
- Как выбрать качественную полипропиленовую трубу
- Влияние ошибок на качество сварки
- Какой паяльник применить
- Режим пайки и его влияние на процесс
- Выдержка температурного режима, ее особенности
- В заключение
- Паяем полипропиленовые трубы правильно
- Используемое оборудование
- Основные правила пайки полипропиленовых труб
- Место соединения должно быть сухим и чистым от грязи
- Не перегревайте места соединения
- Насадка паяльника должна быть надежно зафиксирована
- После соединения элементов не вращайте и не перемещайте их более чем на 5 градусов
- Движение заготовки в битке должно быть прямолинейное
- Пренебрежение предварительной подготовкой материала
- Разводка полипропиленовых труб
- Считаем фитинги
- Способы укладки
- Нюансы пайки
- Распространённые вопросы и ответы по пайке полипропилена
- Ошибки при пайке полипропиленовых труб
- Рекомендации по работе с паяльным аппаратом
- Проблемы, с которыми можно столкнуться во время сварочных работ
- Общие рекомендации как устранить течь в полипропиленовой трубе
- Ошибка, связанная с неправильным позиционированием
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis
В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость
Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
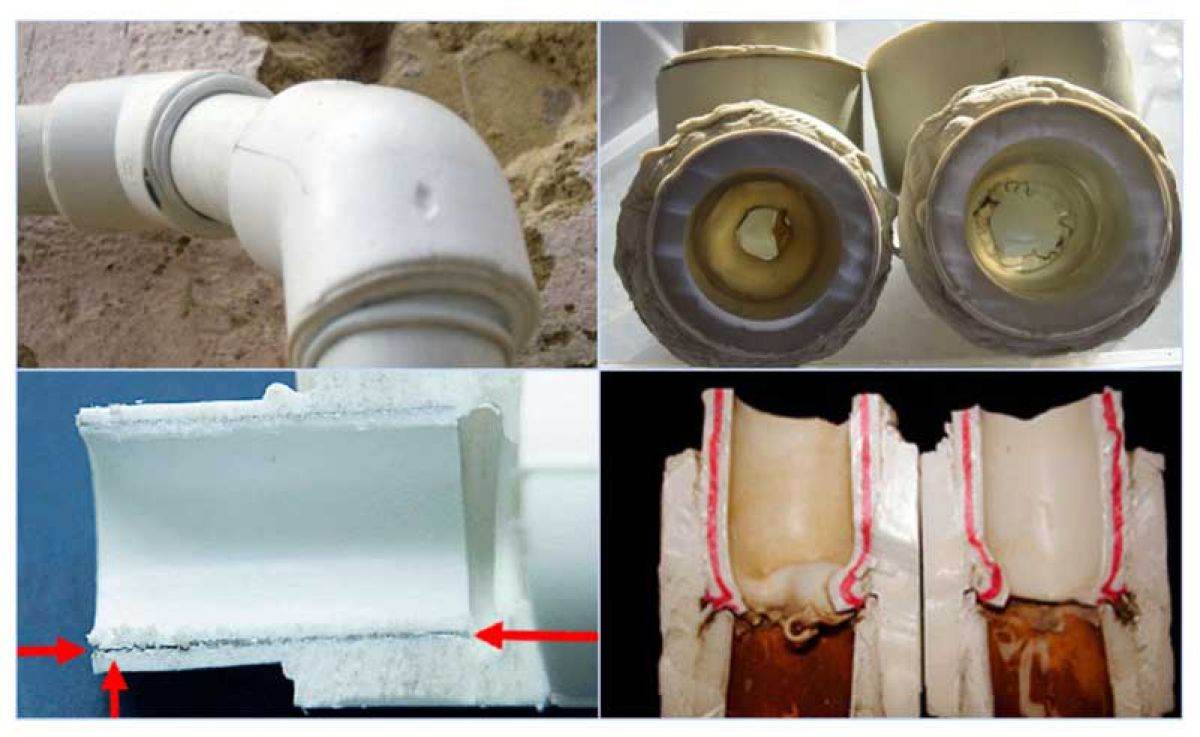
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.
Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.
Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Какой паяльник применить
Для любительской пайки своими руками сгодится незамысловатый, недорогой паяльник мощностью от 800 Вт. Но самый дешевый лучше не покупать, там скорее всего слишком много будет недочетов, и он, наверное, быстро перегорит, развалится например, отломается ручка!
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
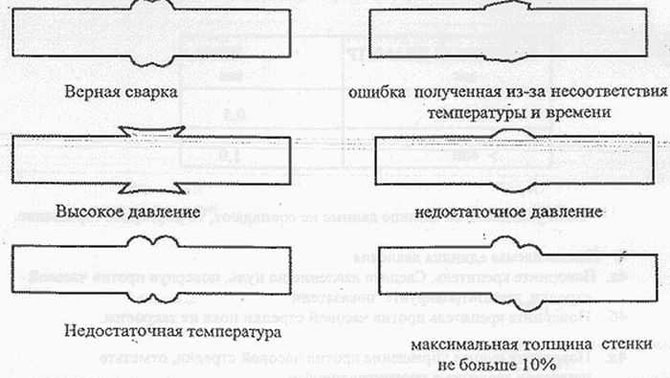
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
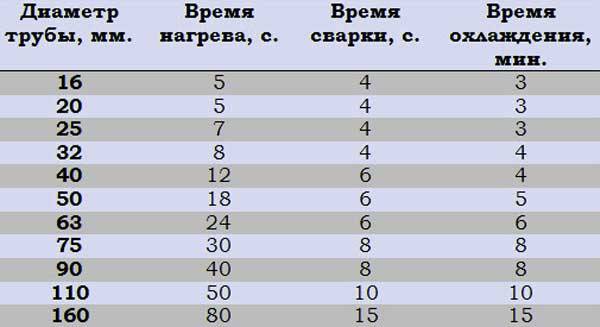
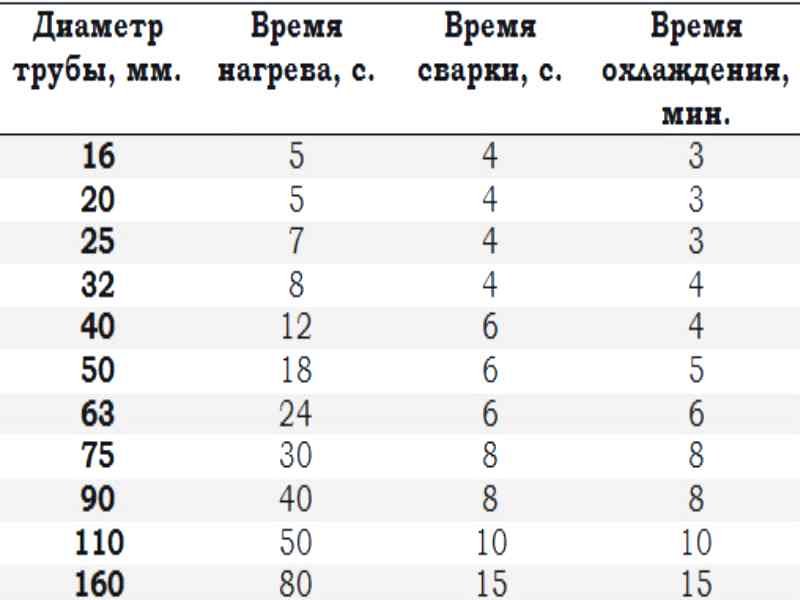
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
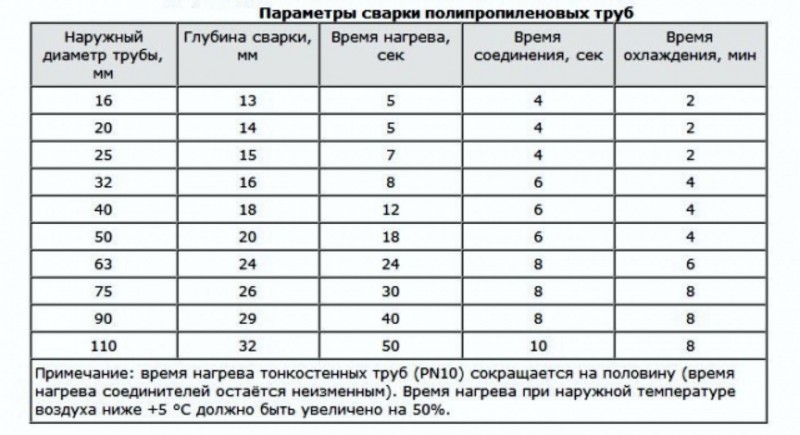
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.

Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.








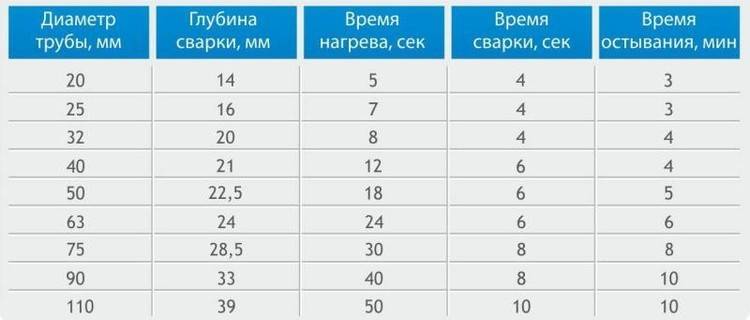
Существует таблица температур пайки полипропиленовых труб.
| Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
| 20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
| 32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
| 50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
| 75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
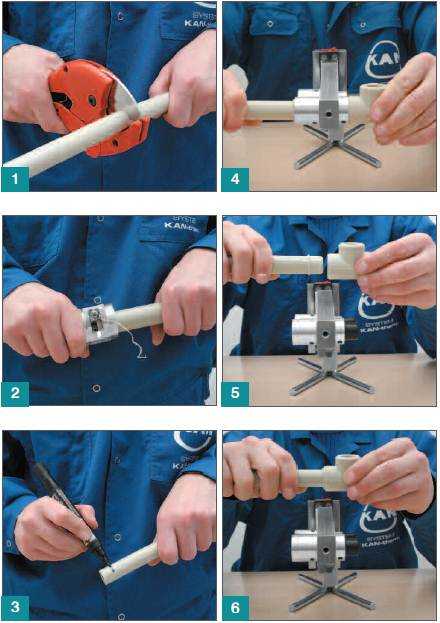
Паяем полипропиленовые трубы правильно
Разобравшись с основными ошибками, приведем небольшую инструкцию по сварке пластиковых труб.
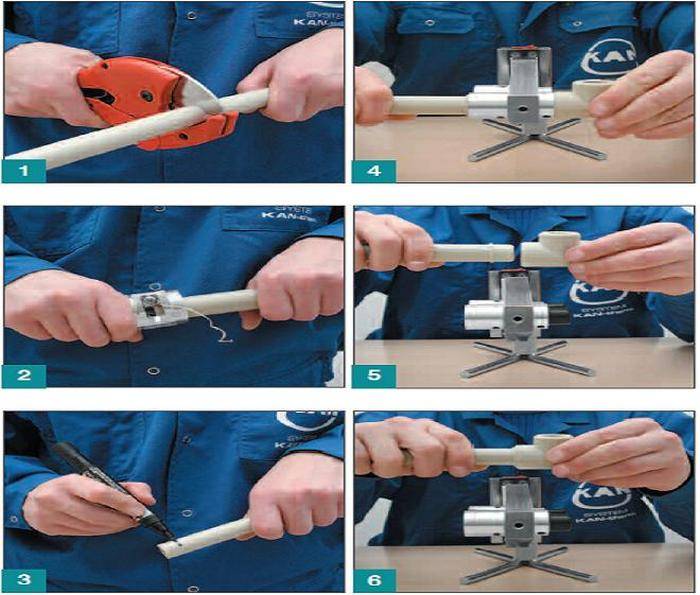
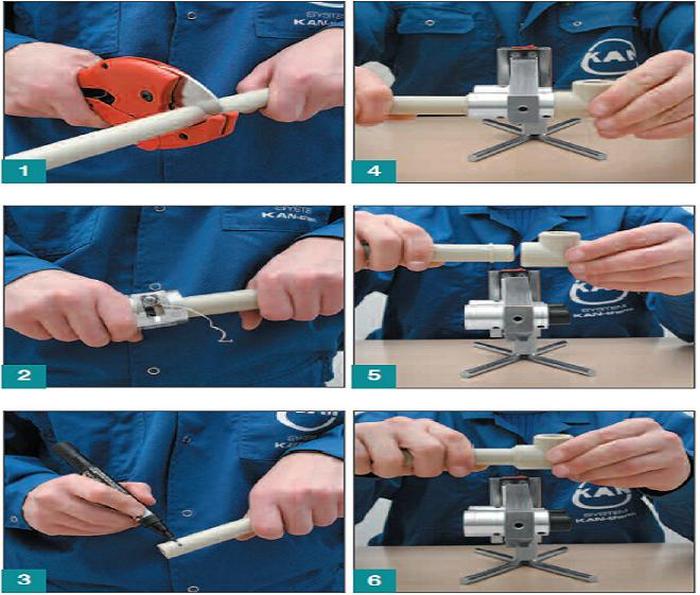
Шаг 1. Вначале подготавливается все, что потребуется для работы:
- сам паяльник;
- пила по металлу (лучше труборез, если есть возможность);
- трубы с фитингами;
- маркер.
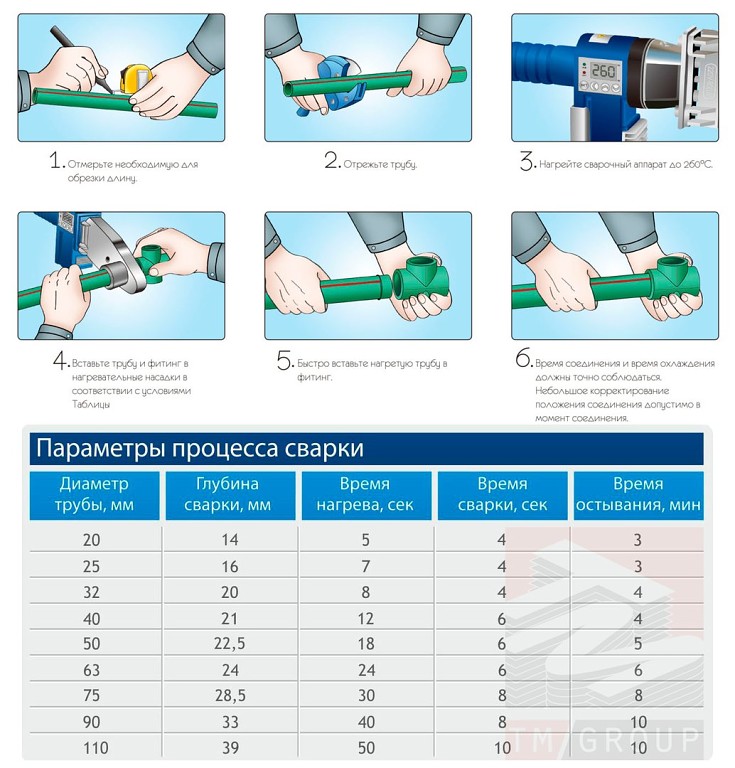
Шаг 2. Паяльник собирается, на него ставятся нужные насадки, затем прибор подключается к сети и прогревается. Когда он хорошо прогреется, его желательно выключить (хотя бы один раз). На трубе делается пометка – обозначается глубина ее вхождения в фитинг. Затем можно приступать непосредственно к пайке.
Разметка трубы перед пайкой
Шаг 3. Труба размечается, указывается, куда и как будет направлен фитинг (либо тройник, отвод, проч.), для чего лучше воспользоваться черным строительным маркером. Также отмечается глубина вхождения в фитинг. В будущем это поможет избежать разного рода ошибок, касающихся разметки.
Шаг 4. Труба загоняется с одной стороны хорошо разогретого паяльника, а фитинг – с другой. Начинается отсчет времени (следуйте таблице), по прошествии которого стыкуемые элементы быстро извлекаются и соединяются вместе.
Элементы нужно нагревать в течение определенного времени
Шаг 5. Фитинг во время соединения сразу выравнивается, чтобы ровно сидел на трубе. Саму трубу не стоит сильно вдавливать – достаточно насадить на глубину, отмеченную ранее. Если вдавить слишком сильно, внутренний диаметр трубы может уменьшиться, а это уже очень грубая ошибка!
Кроме того, фитинг во время соединения нельзя прокручивать. Если говорить простым языком, нужно: нагреть, соединить, выровнять и удерживать примерно полминуты.





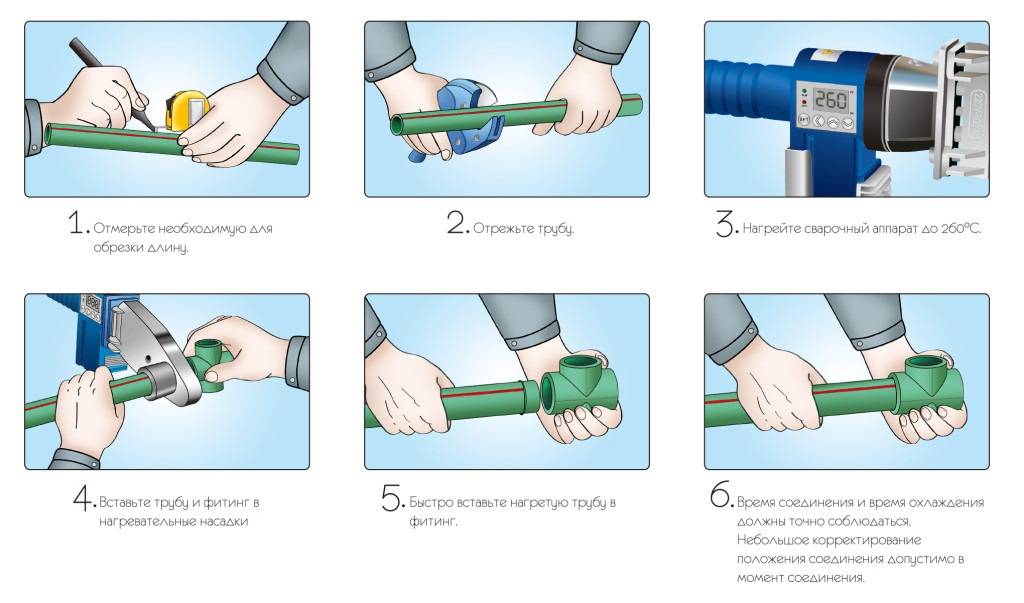

Этапы пайки полипропиленовых труб
Используемое оборудование
Для соединения элементов при помощи муфты используется специальный паяльник, который оснащен массивным металлическим нагревателем.
На поверхности плиты предусмотрено гнездо для установки наконечников, соответствующих диаметру секций трубопровода. Для прямой или стыковой сварки необходим аппарат с механизмом центровки соединяемых деталей.
Дополнительная оснастка и инструмент, используемые при пайке трубопроводов:
- специальные ножницы для резки деталей;
- рулетка и инструментальная линейка для разметки;
- слесарный угольник;
- приспособление для зачистки армированных труб (шейвер);
- карандаш с мягким грифелем или маркер для разметки;
- нож для разделки фасок (необходим при стыковой сварке);
- жидкость для обезжиривания поверхностей перед пайкой.

Основные правила пайки полипропиленовых труб
Для получения качественных показателей таких, как герметичность сваренного узла, сохранение внутреннего диаметра в местах состыковки деталей, эстетичный вид и т. д., необходимо учитывать следующие правила.
Место соединения должно быть сухим и чистым от грязи
Часто, на практике, возникает ситуация когда нужно в имеющуюся пластиковую разводку впаять фитинг. Хотя трубопровод и оборудован общим краном, но из-за износа, до конца не может выполнить своего предназначения. В таких ситуациях поступления воды вместо соединения неизбежно. Для устранения утечки на время спаивания элементов можно предпринять следующие шаги:
Шаг 1. Перекрыть общую задвижку подачи воды, через смеситель спустить остаток воды в канализацию, отрезать трубопровод в месте состыковки с учетом глубины погружения, слить воду, осушить место и произвести сварку узлов. В этом случае, желательно, заменить неисправную запорную арматуру.
Шаг 2. Временно остановить истечение жидкости можно при помощи вымещения или осушения водяного столба из трубопровода, если подача воды при этом на какое-то время прекращается (достаточно и 30 сек.). Если утечку нельзя остановить, тогда внутренняя полость водопровода заделывается хлебной мякотью, а после сваривания ее удаляют через ближайший смеситель, но перед этим, с его сливной трубки откручивается фильтр. В качестве пробки не рекомендуется использовать туалетную бумагу, она плохо выходит из трубопровода.
Не перегревайте места соединения
Из-за чрезмерного перегрева уменьшается сечение трубопровода, и соответственно снижается интенсивность подачи воды или теплоносителя. Перегрев может возникнуть в результате не соблюдения температуры сваривания и времени выдержки деталей в насадке. В таблице 1 представлены данные по получению качественного шва для некоторых размеров труб.

Насадка паяльника должна быть надежно зафиксирована
Шатающийся биток в процессе работы с деталями повреждает нагревательную поверхность паяльника и способствует образованию несоосной состыковки.
После соединения элементов не вращайте и не перемещайте их более чем на 5 градусов
Для получения равномерной диффузии желательно после соединения не вращать и не выравнивать спаянные элементы в течение времени застывания шва.
Движение заготовки в битке должно быть прямолинейное
Другие движения могут способствовать снижению прочности шва. Место спая, конечно же, выдержит давление воды в центральной магистрали, которое обычно находится в пределах 2 — 3 бара, но при номинальном давлении (10, 20, 25 бар), возможно, будет пропускать жидкость.
Пренебрежение предварительной подготовкой материала
Как правило, соединение полипропиленовых труб сваркой осуществляется во время ремонта, которому неизменно сопутствуют пыль и грязь. Желая закончить работу быстрее, работники зачастую пренебрегают предварительной подготовкой материала, в частности, поверхностной очисткой. Трубы, фитинги и прочие компоненты располагаются на пыльном полу или полках. Если до непосредственной пайки не очистить детали в местах соединений, в будущем, скорее всего, появятся протечки, поскольку лишние частицы будут способствовать образованию зазоров и щелей. Проблема может проявиться не сразу, а через несколько месяцев или даже лет.

Тщательная очистка деталей перед началом сборки – залог долговечности трубопровода. Все области соединений необходимо:
- протереть влажной материей для устранения твердых частиц пыли;
- досуха просушить;
- поверхность обезжирить спиртовым раствором или спиртосодержащими салфетками.
В целях защиты от пыли, пайку лучше осуществлять в проветриваемом помещении. Если работа вынуждено проводится на открытом воздухе – следует позаботиться о защите от осадков. Во время резки неизбежным становится образование стружки и заусенцев. Внимательно осматривайте места соединений и устраняйте все лишнее.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).

Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.

Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.









Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.

Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.

Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.

Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте
Как перейти с железной трубы на полипропилен.
Распространённые вопросы и ответы по пайке полипропилена
Можно ли паять трубы одного производителя, а фитинги другого? Безусловно можно, однако хочется предупредить, что и муфты, и трубы следует использовать надлежащего качества. Не
стоит использовать детали безымянных производителей. В непрофессиональных магазинах часто продают трубы разных фирм, а фитинги одни и те же, от безымянного производителя. Я не
рекомендую использовать такую связку. В целом же ничто не мешает спаивать трубы и фитинги разных производителей, с разным армированием или без такового по разные стороны муфты.
Можно ли гнуть полипропиленовые трубы? Гнуть их нельзя, ни при монтаже, ни после. Если существует необходимость изогнуть трубу во время монтажа — то следует использовать обводы или
комбинации из уголков. Справедливости ради стоит заметить, что слабое место у трубопровода на изгиб — это стык трубы и фитинга. Эта точка сопряжения обламывается при некотором
усилии на излом. Чтобы убедиться в этом, достаточно спаят пробную конструкцию из уголка и двух отрезков трубы по 50 см., и попробовать сломать эту «кочергу» руками.


Иногда случается потребность спаять узел с нестандартным углом. Напомню, что ПП уголки встпечаются только двух видов: 90 и 45 градусов, по крайней мере мне другие
не встречались. А что делать, если нужен поворот трубы иного градуса? Существует два известных мне метода:
При помощи двух уголков 45° можно сделать любой угол, изменяя угол поворота уголков относительно друг друга. Недостаток способа в том, что из-за нестандартного
поворота, соединение не будет в одной плоскости.
Второй способ — нарушать соосность трубы и фитинга на нескольких соединениях. Не стоит забывать, что прямолинейность в месте стыка трубы и фитинга не должна отклоняться
более, чем на 5°.


Как спаять трубы, если не держит кран? Категорически нельзя производить сварку, если в спаиваемом участке присутствует вода. Если по каким-либо причинам полностью перекрыть
воду не удаётся, нужно остановить её на время сварки. В интернете советуют затыкать трубу хлебным мякишем, но проблема в том, что мякиш тут же выдавливает вновь создающимся
давлением в трубе. Поэтому способ будет работать только тогда, когда есть возможность открыть для выхода воздуха участок до места спаивания. А когда трубы спаяны, мякиш легко
выскакивает при подаче давления.









Совет: если во время сварки было слышно шипение воды на насадке — узел лучше вырезать и переделать! Уж лучше потратить лишнее время при монтаже, чем исправлять и устранять
течь в будущем, с кучей вылезших проблем!
 На этом фото видно, что у фильтра откручена заглушка и оттуда по тряпочке стекает лишняя вода. А в месте спаивания заткнут хлебный мякиш.
На этом фото видно, что у фильтра откручена заглушка и оттуда по тряпочке стекает лишняя вода. А в месте спаивания заткнут хлебный мякиш.
Благодаря открытому фильтру, у нас было чуть больше минуты, чтобы успеть совершить пайку, пока вода не выдавит мякиш.
Собственно на этом предлагаю закончить изложение информации. Планирую со временем расширить список распространённых вопросов о пайке полипропиленовых труб.
Оцените публикацию:
- Currently 3.86
Оценка: 3.9 (22 голосов)
Ошибки при пайке полипропиленовых труб
Необходимо соблюдать рекомендации по сварке труб из полипропилена и выполнять все шаги инструкций.
Бракованные узлы в системах появляются из-за следующих ошибок:
- Не удаляется грязь и жировая пленка с поверхности соединяемых деталей.
- Обрезка трубных изделий проводится не под прямым углом.
- Конец трубы неплотно вставляется в фитинг.
- Не соблюдается временная выдержка при нагреве элементов на паяльнике.
- Армированный слой не полностью удаляется с изделий.
- Корректировка деталей проводится дольше указанного времени.
На качественных материалах может быть не виден внешний дефект при перегреве, но внутри все равно возникает деформация. Она приводит к уменьшению сечения.
Поэтому при эксплуатации инженерной коммуникации снижается пропускная способность сети. Сужение прохода также становится причиной более быстрого засорения. Это тоже блокирует движение воды.
Если срез выполнен не под прямым углом, трубные изделия стыкуются в скошенной плоскости. В результате у элементов нарушается соосность. Она особенно становится заметной при монтаже длинных участков.
В итоге нередко приходится выполнять демонтаж и проводить весь процесс заново. При нарушенной соосности изделия трудно проложить в штробах.
Обязательно поверхности обезжирить перед пайкой. В противном случае появляются так называемые островки отторжения. На таких участках плохо осуществляется или совсем не происходит полифузное сваривание.
Эта ошибка позволит начать эксплуатировать инженерную коммуникацию, но через некоторый временной промежуток появится течь. Она также нередко возникает при неправильно выставленной температуре паяльника.
Если происходит недостаточное удаление армирующего слоя, остаточная фольга из алюминия способствует возникновению не проваренных участков. В таких зонах чаще всего появляются протечки.
Грубой ошибкой является прокручивание деталей. Такое действие не позволяет получить однородную структуру по всей окружности стыка. Выполненное соединение не будет полноценным, потому что разрушится при повышении давления в системе.
Рекомендации по работе с паяльным аппаратом
Давайте коротко разберемся, что именно представляет собой паяльник. В свой состав он включает индикатор нагрева, гильзы нагревательные, терморегулятор, плоский элемент (утюг). Непосредственно перед пайкой следует смонтировать корпус паяльника с подставкой и гильзами нагрева.
Сначала необходимо устроить большую насадку ближе к корпусу, а гильзу поменьше следует закрепить на носу утюга.
Теперь паяльник можно подсоединять к электричеству. Оптимальная рабочая температура данного паяльника составляет 260 градусов. Но перед работой ему следует прогреться в течение получаса. В момент оптимальной температуры просигнализирует свет.
Проблемы, с которыми можно столкнуться во время сварочных работ
Избежать проблем в процессе сварки полипропиленовых труб не могут даже мастера. Первой из них является выполнение неперпендикулярных соединений. Если сварка будет выполнена не точно под углом в 90 градусов, то это по механическим показателям не окажет влияния на надёжность сварки, но станет причиной неудобств при необходимости стыковать протяжённые участки трубопровода. С эстетической точки зрения сваренные таким образом трубы будут выглядеть неаккуратно.
Без опыта проведения сварочных работ с первого раза вряд ли получится ровно, поэтому стоит подумать о том, чтобы задекорировать трубы после выполнения всех монтажных работ.
Второй проблемой может стать внешний вид в месте стыковки трубы с фитингами. В этих местах образуются кольца и другие аномалии, которые одни считают показателем надёжности водопровода, а другие – указывают на непрофессионализм мастера. Однако на практике образование таких колец не оказывает влияния на надёжность водопровода и самой трубы.
Чтобы места соединений смотрелись более привлекательно, необходимо поступить следующим образом. Перед тем, как нагреть трубу, на ней нужно поставить, кроме основной метки, дополнительную. Разогревать трубу нужно до дополнительной метки, а когда будет производиться соединение, трубу нужно вводить до основной метки. Это позволит переместить лишний пластик на сторону фитинга и создать одно кольцо.
При монтаже полипропиленовых водопроводных труб невозможно обойтись без специальных фиксаторов. Для этого лучше всего использовать специальные держатели из пластика. Трубы в них просто защёлкиваются без каких бы то ни было дополнительных усилий.
Общие рекомендации как устранить течь в полипропиленовой трубе
На самом деле, если в трубе образовалась течь, в этом виноват не всегда мастер. Тут могут сыграть роль и совершенно другие факторы:
-
Неправильно подобрана температура при пайке полипропиленовых труб. Из-за этого в месте соединения трубы с крепёжным элементом может образоваться щель. Способ устранить течь в полипропиленовой трубе тут только один – менять бракованный элемент конструкции на новый.
-
-
Ослабилась гайка. Если стопорная гайка действительно просто ослабилась, то подтянуть её, и тем самым устранить протечку затяжного штуцера, не составит никаких проблем. Если же гайка с дефектом (или испортилась внутренняя прокладка), тут повод для более серьёзного ремонта. Некоторые в подобных ситуациях замазывают течь герметиком. Но это лишь временное решение по устранению течи в полипропиленовой трубе. Фитинг нужно менять, и чем раньше, тем лучше.
-
Плохо подготовленная труба. Полипропиленовые трубы с неровными срезами при монтаже с помощью надвижных штуцеров дадут течь в любом случае.
-
Стыки полипропиленовых труб, соединённые с помощью клея, будут давать течь, если:
-
использован неподходящий вид клея;
-
с клеящим составом всё в порядке, но после установки полипропиленовых труб слишком рано пустили воду; клей не успел «схватиться» как следует, в итоге появляется течь.
-




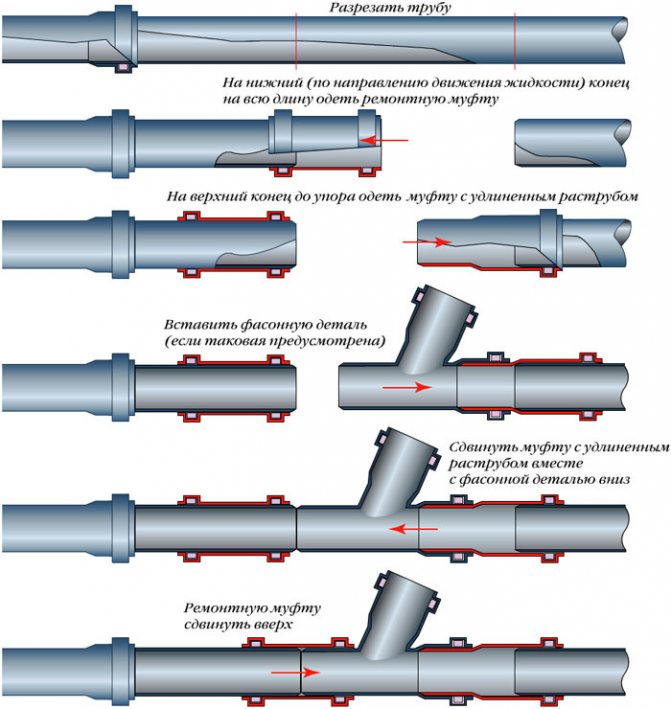
Варианты ремонта протечек в полипропиленовой трубе могут быть самыми разными, и отличаются они, прежде всего, по своему качеству. Самый надёжный способ устранить течь – заменить повреждённый отрезок трубы на новый.
Спайка через фитинги методом высокотемпературных сопряжений даёт прекрасные результаты. Но иногда она бывает недоступна, а потому в определённых ситуациях используют другие способы устранения течи.
Итак, у вас в доме лопнула полипропиленовая труба. Устранить течь вполне можно и собственными силами. Нельзя сказать, что это будет легко, но и ничего сверхсложного в подобном ремонте тоже нет. Главное, чтобы под рукой были нужные инструменты и расходные материалы.
Для устранения течи в полипропиленовых трубах с помощью стандартной пайки вам понадобится специальный паяльник (так называемый полифуз). Но, к сожалению, не всегда он имеется под рукой, или даже есть у соседей.
Из положения в данном случае выйти несложно, существует метод «кустарной сварки». При использовании этого метода разрывы в полипропиленовой трубе запаиваются с помощью материала, из которого эта труба и состоит. Что нужно делать? Приложите к трещине какой-нибудь предмет из раскалённого металла (например, обычный гвоздь или отвёртку). Полипропилен начнёт плавиться, чем нужно тут же воспользоваться и замазать пробоину. Иногда гвоздь не придётся нагревать, для устранения течи хватит и обыкновенной зажигалки.
Иногда устранить течь в полипропиленовой трубе с помощью паяльника не представляется возможным. Так обычно бывает, когда трещина образовалась на месте стыка труб, и добраться до неё паяльником проблематично. В подобных ситуациях воспользуйтесь альтернативным методом устранения течи. Для этого понадобятся всего две вещи: во-первых, хомутик нужного размера, который можно купить в любом хозяйственном магазине, и, во-вторых, специальный промышленный фен, чтобы нагреть место стыка. Нагреваем до момента, пока полипропилен не размякнет, затем накладываем на трубу хомутик и потуже его затягиваем. Течь в полипропиленовой трубе устранена. Разумеется, далеко не каждый человек держит дома промышленный фен, но в случае нужды его легко взять в аренду.
Читайте материал по теме:
Оптовая продажа полипропиленовых труб по выгодным ценам
Ошибка, связанная с неправильным позиционированием
После того, как две нагретые части конструкции были соединены, у мастера есть всего несколько мгновений, чтобы правильно расположить их относительно друг друга. Чем меньше будет затрачено времени на этот процесс, тем лучше. Если запас времени был исчерпан, деформацию нельзя будет изменить и прочность системы значительно снизится.
Неопытные монтажеры зачастую пытаются сразу удалить оплывы, которые появились во время пайки. Это нельзя делать, потому что не остывшее до конца соединение в этот период можно легко деформировать. Удалять оплывы нужно только после полного остывания соединения. А лучше всего не перегревать трубу, чтобы оплывы не появлялись.

Как вам статья?


