
- Как использовать сварочный аппарат
- Цена монтажа пластиковых труб для водопровода
- Этапы работ процесс сварки
- Подготовка сварочного аппарата
- Из чего состоит процесс сварки?
- Как подготовить трубы
- Что такое сварка полипропиленовых труб
- Чем паять
- Монтаж труб из полипропилена
- Крепеж трубопровода
- Видео урок по пайке труб
- Время нагрева при пайке
- Виды и назначение
- Определение оптимального диаметра
- Технология соединения полипропиленовых труб
- С применением сварки
- «Холодный» способ
- Клеевой вариант
- Особенности сваривания полипропиленовых труб
- Виды и характеристики труб
- Вариант #1: металлические
- Вариант #2: пластиковые
- Вариант #3: металлопластиковые
- Важные нюансы установки
Как использовать сварочный аппарат
Для правильной установки потребуется ровная поверхность и закрепление. До нагрева аппарата необходимо снарядить его всем необходимым, включая насадки должного размера. Насадка равномерно прогреется, это не зависит от положения на нагревателе, поэтому мастера располагают ее так, чтобы было наиболее удобно пользоваться. Если вы монтируете трубы на стену, то всю конструкцию рекомендуется собрать отдельно, лишь потом крепить.
Подобная работа должна выполняться не в одиночку, качество зависит от мелочей, поэтому необходимо иметь напарника, который подержит всё это дело, да поможет. Разные трубы требуют различной температуры, пренебрегать этим не стоит. Полипропиленовые трубы для комфортной сварки требуют температуру в 260°С. Работа с полиэтиленовыми должна проходить при температуре в 220°С. Естественно, время нагрева будет различаться в зависимости от многих факторов, например температура окружающей среды. Если температура в помещении или на улице ниже 0°С, то сварку проводить нельзя.

Это связано с физическими реакциями данных материалов. Если температура наоборот высокая, скажем 40 градусов, то процесс сварки продлится немного меньше. Обратный процесс происходит при низкой температуре
Существует одно важное правило у мастеров, диаметр не разогретого фитинга должен быть немного меньше, чем диметр трубы. Как только сварочный аппарат нагрелся до необходимой температуры, поддерживайте её еще 2-3 минуты, только затем приступайте к первой сварке
Не забывайте чистить насадку после каждого применения, на ней не должно оставаться много налепленной пластмассы.
Цена монтажа пластиковых труб для водопровода
На фото монтаж пластиковых труб для водоснабжения
При определении стоимости сборки магистрали учитываются все работы, связанные с ее обустройством. На цену монтажа пластиковых труб для водопровода влияют такие факторы:
- Тип разводки водопроводных труб — коллекторный или тройниковый. Монтаж коллекторной разводки обойдется дороже, т.к. для его создания понадобится больше труб, чем в тройниковой. Соответственно, стыков также будет больше.
- Способ монтажа — открытый или закрытый. В первом случае трубы фиксируются поверх стен с помощью хомутов. При закрытом методе они укладываются в штробы (канавки в стенах), которые необходимо выполнить заранее. Поэтому закрытый способ монтажа пластиковых труб более дорогой, чем открытый.
- Для прохождения труб сквозь стены надо выполнить отверстия соответствующего диаметра. Чем больше предстоит проделать отверстий и чем прочнее материал стены, тем больше придется заплатить.
- Большое количество поворотов, которые выполняются с помощью уголков, увеличивает время монтажа и повышает цену.
- На стоимость работы оказывает влияние возможность одного человека собрать часть трассы отдельно, в удобном месте. Услуги помощника также придется оплачивать.
- Монтаж пластиковых труб для водопровода с наружным армированием стоит дороже из-за необходимости снятия оплетки специальным инструментом.
- На стоимость монтажа пластиковых труб за 1 метр оказывает влияние качество изделий. Если трубы и фитинги имеют отклонение по качеству (отверстия эллипсные, диаметры не соответствуют друг другу и т.д.), мастеру придется потратить много времени, чтобы стык получился качественным. За это также придется платить.
- Стоимость устройства системы горячего водоснабжения дороже из-за наличия большего количества стыков, чем в холодной магистрали — в ней присутствуют компенсаторы теплового расширения.
- Соединять полиэтиленовые трубы сложнее, чем изделия из другого материала, из-за тонких стенок и плохой адгезии. Поэтому мастеру придется работать очень аккуратно и медленно, что уменьшает его производительность и повышает цену работы.
Цена монтажа пластиковых труб для водопровода в Украине (г. Киев):
| Услуга | Условия работы | Единицы измерения | Цена, грн. |
| Монтаж магистрали | В зависимости от длины и диаметра трубы | м. п. | 10-50 |
| Подвод трубы к сантехническому оборудованию | В зависимости от типа оборудования | точка | от 160 |
| Установка стыка для фитинга | В зависимости от диаметра | точка | от 10 |
| Крепление трубопровода | — | точка | от 12 |
| Монтаж шарового крана | В зависимости от диаметра | точка | от 30 |
| Штробление для скрытия труб в стене | В зависимости от материала стены | м. п. | 70-150 |
Цена монтажа пластиковых труб для водопровода в России (г. Москва):
| Услуга | Условия работы | Единицы измерения | Цена, руб. |
| Монтаж магистрали | В зависимости от длины и диаметра трубы | м. п. | 150-1420 |
| Подвод трубы к сантехническому оборудованию | В зависимости от типа оборудования | точка | от 300 |
| Установка стыка для фитинга | В зависимости от диаметра | точка | от 680 |
| Крепление трубопровода | — | точка | от 80 |
| Монтаж шарового крана | В зависимости от диаметра | точка | от 150 |
| Штробление для скрытия труб в стене | В зависимости от материала стены | м. п. | 350-800 |
Как сделать водопровод из пластиковых труб — смотрите на видео:
Из примеров, приведенных в статье, видно, что водопровод из пластиковых труб своими руками сделать несложно. Результат будет зависеть от того, насколько ответственно вы отнеслись к решению задачи. Некоторый риск при сборке трубопроводов компенсируется возможностью протянуть трассу так, как нужно вам, а не рабочим, и экономией финансовых средств.
Узнайте какая цена пластиковых труб для водопровода в Украине и России
Этапы работ процесс сварки
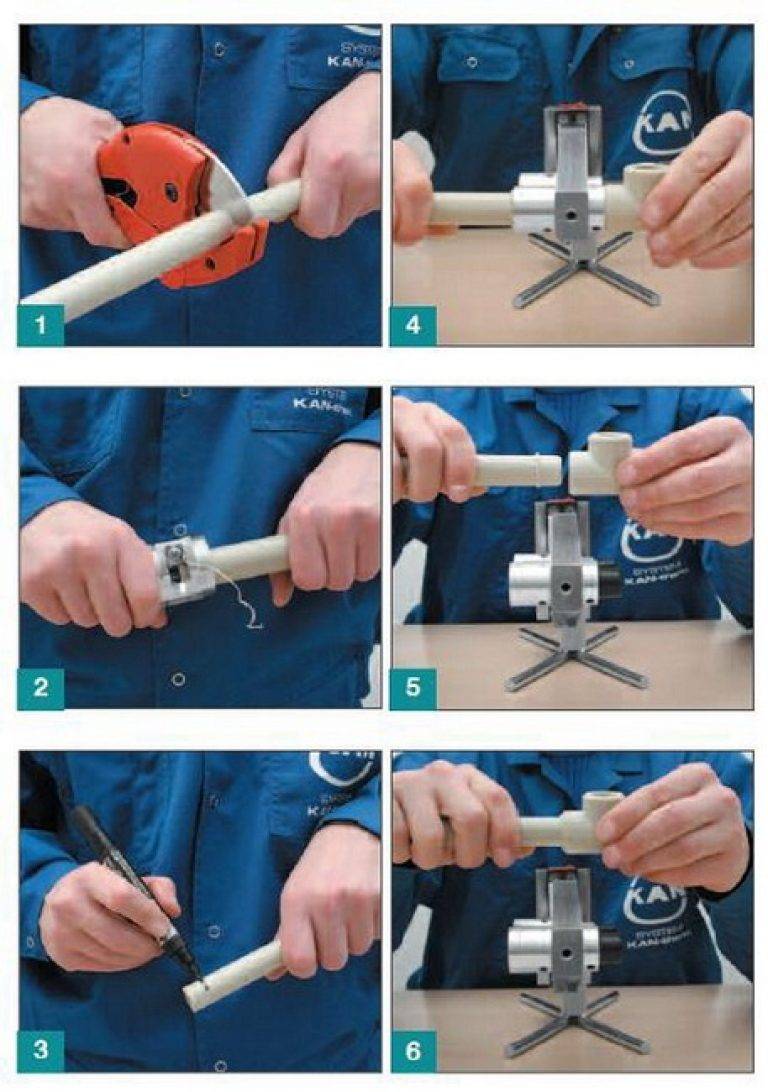
Отмерив необходимую длину трубы, делают на ней метку маркером. Труборезом или ножницами обрезают изделие под углом 90º к оси. Инструмент должен быть достаточно острым, чтобы труба не деформировалась.
Трубу обрезают под углом 90º к оси
Край армированного изделия необходимо зачистить, избавившись от верхнего слоя и фольги. Без этого этапа алюминиевая фольга, входящая в состав труб, в процессе эксплуатации будет соприкасаться с жидкостью. В итоге коррозия армированного слоя приведет к нарушению целостности шва. Такое соединение со временем даст течь.
Край армированных труб зачищают
Для неармированных изделий на конце трубы обозначают глубину сварки, ориентируясь на длину муфты фитинга. Еще одним важным моментом подготовки труб к сварке является обезжиривание поверхности. Обработка места соединения спиртом обеспечит более надежный контакт деталей.
Подготовка сварочного аппарата
Перед тем как сварить пластиковые трубы, необходимо подготовить сварочный аппарат. Ручной прибор закрепляют на ровной поверхности. Детали аппарата должны быть чистыми и без дефектов. Очищают их при помощи материи смоченной спиртом. Нагревательные элементы надевают при выключенном инструменте. Для оплавления фитинга используют дорн, для оплавления трубы – гильзу.
Время нагрева деталей для сварки определяют по таблице
Затем аппарат включают в сеть. При этом должны загореться индикаторы, находящиеся на корпусе агрегата. Один из них сигнализирует о том, что прибор подключен к сети. Второй, после достижения необходимой температуры нагрева, должен погаснуть. После того, как погаснет индикатор, желательно чтобы прошло минут пять и только тогда начинать процесс сварки. Это время зависит от окружающей температуры и длится от 10 минут до получаса.
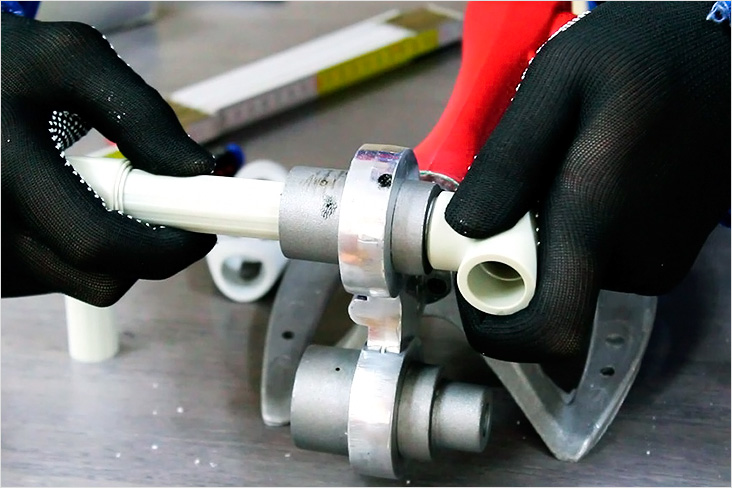
Из чего состоит процесс сварки?
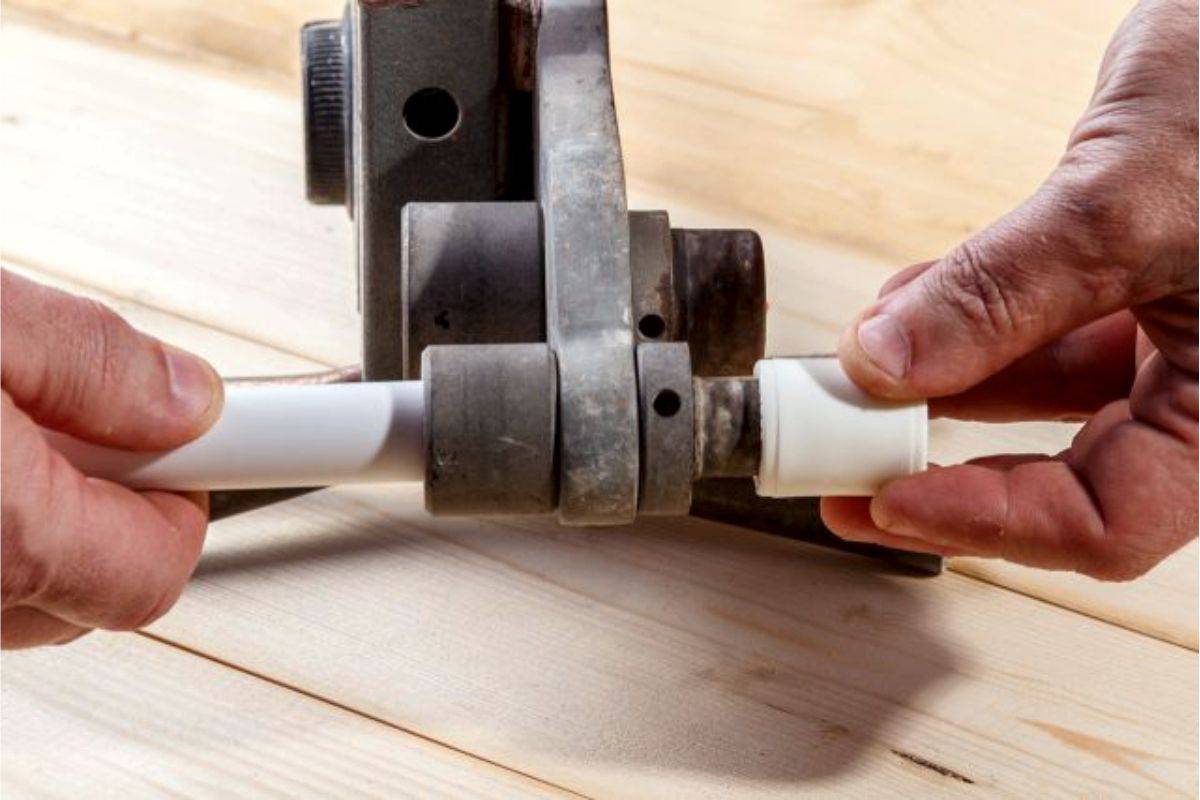
После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу. Делается это одновременно и с небольшим усилием.
После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу
Чтобы знать, как правильно сваривать полипропиленовые трубы, необходимо учитывать время нагрева. Правильный период позволит деталям разогреться до необходимой температуры и при этом не расплавиться. Он зависит от диаметра трубы.
Через необходимый промежуток времени детали снимают с аппарата и соединяют. При этом труба должна войти в фитинг строго до отметки. Во время этого процесса запрещается поворачивать детали по оси.
В процессе соединения деталей запрещается поворот изделий по оси
После соединения деталей не допускается механического воздействия на шов до его полного остывания. При соблюдении технологии, в итоге должен получиться прочный и герметичный шов.







В статье даны необходимые рекомендации о том, как правильно сваривать трубы, с подробным описанием каждого этапа. Применив на практике эти советы можно самостоятельно провести трубопровод для водоснабжения или отопления. Главное правильно выбрать трубы и соблюдать технологию процесса. Только тогда полипропиленовый трубопровод будет служить долго и бесперебойно.
В современных системах водоснабжения и отопления чугун давно уже не используется. Ему на смену пришел легкий, удобный в монтаже и не подверженный коррозии пластик. Сегодня мы расскажем о сварке полипропиленовых труб своими руками для начинающих – основных этапах этого процесса и его тонкостях.
Как подготовить трубы

Режем трубу под 90 градусов
Замерив, нужный участок трубы, делается отметка маркером. Затем, труборезом или ножницами, которые следует располагать строго перпендикулярно к отрезаемой трубе, отрезается нужная часть изделия.

Зачищаем края трубы
Так как в армированной трубе присутствует алюминиевый слой, то необходимо избавиться от него. Дело в том, что со временем алюминиевая фольга станет разрушаться от соприкосновения с водой. Для этого, с помощью устройства для зачистки удалить верхний и фольгированный слои.
У элементов без армирующего алюминиевого слоя, отмечают глубину сварки на конце трубы, в зависимости от длины муфт.
Затем следует обезжирить места сварки с помощью спиртосодержащих жидкостей. Это сделает соединение более надежным и долговечным.
При этом следует внимательно осмотреть поверхность свариваемых труб. Любая, мельчайшая частица, которая попадет в шов, способна испортить не только этот стык, но и всю систему.
Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, и, для создания систем требуемой конфигурации, используются фитинги из того же материала. Это различные уголки, тройники, обходы, переходники, муфты и т.п. С трубами они соединяются при помощи пайки. Этот процесс называют еще сваркой, но суть его не меняется: два элемента разогреваются до температуры плавления и, в горячем состоянии, соединяются друг с другом. При правильном выполнении, соединение получается монолитным и служит ничуть не меньше, чем сами трубы.
Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации
Для соединения полипропилена с металлами есть комбинированные фитинги, в которых одна часть сделана из металла и соединяется при помощи резьбового соединения, а вторая — полипропиленовая — сваривается.
Чем паять
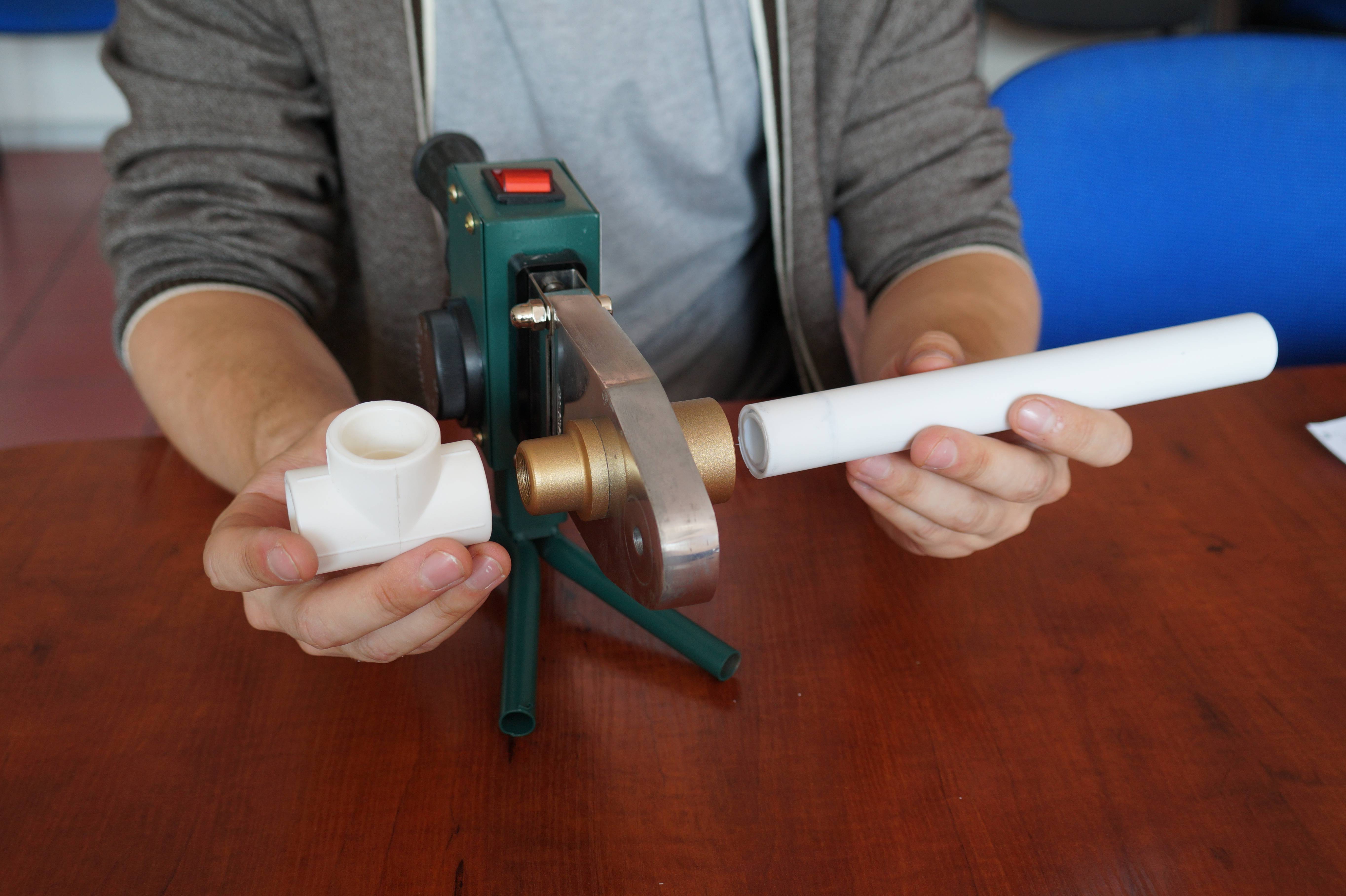
Сварка полипропиленовых труб происходит при помощи специального устройства, которое называют паяльником или сварочным аппаратом. Это небольшая металлическая платформа, внутри которой находится электрическая спираль, разогревающая поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.
Две конструкции устройства для сварки ПП труб
Для соединения двух элементов, сращиваемые поверхности нагревают до температуры плавления (+260°). Чтобы разогреть элемент на нужную глубину, на сварочную платформу устанавливаются две разные металлические насадки с тефлоновым покрытием:
- для нагрева внутренней поверхности используется дорн (меньшего диаметра);
- для разогрева наружной поверхности ставят гильзу.
Насадки для пайки полипропиленовых труб
Два соединяемых элемента одновременно надеваются на соответствующие насадки, выдерживаются определенный промежуток времени (несколько секунд), затем соединяются. Так происходит сварка полипропиленовых труб.
Монтаж труб из полипропилена
Важно! Ввиду того что прочность полипропиленовых труб не такая большая, как, к примеру, ц стальных, то и крепления при монтаже следует устанавливать чаще, где-то через каждые пятьдесят сантиметров. Итак, давайте рассмотрим основные составляющие такой отопительной системы
Итак, давайте рассмотрим основные составляющие такой отопительной системы.
- Крепежи, необходимые для того, чтобы вся конструкция оставалась неподвижной.
- АГВ, или, может быть, любой иной котел отопления.
- Расширительная емкость, необходимая для того, чтоб вода, которая при высоких температурах расширяется, не смогла повредить всю систему.
- Радиаторы, прочие теплоотдающие элементы.
- И, собственно, трубопровод, позволяющий теплоносителю циркулировать между радиаторами и нагревательным устройством.
Крепеж трубопровода
Для такой пайки используются специальные паяльники. Они разогревают материал до двухсот шестидесяти градусов, после чего тот становится однородным монолитным соединением. Это объясняется тем, что атомы в нем как бы проникают из одного куска трубы в другой. Более того, такое соединение характеризуется прочностью и герметичностью.
Видео урок по пайке труб
Пайка состоит из нескольких этапов, рассмотрим их:
- Включается паяльник. Ждем, пока сигнальный индикатор на нем не погаснет во второй раз.
-
Обрезаем кусок трубы согласно необходимым нам размерам, для этого используются специализированные ножницы, которые продаются вместе с паяльником.
- Зачищаем обрезанные окончания труб от всего лишнего, в частности, от фольги. Для этого можно применить обычный нож, а можно и швеллер.
- Труба вставляется в фитинг, и некоторое время держится в нем.
Важно! Время, которое труба должна проводить в фитинге, полностью зависит от ее диаметра, в комплекте с паяльником должна присутствовать специальная таблица, в которой указываются все эти значения. Детали аккуратно стыкуются, никаких перекосов быть при этом не должно
Некоторое время держим их так, поворачивать швеллер при этом запрещается.
Детали аккуратно стыкуются, никаких перекосов быть при этом не должно. Некоторое время держим их так, поворачивать швеллер при этом запрещается.







![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://kupisantehniky.ru/wp-content/uploads/5/e/f/5ef5cec6af3e4fa77befb7dbc78e6b51.jpg)


Особое внимание следует уделять поворотным фитингам, особенно это касается полипропиленовых труб. Обязательно проверяйте, правильно ли они выставлены, ведь если поворот будет направлен не туда, весь узел придется полностью переделывать, и прикрепленная деталь и вовсе уже придет в непригодность
Трубы соединяются между собой посредством «американок» — специальных приспособлений, которые быстро надеваются и снимаются. Они крепятся на окончаниях труб. Дабы при тепловом расширении не происходила деформация (ведь армирование труб полностью не спасает от этого, оно лишь уменьшает его), все трубы следует надежно крепить к поверхности стен и потолка, шаг при этом, как уже говорилось, должны быть не более пятидесяти сантиметров.
Для крепления радиаторов также используются специальные приспособления, они должны присутствовать в комплекте. Не желательно использовать для радиаторов приборы, сделанные своими руками. Дело в том, что заводские крепления специально рассчитывались на вес радиаторов, полностью заполненных теплоносителем, поэтому самодельные крепежи его могут попросту не выдержать.
Время нагрева при пайке
Дабы пайка труб была максимально эффективной, настоятельно рекомендуется придерживаться заданного время разогрева. О нем вы можете узнать из приведенной ниже таблицы.
| Диаметра, см | 11 | 9 | 7.5 | 6.3 | 5 | 4 | 3.2 | 2.5 | 2 |
| Время разогрева, сек | 50 | 40 | 30 | 24 | 18 | 12 | 8 | 7 | 7 |
| Время для соединения, сек | 12 | 11 | 10 | 8 | 6 | 6 | 6 | 4 | 4 |
| Охлаждение, мин | 8 | 8 | 8 | 6 | 5 | 4 | 4 | 3 | 2 |
| Каким должен быть шов, см | 4.2 | 3.8 | 3.2 | 2.9 | 2.6 | 2.2 | 2 | 1.8 | 1.6 |
Важно знать, если деталь подогреть до более высокой температуры, чем того требует технология пайки, то она попросту деформируется. А если разогрев будет недостаточным, то полноценное сплавление материала не произойдет, что в будущем станет причиной протечек
О креплении к стенам мы говорили, шаг там – 50 сантиметров. В случае с креплением к потолку это расстояние должно быть таким же, но не большим.









Желательно использовать подвижные фиксаторы, а какие-либо подвесные компенсирующие устройства не нужны. Крепить также следует прочно, надежно, ведь тепловое расширение трубы может деформировать ее.
В целом, мы с вами разобрались, как сделать монтаж отопления из полипропиленовых труб. Надеемся, статья будет вам полезной.
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
-
Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной. https://www.youtube.com/embed/fKf2kG7gHvw
https://youtube.com/watch?v=fKf2kG7gHvw
Определение оптимального диаметра
Монтажу магистрали всегда предшествует предварительный расчет полипропиленовых труб. Он проводится с целью определения количества и оптимального диаметра изделий для конкретной системы трубопровода, исходя из его предназначения.
Правильно подобранный диаметр обеспечивает минимальные потери и необходимое давление в системе даже в часы максимального (пикового) потребления воды. Особенно важен расчет при проектировании системы водоснабжения многоквартирного дома с большим числом сантехнических приборов.
Рассчитать самостоятельно внутренний диаметр трубы можно по формуле:
- где Qобщ – максимальный (суммарный) расход воды,
- V – скорость с которой вода транспортируется по трубам.
Для толстых труб значение скорости берется равное 2 м/с, а для более тонких – 0,8 – 1,2 м/с.
Но, владельцам квартир и небольших загородных домов не стоит тратить время на сложные расчеты. Учитывая, что общая проходимость системы трубопроводов зависит от пропускной способности наиболее узкого места, то достаточно приобрести трубы с диаметром 20,0 мм при условии, что длина водопровода не превышает 10 метров. При стандартном количестве санитарных приборов (раковин, унитазов, умывальников) пропускная способность труб этого диаметра будет достаточной.
При общей длине трубопровода до 30 метров необходимо использовать 25 мм изделия в диаметре, а при длине более 30 метров – 32 мм.
Технология соединения полипропиленовых труб
Состыковку и соединение полипропиленовых труб можно выполнить посредством воздействия на их концы высокой температуры, путем установки соединительных фитингов, либо же посредством склеивания.
Аппарат для сварки полимерных изделий можно взять в аренду в строительном центре
С применением сварки
Соединить полипропиленовые трубы своими руками невозможно без так называемого «утюга» – сварочного аппарата, работающего от электросети.
Не имея необходимых навыков в работе с устройством, перед выполнением основных манипуляций стоит потренироваться. Пробные состыковки дадут возможность определить силу надавливания и «поймать» оптимальный период выдержки. Поэтому материалы стоит приобрести с небольшим запасом.
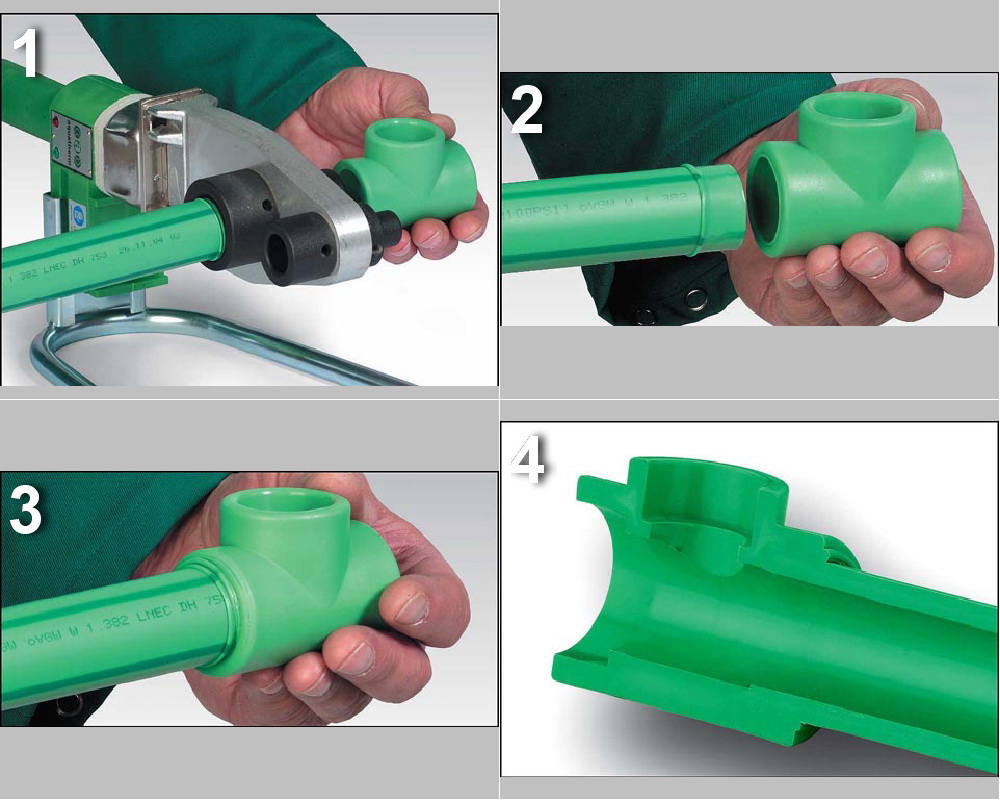
- В местах будущей стыковки на трубах выполняют срезы, торцы тщательно зачищают. На торцах с помощью маркера делают пометки, указывающие на глубину погружения концов в нагревательное устройство. Сам паяльник разогревают до 270°С.
- На насадки раскаленного паяльника строго перпендикулярно надевают концы труб и элементы соединения.
- Выдержав 10-15 секунд для расплава, разогретые элементы снимают с насадок и соединяют между собой, слегка придавливая, но не проворачивая.
- Состыкованные детали оставляют на несколько минут в зафиксированном положении до полного остывания.
Если все выполнено правильно, то на месте спайки образуется монолитное соединение без впадин и «наплывов».
Наглядно процесс монтажа представлен на видео:
При сварочном соединении труб, диаметр которых превышает 40 мм, применяют раструбную пайку. Но эту работу лучше поручить специалисту, знающему тонкости процесса и имеющего профессиональное оборудование.
Совет: Для создания прочных узлов элементы нагревают изнутри, а трубы – снаружи. При состыковке разогретых деталей по внутренней поверхности труб может образовываться небольшой бугорок, уменьшая проходимость трубы. Предупредить это можно путем продувки конструкции.
«Холодный» способ
Этот способ предполагает использование компрессионных фитингов. Для соединения полипропиленовых труб фитингами помимо основных элементов необходим лишь обжимной ключ.
Герметичность достигается за счет резинового уплотнителя, который зажимают этим ключом
- Выполнив срезы на концах, проверяют перпендикулярность кромки. С помощью мелкозернистой шкурки или проволочной мочалки зачищают торцы от заусениц.
- На конец трубы надевают стяжную гайку, направляя ее резьбой в сторону фитинга. После нее надевают компрессионное кольцо, размещая его длинным скосом к фитингу.
- На подготовленный торец нанизывают фитинг, вставляя его до упора о внутреннюю поверхность гнезда.
- Затягивают стяжную гайку, проверяют систему на герметичность.
В случае обнаружения течи при пробном запуске воды, все стыки уплотняют, а соединение подтягивают.
Клеевой вариант
В отличие от сварочного метода, предполагающего горячее воздействие, склеивание полипропиленовых труб осуществляется в холодном режиме. В основе метода лежит растворение наружной поверхности пластиковых элементов под действием химических соединений.
Клей наносят только на предварительно очищенные и обезжиренные торцы
Залогом прочности соединений является правильный выбор состава. При изготовлении клеевых составов производители добавляют в них вещества, выступающие компонентом полимерных труб. Поэтому при выборе клея стоит отдавать предпочтение составам, предназначенным для работы с полипропиленовыми изделиями.
![[инструкция] пайка полипропиленовых труб | видео](https://kupisantehniky.ru/wp-content/uploads/9/c/a/9cac7367bc73d17c055fc8c928af0f6f.jpeg)








Состав накладывают тонким слоем, после чего детали состыковывают и фиксируют в неподвижном положении на 10 секунд.
Герметичность стыков склеенных элементов проверяют уже через 15-20 минут, а испытание трубопровода на прочность – спустя сутки.
- Волгореченский трубный завод (Газпромтрубинвест)
- Ижорский трубный завод (ИТЗ)
- Королевский трубный завод (КТЗ)
- Челябинский завод изоляции труб (ЧЗИТ)
- Кстовский трубный завод
Добавить компанию
- Выполняем расчеты на прогиб трубы самостоятельно
- Особенности врезки в газовые трубы
- Борьба с конденсатом из вытяжных труб
- Способы устранения течи труб под давлением
- Как сделать грибок на трубу дымохода своими руками
ТрубСовет .ру Мы знаем о трубах все
2015–2017 TrubSovet.ru. Все права защищены
При копировании материалов с сайта, обязательно размещайте обратную ссылку на trubsovet.ru
Особенности сваривания полипропиленовых труб
Монтаж может производиться несколькими способами: посредством стыковой, муфтовой, а также раструбной сварки. Первый вариант соединения – наиболее распространенный, т.к. не требует использования дополнительных деталей и является наиболее экономичным, в отличие от двух последующих, когда необходимы муфты, фитинги. Полипропиленовые трубы соединяются посредством специального аппарата, по принципу действия напоминающего паяльник или утюг. Поверхности разогреваются, и обработанные концы деталей соединяют под давлением; в результате получается шов, по прочности не уступающий самой трубе. Предлагаемое на сегодня производителями сварочное оборудование классифицируется по двум типам:
Таблица времени сварки полипропиленовых труб.
- Механическое сварочное приспособление для полипропиленовых труб: выпускается в виде металлической рамы, совмещенной с гидравлическим агрегатом и блоком контрольных приборов. Используется для сваривания труб большого диаметра, когда для совмещения стыков требуется серьезное усилие.
- Ручной сварочный аппарат: имеет небольшие габариты, хорошо подходит для работ по свариванию элементов до 125 мм в диаметре, хорошо подходит для применения в быту.
Поскольку механическое приспособление относится к профессиональному оборудованию и используется при сваривании протяженных магистралей, то имеет смысл рассмотреть критерии выбора ручного аппарата для соединения полипропиленовых труб, который успешно применяется при монтаже труб небольшого диаметра, используемых при обустройстве водопроводов, канализации, систем отопления в жилых домах.
Виды и характеристики труб
Для корректного соединения труб, изготовленных из различных видов материалов, следует знать основные виды и свойства подобных изделий.
Вариант #1: металлические
Такие элементы, отличающиеся твердостью и механической плотностью, способны выдерживать немалые нагрузки. Общим недостатком металлических изделий является высокая стоимость.

Металлические трубы из меди, стали, чугуна имеют высокие показатели жесткости и прочности, но не всегда способны сопротивляться коррозии, а также склонны к образованию засоров
Среди наиболее распространенных вариантов можно назвать следующие виды труб.
Чугунные трубы. Наиболее популярный материал, для которого характерна хорошая стойкость, долговечность, а также относительно бюджетная цена.
Негативным фактором чугунных труб является хрупкость, из-за которой эти изделия требуют бережного отношения при складировании и перевозке
Перед началом работ важно обязательно осмотреть чугунные элементы на предмет сколов, трещин и других дефектов
Стальные трубы. Под этим названием соединены различные варианты изделий:
- Трубы из обычной стали достаточно легко покрывается ржавчиной, а также имеет склонность к зарастанию внутреннего пространства, что ведет к засорам.
- Оцинкованная сталь не склонна к коррозии, однако достаточно сложна в монтаже.
- Наиболее высокими потребительскими свойствами (стойкость к агрессивным веществам, прочность) обладает «нержавейка», однако изделия из этого вида металла дороги и требуют трудоемкой обработки.
Нужно отметить, что стальные элементы стоят дороже, нежели чугунные.
Медные трубы. Достаточно редко встречающийся вариант, поскольку медные трубы имеют высокую стоимость. Тем не менее, такие высококачественные элементы иногда используют для коммуникаций (элеваторного узла) при строительстве частных домов.
Вариант #2: пластиковые
Для прокладки коммуникационных систем применяются трубы, в изготовлении которых используются различные виды полимеров. Все пластиковые изделия характеризуются такими важными достоинствами, как инертность к химическим средам (даже агрессивным), стойкость к коррозии, несклонность к возникновению засоров, а также доступная стоимость.

Полимерные трубы широко применяются в современных строительных работах благодаря низкой стоимости и прекрасной стойкости к воздействию агрессивных веществ
В то же время ряд характеристик пластиковых труб напрямую зависит от особенностей материала, из которого они изготовлены.
Наиболее часто применяются:
- Полиэтилен: изделия из этого полимера обладают хорошей эластичностью и достаточной плотностью. Однако они не способны выдерживать высокую температуру (ПЭТ размягчаются уже при 80 градусах Цельсия), из-за чего их нежелательно использовать для транспортировки горячих жидкостей и газов.
- Полипропилен: трубы из этого пластика получили наибольшее распространение, поскольку этот материал идеально сочетает небольшой вес с прочностью и стойкостью. Полипропиленовые элементы хорошо выдерживают повышенную температуру, что позволяет применять их в системах горячего водоснабжения даже без армирования.
- Поливинилхлорид (ПВХ). Наименее распространенный вариант, поскольку изделия, выполненные из этого пластика, достаточно хрупки. Такие трубы стоит прокладывать лишь в местах, где на них не будут падать нагрузки, чаще всего их используют для создания канализационных систем.
В быту применяются все перечисленные виды труб.
Вариант #3: металлопластиковые
Комбинированный материал, получивший в последнее время большое признание, состоит из пяти слоев, включая две пластмассовые оболочки (внутреннюю и внешнюю), два слоя клея и алюминиевую фольгу.

Металлопластиковые трубы имеют комбинированную конструкцию, включающую помимо двух слоев полимера приклеенный слой алюминиевой фольги. Такие изделия отличаются высоким качеством, сочетая эстетичность с прочностью и небольшим весом
Подобные изделия отличаются не только высокими потребительскими качествами (долговечностью, надежностью, легкостью), но и красивым внешним видом, что позволяет использовать их без дополнительной отделки. Металлопластиковые трубы могут применяться для прокладки различных коммуникаций: водопроводов, канализации, отопительной и дренажной системы.
Важные нюансы установки
Соединение ПП труб выполняется с помощью резьбовых/нерезьбовых фитингов. В свою очередь, изделия с резьбой могут быть:
- неразъемными;
- разъемными.
Стоит заметить, что на монтаж влияют в первую очередь эксплуатационные условия.
- Все полипропиленовые детали должны быть защищены от огня.
-
В случае врезки водомера или накопительного бака желательно взять разъемные резьбовые элементы. Вместе с тем неразъемное соединение приемлемо лишь для гибких шлангов.
- Использование деформированных или грязных соединительных элементов категорически запрещено! Равно как самостоятельная нарезка резьбы.
- При соединении ровных участков или перехода трубопровода на иной диаметр используются муфты.
- Для поворотов используются специальные угольники, недопустим перегиб труб.
- Для разветвлений магистрали применяются тройники.
После ознакомления со всей необходимой информацией можно приступать к работе.
Как вам статья?



