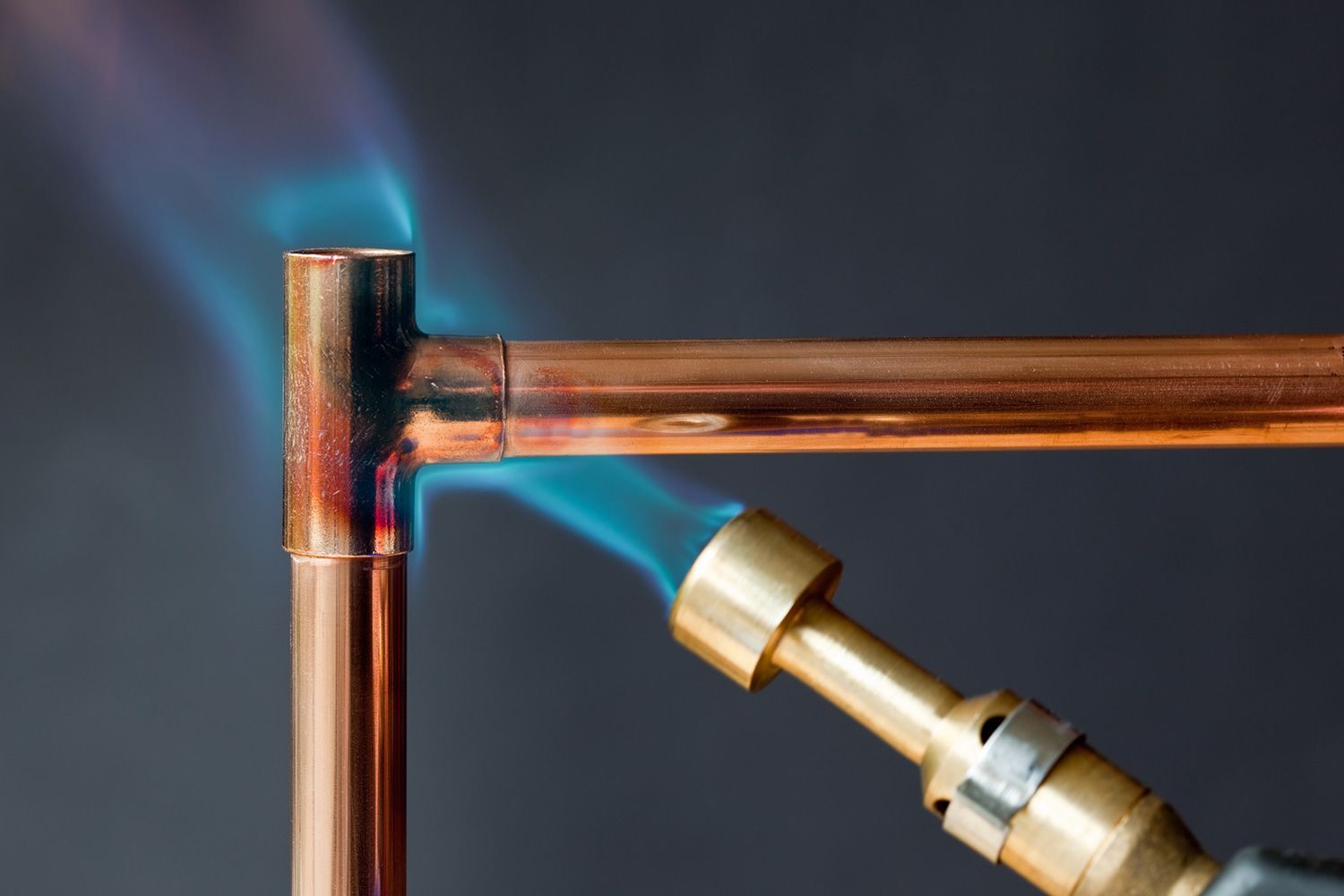
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора.
Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах.
Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов. Именно такую задачу и решает такое приспособление как труборасширитель
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм.
Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки.
Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов.
Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа. При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае









При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.
Ершики для зачистки внутренней поверхности медной трубы перед пайкой
№11. Диаметр труб отопления
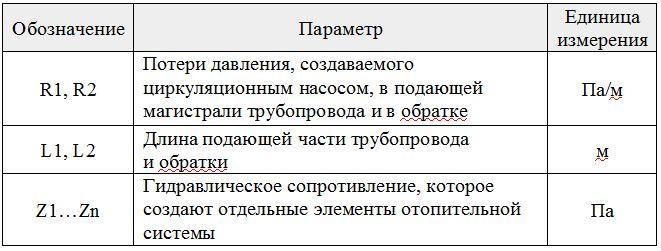
Трубы, выполненные из разного материала, представлены в различном диаметре. Чтобы подобрать наиболее подходящее значение, необходимо изучить всю схему отопительной системы и попросить помощи специалистов. Приблизительный диаметр можно рассчитать самостоятельно. Учитываются такие параметры, как площадь помещения, от которой зависит тепловая мощность, и скорость движения теплоносителя.
Многие ошибочно думают, что чем больше диаметр трубы, тем выше эффективность системы. На самом деле при выборе слишком больших труб давление в системе снижается, и отопление и вовсе пропадает – теплая вода не может обогнуть всю систему трубопровода и радиаторов. Чем меньше диаметр, тем выше скорость потока воды. В идеале скорость должна быть выше, чем 0,2 м/с, но меньше 1,5 м/с, иначе процесс циркуляции теплоносителя будет слишком шумным.
Диаметр выбирают на основе расчета требуемой тепловой мощности. Для комнат с высотой потолков до 3 м на каждый 1 м2 необходимо 100 Вт энергии. Для комнаты площадью 20 м2, например, необходимо 2000 Вт тепловой мощности, сюда стоит добавить 20% запаса, получаем 2400 Вт. Данная тепловая мощность обеспечивается одним или двумя радиаторами, если окон в комнате два – под каждое окно. По таблице смотрим, что для покрытия этой мощности необходимы трубы с внутренним диаметром 8 мм, но подойдут и 10 мм. Конечно, это все условные расчеты, но сориентироваться в бюджете на покупку труб они помогут.

Напоследок отметим, что на трубах отопления лучше не экономить – это убережет от многочисленных проблем. Отлично зарекомендовала себя продукция таких производителей, как Akwatherm, Rehau, Banninger, Wefatherm, FV-Plast.
Способы соединения медных труб
Сварка
Встречается довольно редко. Сварочной горелкой соединяются между собой медные трубы для отопления большого диаметра (начиная с диаметра 108 мм);
Соединение медных труб при помощи вытяжных фитингов.
Внутри трубы делается отверстие, вставляются кулачки и при помощи специального инструмента вытягивается раструб. Довольно трудоемкий и дорогой способ соединения труб, нужен специальный станок и монтажники не уважают такой вариант крепления.
Вальцовка
Способ соединения медных труб хороший, но его не используют в системах отопления. Очень редко можно встретить развальцованную деталь, и то заводского изготовления.
Компрессионный фитинг
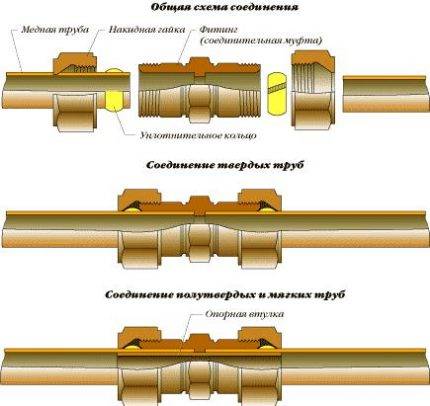
Встречается довольно часто. Состоит из трех деталей: гайки, уплотнительного кольца и самого фитинга в виде уголка. Принцип соединения: на медную трубу одевается гайка, уплотнительное кольцо и сам фитинг. Затем гайка закручивается и прижимает трубу к фитингу. С другой стороны делается то же самое.
Недостатком данного метода соединения медной трубы является то, что нет рекомендации с какой силой затягивать гайку на фитинге. Каждый делает это как может и в итоге могут возникнуть утечки воды.
Еще одним минусом является условная неразборность фитинга, т.к. уплотнительное кольцо при одевании на трубу врезается в нее и остается навсегда. Поэтому, чтобы отремонтировать участок трубы (снять фитинг) приходится обрезать этот участок трубы и вставлять новый.
Если вам предложат компрессионый фитинг, лучше отказаться и попросить что-то другое.
Прессовый фитинг
Встречается редко, т.к. мастеру для его установки нужен набор специальных клещей (порядка двенадцати) и дорогостоящий пресс. Принцип соединения: фитинг накидывается на трубу и зажимается клещами нужного типа. В итоге получается идеально прочное неразборное соединение.
Разница обработки этими фитингами мягкой и жесткой трубы.
Внутрь мягкой медной трубы обязательно вставляется опорная втулка при монтаже компрессионого фитинга. Втулка позволяет сохранить геометрию трубы при сжимании опорного кольца.










Пайка медных труб
Способ позволяет получить качественное соединение медной трубы при помощи недорогого оборудования. Обычно это пропановая горелка для небольших диаметров трубы. Для труб диаметром более 54 мм подойдет ацетилено-воздушная горелка.
Существует два вида пайки — жесткая и мягкая (высоко- и низкотемпературная). Жесткая пайка выполняется при более высокой температуре, нежели мягкая. Бытует мнение, что жесткая пайка прочнее, чем мягкая. Это не соответствует действительности.
Жесткая пайка менее технологична, чем мягкая. Для того, чтобы спаять при помощи жесткой пайки, требуется просто одеть фитинг на трубу, разогреть место соединения до темно-малинового цвета, и после этого присадить припой.
Мягкая пайка включает в себя:
- Зачистка места соединения до металлического блеска,
- Зачистка внутренней поверхности фитинга,
- Нанесение флюса,
- Соединение деталей,
- Удаление излишков флюса,
- Собственно пайка.
Главное отличие мягкой от жесткой пайки в том, что после мягкой пайки медная труба имеет более аккуратный вид, нежели после жесткой. При жесткой пайке трубу сильно разогревается, чернеет по толщине, покрывается хлопьями — зачистить ее невозможно, она не будет выглядеть блестящей медной трубой, она будет черной. После жесткой пайки котельная выглядит безобразно, поэтому если предлагают жесткую пайку — лучше отказаться. Надо применять только мягкую пайку.
Жесткая пайка медной трубы подойдет для тех случаев, когда по трубопроводу будет транспортироваться не жидкость, а газ. Например, для систем кондиционирования, систем транспортирования любых газов разрешена только жесткая пайка, потому что остатки флюса, наносимые на трубу и внутреннюю поверхность фитинга, попадают во внутрь трубопровода и его необходимо вымыть.
Мягкая пайка подходит для гидравлических систем, т.к. она выглядит более эстетично.
Ограничения при использовании медных труб
Для меди существуют следующие эксплуатационные ограничения, обусловленные свойствами металла:
- Мягкость, обеспечивающая пластичность труб и удобство их монтажа, налагает ограничение на допустимые скорости водяного потока. Для длительной службы системы водоснабжения оптимальны значения до 2 м/с.
- Из-за мягкости меди к чистоте воды предъявляют следующие требования – в ней не должно быть механических загрязнений, что достигается установкой на вводе соответствующих фильтров. Взвешенные частицы способны вызвать эрозию (вымывание материала стенок трубы) за счет механического воздействия.
- Поверхность меди покрыта оксидной пленкой, возникающей естественным путем и являющейся защитным слоем. Хлор, присутствующий в воде, преобразует эту пленку в настоящую патину, которая обеспечивает трубе еще более высокую защиту. Это происходит только при общей жесткости водяного потока 1,42–3,1 мг/л с рН в пределах 6,0–9,0. В противном случае патина будет разрушаться, а это приведет к непрерывному ее восстановлению за счет расходования меди, что может существенно уменьшить срок эксплуатации трубопровода.
- В питьевом водоснабжении для соединения труб не допустимо использование свинцовых припоев (свинец является токсичным веществом).
- При монтаже медного трубопровода требуется проводить все операции так, чтобы не уменьшить срок службы системы с расчетных 50 лет. При сгибании труб не допустимы их заломы, так как это будет нарушать ламинарность потока воды. Нельзя допускать перекручивания трубы. В случае замятия правку проводят не более 1 раза.
- Заусенцы и образовавшийся после пайки грат подлежат удалению, так как способствуют возникновению турбулентных завихрений водяного потока с сопутствующей эрозией, что приведет к уменьшению срока службы медного трубопровода.
- Перегрев при пайке, особенно сильный, может привести к получению негерметичного соединения или потере прочности меди, вплоть до порыва.
- Флюс, используемый при пайке, должен быть обязательно удален промывкой, так как является агрессивным веществом и может способствовать коррозии трубы.
- Запрещено монтирование после медных труб по направлению водяного потока элементов из алюминия, цинка, стали для предотвращения коррозии последних. При несоблюдении этого условия требуется применение пассивных анодов (из магния, например).
- Переход с медной на трубу из других металлов рекомендуется осуществлять через латунные, бронзовые или из нержавеющей стали фитинги во избежание быстротечной коррозии последних.
Несмотря на существующие ограничения по применению, на сегодняшний день медные трубы считаются наилучшим материалом для обустройства водопроводных систем.
Способы соединения медных трубопроводов
На практике медные трубы для отопления соединяются следующими способами.
Капиллярная пайка — наиболее надежный способ монтажа. Для его выполнения понадобится горелка и специальный припой.
 Следующий по надежности способ — соединение пресс-фитингами. Этот метод требует применения пресс-клещей. Несмотря на то, что такой способ несколько уступает пайке по качеству, применяется достаточно часто, так как практически не требует специальной подготовки. Применение такого способа соединения возможно, если давление энергоносителя не превышает 10 атмосфер.
Следующий по надежности способ — соединение пресс-фитингами. Этот метод требует применения пресс-клещей. Несмотря на то, что такой способ несколько уступает пайке по качеству, применяется достаточно часто, так как практически не требует специальной подготовки. Применение такого способа соединения возможно, если давление энергоносителя не превышает 10 атмосфер.
Соединение компрессионными фитингами. Самый простой способ стыковки медных деталей системы отопления, из оборудования требуются лишь ключи подходящего размера. Данная простота несколько повлияла на качество соединения, причина проблема чаще всего кроется в качестве фитингов, а не в самой трубе.
Как упростить монтаж отопления
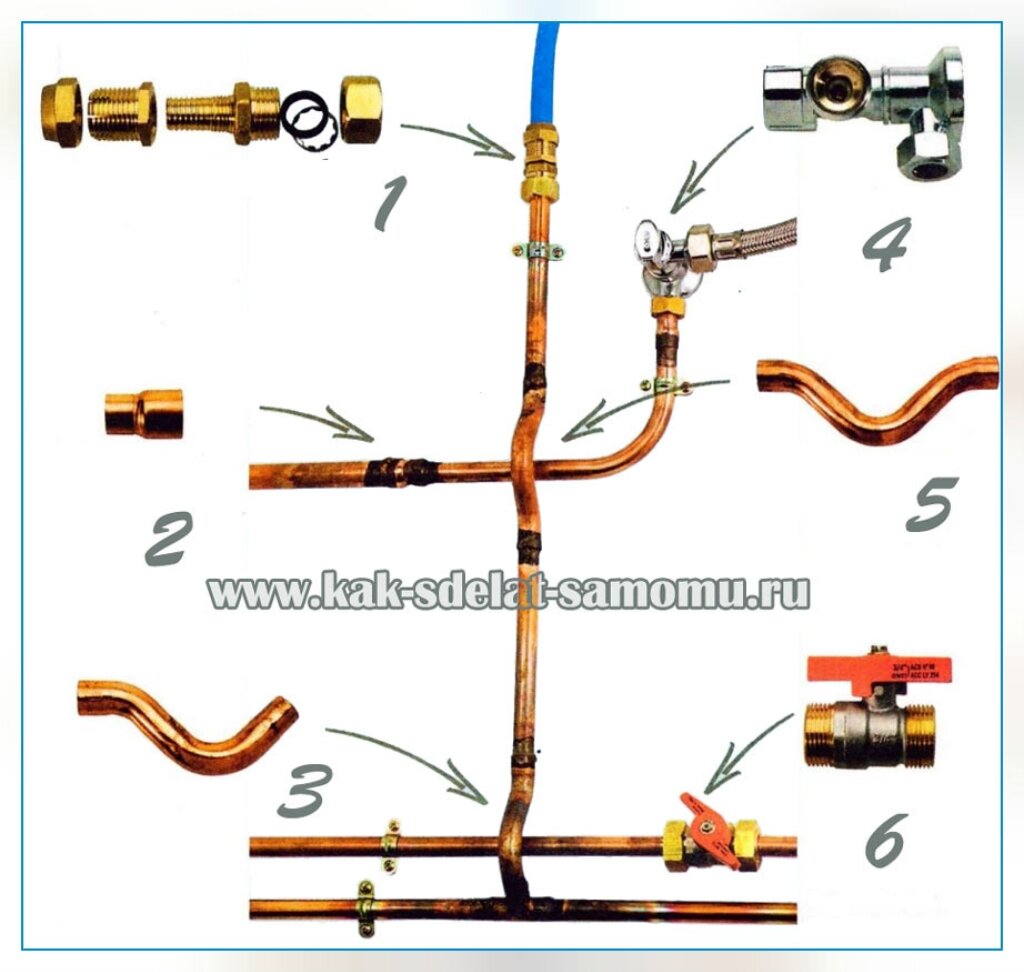
Вот что еще интересно знать про отопление из медных труб — монтаж системы можно значительно упростить и сделать более надежным. Это возможно благодаря тому, что металлические трубы медные, отличаются высокой пластичностью. Кроме того, такая труба выпускается не только в виде мерных материалов, существует возможность купить ее в бухтах значительной длины. Это позволяет смонтировать систему практически без линейных стыков.
В этом случае требуемая конфигурация линии отопления достигается изгибом трубы, у вас не будет необходимости в применении угловых фитингов. Также существует возможность поперечной врезки труб с последующей пайкой.
Для того чтобы согнуть медную трубу и не допустить при этом ее деформации, следует поступать следующим образом.
Чтобы согнуть трубы отопления медные без предварительного нагрева, вам придется применить специальное устройство — трубогиб. Он позволяет получить заданный угол изгиба, не допуская при этом деформации трубы. Если вы будете пытаться сделать это вручную, то получите испорченный материал, так как практически во всех случаях значительно нарушается внутреннее сечение, что создает дополнительное сопротивление, вызывающее уменьшение циркуляции энергоносителя.
Более простым, а тем более не требующим сложных устройств, является изгиб нагретых труб. Для этого трубы разогреваются горелкой, на них должна быть предварительно надета специальная спираль, которая предотвратит уменьшение сечения. Изгиб совершается плавным движением без рывков.










Помните, исправить угол можно будет только после повторного нагрева, но и это делать нежелательно, такое воздействие может отрицательно повлиять на свойства трубы.
Капиллярная пайка
Данный метод соединения медных труб основан на действии сил поверхностного натяжения, которые позволяют заполнить припоем стык соединяемых элементов.
Для того чтобы получить качественное соединение, необходимо выполнять следующие условия:
- Стыкуемые детали соединяются методом в раструб. Для этого торец одного элемента должен быть развальцован (расширен), учитывайте то, что зазор между трубами в стыке должен составлять десятые доли миллиметра. Для этой цели лучше применять специальный расширитель или отбортовщик (для врезки трубы).
- Трубы зачищаются, в зависимости от припоя их необходимо обработать флюсом.
- После того как заготовки соединили, начинайте равномерно разогревать стык. После достижения необходимой температуры вносите в пламя припойную проволоку. В процессе плавления жидкий припой заполнит все пространство между трубами в стыке.
https://youtube.com/watch?v=ViWlaKOkQv0
Технология капиллярной пайки имеет, конечно, свои нюансы, рассмотрение которых невозможно в объемах одной статьи. Но данный вид соединения является наиболее применяемым, ведь отопление медными трубами должно быть красивым, чтобы соответствовать своей стоимости.
№6. Медные трубы для отопления
Продолжим изучение металлических труб отопления. Медные трубы начали использоваться еще в XVII и активно применяются до сих пор, несмотря на появление более дешевых вариантов.
Преимущества:
- долговечность, сравнивая со сроком службы зданий. Медные трубы и фитинги не теряют своих качеств в течение 100 лет и более;
- устойчивость к коррозии, высокая герметичность, отсутствие способности пропускать воздух и накапливать отложения на внутренней поверхности, поэтому с годами пропускная способность труб не уменьшается;
- высокая теплопроводность;
- устойчивость к перепадам температур (диапазон рабочих температур от -200 до +500С) и скачкам давления в системе;
- эстетичный внешний вид.
Основной минус – высокая цена. Мало того, что сам материал дорогой, так еще и основные производители сосредоточены за пределами страны
Если же принять во внимание долговечность материала и отсутствие проблем в ближайшие 100 лет, то стоимость не выглядит таким уж весомым недостатком. Если вопрос выбора труб отопления не упирается в бюджет, то лучшим вариантом станут медные трубы
Процесс монтажа специфический, поэтому лучше обратиться за помощью к профессионалам.
Чтобы система отопления прослужила много лет, лучше не комбинировать медные трубы со стальными нелегированными. Последние будут очень быстро ржаветь. Если же такой комбинации не избежать, то пусть стальные трубы будут находиться перед медными по направлению движения воды.

Разновидность изделий из меди

Медные трубы классифицируют по разным критериям. Одним из основных является способ их изготовления. Согласно этому критерию изделия делятся на такие виды:
- Неотожженные трубы из меди. Изготовляются из чистого металла путем проката или штамповки. Трубы обладают высокой прочностью и легко выдерживают давление величиной в 450 МПа. Использование такого метода имеет некоторый недостаток. В результате получается материал с пониженной пластичностью, что несколько ограничивает сферу его применения.
- Отожженные. Обработка труб производится по особой технологии. Ее суть заключается в нагреве материала до 700 градусов с последующим охлаждением. Охлаждение проводится постепенно. В результате такой обработки изделия из меди теряет прочность. Взамен повышается ее пластичность. Благодаря такой особенности медную трубу широко используют для сооружения трубопровода, который имеет сложную конфигурацию.
Согласно нормам медные трубы изготовляются трех видов, которые имеют характерные отличия в плане механических и эксплуатационных свойств. Итак, в зависимости от степени твердости, изделия из меди делятся на следующие виды:
- Твердые. Изделия широко используются для устройства трубопровода, который должен обладать высокой прочностью. Раздача трубы в процессе монтажа производится только предварительного нагрева. Трубопровод может иметь многочисленные повороты. Чтобы согнуть трубу под выбранным углом, необходимо воспользоваться трубогибом.
- Полутвердые. Медные трубы такого типа способны легко выдержать раздачу, если диаметр увеличить на 15%. Изделие обладает большой пластичностью, нежели предыдущий материал. Но, тем не менее, для гибки понадобиться трубогиб.
- Мягкие трубы. Способны выдерживать раздачу при увеличении диаметра на четверть. При этом не возникают разрывы и трещины. Изделие легко поддается гибке. Для этого не нужно нагревать материал. Мягкие медные трубы широко используются для устройства системы отопления и водоснабжения. Также они нашли широкое применение в прокладке теплых полов.
Также медные трубы классифицируют по форме сечения. Они бывают круглыми или прямоугольными. Последний вариант стоит гораздо дороже. Прямоугольные трубы используют для изготовления специальных проводников в электрооборудовании. Также медные трубы могут иметь разную толщину стенок (0,6 – 3 мм) и диаметр (12 – 267 мм). В разных сферах используют изделия с определенными параметрами. Так, для устройства газопровода используют трубы, толщина стенок которых составляет 1 мм, а в сантехнике – 2 мм.
Производство
Для сооружения трубопроводов водоснабжения и отопления применяют бесшовные изделия из меди. Они изготавливаются по трём технологиям:
- холодная прокатка — деформация заготовки металла происходит при прохождении между вращающимися валками. Сквозное отверстие создаётся способом прошивки. Затем гильза калибруется до нужных размеров;
- холодное волочение — основан на протягивании заготовки через волочильный инструмент (волоку) со специальным каналом, сужающимся по длине. В процессе волочения металл обжимается до необходимых геометрических параметров и вытягивается по длине;
- горячее прессование — получение трубы методом экструзии (выдавливания)через выходное отверстие матрицы.
При промышленном производстве может применяться одна из этих технологий или их комбинация. Состав оборудования и технологические операции могут иметь некоторые различия, но основной процесс изготовления всегда состоит из следующих этапов:
- подготовки заготовки;
- холодной прокатки или волочения, либо горячего прессования;
- термообработки;
- смазки труб и инструмента;
- обработки готовых и промежуточных изделий;
- резки на мерные части или намотки в бухты;
- контроля качества готовой продукции.
Способ #2: соединение накатными канавками (Roll Groove)
Трубопроводы, создаваемые соединением с торцевыми выточками (накатными канавками), длительное время практиковались на устройстве спринклерных (оросительных) пожарных систем. Начиная с 1925 года, этот вполне надёжный метод соединения труб используется на стальных и железных магистралях отопления, вентиляции, кондиционирования воздуха и других систем.







Между тем, аналогичный способ механического соединения накатной канавкой также доступен для медных труб диаметром от 50 до 200 мм. Комплект для создания механического соединения накатной канавкой содержит:
- муфты,
- прокладки,
- разнообразные фитинги.
Система механического соединения накатными канавками предлагает практическую альтернативу пайке медных труб большего диаметра. Соответственно, способ накатной канавки не требует дополнительного нагрева (применения открытого пламени), как в случае пайки твёрдыми или мягкими припоями.
Накатная канавка на концевой части медной трубы – один из главных элементов способа соединения «накатными канавками». Измерением после наката определяется подходящий фитинг
Соединение способом накатных канавок основано на свойствах пластичности меди и повышенной прочности этого металла при холодной обработке. Конструкция предполагает уплотнение зажимной системы, для чего используется прокладка синтетического эластометра (EPDM — Ethylene Propylene Diene Methylene) и специально разработанный зажим. Ряд производителей по всему миру предлагают инструменты под создание соединений накатными канавками — прокладки, зажимы, фитинги.
Разнообразные по размерам фитинги и рабочие зажимы с прокладками используются в конструкциях соединений, выполняемых методом «накатных канавок»
Подготовка и выполнение соединения накатной канавкой
Как и для других процессов соединения меди без пайки, правильная подготовка концевой части трубы имеет первичную значимость для создания прочного, герметичного шва. Правильный выбор инструмента соединения накатными канавками под каждый тип медной трубы также очевиден. Необходимо соблюдать рекомендации производителя для обеспечения безопасной, безаварийной подготовки таких видов соединений.
Таблица допустимых давлений и температур для этого типа соединений
| Тип соединения | Диапазон давлений, кПа | Диапазон температур, ºC |
| Накатная канавка, D = 50,8 – 203,2 мм, тип K, L | 0 — 2065 | минус 35 / плюс 120 для K минус 30 / плюс 80 для L |
| Накатная канавка, D = 50,8 – 101,2 мм, D = 50,8 – 203,2 мм тип M | 0 — 1725 | минус 35 / плюс 120 |
| 0 — 1375 | минус 30 / плюс 80 |
Пошаговый процесс сборки узла накатными канавками:
- Отрезать по размеру концевые части медных труб точно перпендикулярно оси.
- Удалить заусенцы после реза и снять фаску.
- Накатить канавки нужных размеров, как того требует производитель фитингов.
- Осмотреть фитинги, прокладки, зажимы, на отсутствие повреждений.
- Смазать прокладки в соответствии с рекомендациями производителя.
Перед окончательной сборкой осмотреть зажимные поверхности на чистоту, на отсутствие строительного мусора. Собрать соединение в соответствии с рекомендациями производителя.
Практически собранный фрагмент узла методом «накатной канавки». Эластичные прокладки зажимного кронштейна перед окончательной посадкой медных труб обрабатываются небольшим количеством смазки
Затягивать окончательно зажимные гайки следует, прилагая требуемый крутящий момент в соответствии с рекомендациями производителя. После затяжки винтов следует ещё раз осмотреть область зажима, чтобы убедиться в правильной сборке узла.
Тестирование законченной системы с накатными канавками
Испытание законченной системы трубопроводов допускается выполнять методом подачи в систему давления воздуха или воды. Также не исключается гидропневматический метод, когда применяется относительно высокое испытательное давление.
Однако следует учитывать – величина испытательного давления не должна превышать максимально допустимого рабочего давления, указанного производителем системы накатных канавок.
№7. Полипропиленовые трубы для отопления
Полипропиленовые трубы изготавливают на основе полимеров, существует несколько видов таких труб, но в системе отопления обычно применяют трубы PPs из специального пропилена. Материалы группы термопластов, к которым и относятся все типы полипропиленовых труб, неустойчивы к высоким температурам, поэтому для систем отопления необходимо брать только армированные трубы, причем желательно стекловолокном. Так, например, трубы типа PN25 имеют армирование, выдерживают давление в системе до 25 атм и температуру +95С с кратковременным повышением до +120С.

Преимущества:
- относительно длительный срок эксплуатации. Если верить производителям, долговечность достигает 50 лет;
- устойчивость к коррозии. Внутренняя поверхность труб остается гладкой в течение всего срока эксплуатации, не ухудшая пропускную способность. Благодаря герметичности кислород не проходит внутрь системы и не повреждает ее металлические элементы;
- высокая механическая прочность;
- небольшой вес;
- стойкость к низким температурам. Если в трубе замерзла вода, за целостность можно не переживать – благодаря способности расширятся материал не будет поврежден и после оттаивания примет первоначальную форму;
- герметичное соединение, которое обеспечивается специальными фитингами и сваркой;
- относительно несложный процесс монтажа. Для соединения отдельных элементов фитингами используют специальный сварочный аппарат, который в народе часто называют утюгом и паяльником. На сварку стыка уходит несколько секунд, а научится работать аппаратом несложно;
- невысокий уровень шума при движении воды по трубам, особенно если сравнить с металлическими аналогами;
- полная безвредность для здоровья;
- относительно низкая цена. Полипропиленовые трубы обойдутся дешевле, чем металлопластиковые или нержавеющие.
Среди недостатков:
- невозможность использовать в пожароопасных помещениях;
- высокое линейное расширение оборачивается необходимостью использования компенсаторов.
Часто к недостаткам причисляют невысокую термостойкость, низкую жесткость и неустойчивость к гидроударам. Это объясняется неправильным выбором полипропиленовых труб. Для систем отопления необходимы только армированные изделия, которые не провисают, выдерживают высокую температуру и давление. Кроме того, большое значение имеет процесс производства: при нарушении технологии выходят трубы ненадлежащего качества, поэтому предпочтение лучше отдавать проверенным именитым производителям.










Сравнительный обзор цен
В строительных, сантехнических магазинах можно купить трубы отопления, которые производятся из разных материалов:
- Медь. Средняя цена за 1 метр (диаметр 20 мм) — 250 рублей. Допустимые температуры рабочей жидкости — до 500 градусов по Цельсию. Передают блуждающие токи, что является недостатком.
- Полипропилен. Средняя цена за 1 метр — 50 рублей. Подходят для работы с жидкостями температурой до 95 градусов. Не окисляются. Не выдерживают сильные гидроудары.
- Металлопластик. Средняя цена за 1 метр — 40 рублей. Температурный максимум — до 150 градусов. Срок активной эксплуатации —15 лет.
Цены изменяются зависимо от диаметра, толщины стенок, известности производителя.
 Трубы из меди для отопления
Трубы из меди для отопления
Виды
Виды полипропиленовых труб зависимо от конструкции:
- цельные — изготовленные из однородного пластика;
- армированные — при производстве применяется два или более материалов, которые комбинируются между собой.
У армированных трубок есть несколько отличий от цельных деталей:
- на внешнюю сторону наносится покрытие из алюминиевой фольги;
- дополнительное покрытие из алюминия может находиться внутри детали;
- трубки могут усиливаться с помощью стекловолокна.
Классификация полипропиленовых труб с армированием:
- Алюминиевые. Могут усиливаться сплошным слоем или сеткой с маленькими отверстиями. Наличие дополнительного слоя металла обеспечивает снижение показателя теплового расширения пластика, увеличение прочности, устойчивость к давлению.
- Стекловолоконные. Имеют слоистую структуру. Основными являются два слоя полипропилена, между которыми находится армирующая прослойка стекловолокна.
- Металлополимерные. Состоят из 5 слоев. Снаружи и внутри располагается полипропилен. Промежуточные слои — адгезив. Центральный — алюминий.
Технические характеристики армированных изделий выше, чем у деталей, изготовленных из однородного материала.
 Разные полипропиленовые трубы
Разные полипропиленовые трубы
Технические характеристики
Технические характеристики полипропиленовых труб:
- Показатель морозоустойчивость — до -15 градусов. Трубы из этого материала не подходят для изготовления наружных водопроводов.
- Низкий показатель теплопроводности. Благодаря этому жидкость доходит от одного конца трубопровода до другого с минимальной разницей температуры.
- Плотность полипропилена — 0.91 кг/см2.
- Химическая стойкость материала.
- Высокий показатель линейного расширения.
- Механическая прочность — 35 Н/мм.
- Размягчение полипропилена начинается со 140 градусов.
- Термоустойчивость к теплоносителям — до 120 градусов.
- Плавление пластика начинается со 170 градусов.
- Рабочий диапазон давления — 10–25 атмосфер.
Трубы из этого материала изготавливаются диаметрами от 10 до 125 мм. Соединяются детали с помощью специального паяльника. Благодаря спайке получается прочный, герметичный шов.
Как вам статья?