- Какими должны быть швы?
- Удаление шлака
- Правила и особенности сварочных работ
- Важные рекомендации по сварочным работам
- Особенности проведения сварочных работ в квартире
- Виды сварочных полуавтоматов, их преимущества и недостатки
- Технология сварки газовой горелкой
- Подготовка к работам и пайка
- Нанесение флюса
- Завершающий этап
- Способы оцинковки стали
- Гальванический способ
- Напыление
- Горячее цинкование
- Способы сварки полуавтоматом
- Какими электродами варить оцинковку.
- Сварка оцинкованных труб электродами
- Какие технологии применяют
- Нюансы процесса
- Применение газовой горелки
- Подготовка и пайка
- Заключение
Какими должны быть швы?
Электрическая сварка труб.
Трубы варят с соблюдением условий и требований, удобства работы
Важно предусмотреть, каким будет движение дуги, в каком направлении начать работу. Следует сразу определить направление и величину дуги
Если она будет длинной, то металл во время плавления окислится, начнет азотироваться, а по рабочей поверхности разбрызгаются капли. Шов при этом получается не столь хорошего качества, он становится пористым, для водопровода он совершенно не подходит.
При проведении сварочных работ надо учесть, что движение дуги может осуществляться по трем направлениям:
- Движение поступательное по оси электрода. В данном случае дуга сварки поддерживается в оптимальном состоянии, качество шва получается отличное. В пространстве между электродом и сварочной ванной наблюдаются именно те условия, которые необходимы для обеспечения быстрой и качественной работы. Электрод во время сварки надо постоянно перемещать вдоль его оси, чтобы расстояние сохранялось одинаковое, а длина дуги была постоянной.
- Если перемещение продольное, то по оси сварочного образующегося шва будет появляться валик нитевидной формы. Толщина образующегося шва будет зависеть от скорости движения электрода. Валик имеет ширину, которая примерно на 2-3 мм больше, чем диаметр используемого электрода. Сам валик является сварным швов, но он узкий, его недостаточно для создания прочного соединения, когда соединяются два отрезка трубы. Чтобы сделать шов более прочным и широким, во время движения необходимо электрод перемещать таким образом, чтобы он двигался еще и по горизонтали, т.е. поперек будущего шва.
- Поперечное движение тоже применяется во время сварки. Требуется выполнять возвратно-поступательные движения колебательного типа. Ширина движений для каждого отдельного случая различна, она определяется в индивидуальном порядке. На ширину шага оказывают влияние различные факторы. Это размер, положение будущего шва, характеристика материалов, которые свариваются, требования, которые предъявляются к соединению. Электросварка обычно обеспечивает ширину шва 1,5-5 раз больше, чем диаметр электрода.
Когда выбирается направление движения, необходимо учитывать, что две трубы должны иметь кромки. Они полностью проплавляются, шов должен получиться прочным и надежным, чтобы он смог выдержать планируемые нагрузки.
Удаление шлака
После того как соединение между двумя трубами закончено, необходимо дать шву остыть, потом можно осмотреть его состояние. По большей части требуется его зачистка от образовавшегося шлака. Он образуется в процессе сваривания, когда флюс на электроде сгорает. Проверить это не так сложно, после остывания надо постучать по шву молотком. Если шлак есть, то он отлетит, под ним откроется блестящий и чистый шов, остающийся после электросварки. Чтобы не повредить соединение и трубы, лучше сначала потренироваться на небольших участках, имеющих длину в 2-3 см. Если все получается чисто и аккуратно, то можно начинать работы по свариванию трубопровода из металла.
Электросварка не так сложна, как это может показаться, но важно правильно соблюдать все этапы и требования. Следует выбрать только качественное оборудование и прочие инструменты
После этого выбирается тип самой сварки и шва. Не стоит забывать про использование средств защиты рук, лица и глаз.
Правила и особенности сварочных работ
Перед началом процесса необходимо ознакомиться со следующими нюансами процесса:
- Сложность подбора температуры воздействия. Цинк может начать расплавляться при +400 °С. Если слегка повысить температуру, покрытие начинает прогорать и испаряться. Это препятствует образованию прочного шва. Соединение получается пористым, покрывается трещинами.
- Нестабильность электрической дуги. Подобрать правильный режим работы аппарата может только опытный сварщик. Начинающим мастерам рекомендуется применять покрытые электроды, газовую защитную среду или присадочный материал. Последний вариант используют при необходимости формирования шва высокого качества.
- Сложность устранения отверстий. Поврежденные места листа предварительно очищают от загрязнений, следов ржавчины и масел. При большом диаметре дефекта применяют металлические вставки, которые закрепляют точечным методом. При толщине детали более 2 мм используют пробки или перегородки из низкоуглеродистой стали. Небольшие отверстия рассверливают до нужного размера. Внутренние поверхности дефектов не должны иметь резьбы.
Важные рекомендации по сварочным работам
Любая сварка считается сложным технологическим процессом, при котором требуется соблюдать ряд важных требований. Сваривание оцинкованной стали осложняется тем, что дополнительно приходится работать с защитным покрытием из цинка. Главная особенность данного процесса состоит в том, что плавится оцинковка начинает уже при температуре в 420 градусов, а при 906 градусах она кипит и испаряется.

Все эти процессы оказывают негативное воздействие на качество сварного соединения, в нем начинают образовываться трещины, поры, различные дефекты. А чтобы этого не произошло сварка оцинкованной стали должна выполняться при других температурах, а также обязательно должна быть специальная защищенная газовая среда.
Для эффективной сварки обычно используется сварочная проволока для оцинкованной стали и медь. Наиболее подходящими считаются проволоки из алюминиево-бронзового и медно-кремневого сплава. Если будет применяться присадочная проволока, то сварка оцинковки будет правильной.
Данный метод имеет целый ряд положительных качеств:
- при проведении рабочего процесса не возникает коррозийного поражения сварного шва;
- наблюдается минимальная степень разбрызгивания;
- небольшое выгорание покрытия из цинка;
- маленький уровень вложения тепла;
- пайка стали в дальнейшем сопровождается простым обрабатыванием;
- соблюдается катодное предохранение материала.
Во время процесса сваривания цинк переходит в специальную сварочную ванну, и это вызывает появление трещин, повреждений, пор в соединении. По этой причине, перед тем как начинать работы, слой из цинка требуется удалить.









Удаление обычно проводится газовой горелкой, абразивным кругом, щетками. Есть и химические методы счищения цинка, при которых используются щелочи. После обработки область промывается водой и хорошо просушивается.
Особенности проведения сварочных работ в квартире
Для сварки трубопровода низкого давления небольшого диаметра традиционно применяют электродуговую ручную или полуавтоматическую сварку. При стыке участков разного диаметра нужны переходники, без них надежность газопровода снижается.
Перед сваркой газовых труб в квартире проверяют, перекрыт ли газ. Если требуется демонтаж участка, используют резак. При переносе трубы стык заглушают, наваривая пятак из металла. Основные этапы проведения работ:
- производится продувка монтируемого участка, чтобы удалить остатки природного газа;
- резаком демонтируется заменяемый участок;
- кромки стыка зачищаются, обезжириваются;
- после сварки магистраль заполняется;
- каждый стык проверяется в тестовом режиме на герметичность (на шов наносится мыльная смесь, если появились пузырьки, есть утечка).
Работы по магистральной разводке проводятся с разрешения газоснабжающей организации после утверждения проекта. Обязательно предусматривается врезка запорной арматуры – специальных кранов, перекрывающих подачу газа.
В многоквартирных домах работы проводятся под контролем газовой службы, в частных домах владельцы могут монтировать трубы самостоятельно, но придерживаясь требований СНиП.
Стыковое соединение труб по силам опытным сварщикам. От герметичности газопроводов зависит пожарная безопасность здания. Даже при небольшом дефекте возможны утечки, поэтому контроль соединений проводится в обязательном порядке.
Виды сварочных полуавтоматов, их преимущества и недостатки

Горелка для полуавтоматической сварки плавящимся электродом: 1 — мундштук; 2 — сменный наконечник; 3 — электродная проволока; 4 — сопло.
В настоящее время выпускается большое количество полуавтоматов для сварки. Сварочным полуавтоматом выполняется варка стали, алюминия и других металлов. В заводских цехах при помощи сварочных полуавтоматов приваривают детали к металлической поверхности машин. Для этого заводские полуавтоматы снабжены боковым соплом. В полуавтоматах в качестве электрода может быть использована алюминиевая или стальная проволока. Сварной шов приборы выполняют под защитой флюса либо в защитных газах. Есть конструкции, в которых сварной шов защищается при помощи порошковой проволоки. Полуавтоматы подразделяются на следующие виды:
- стационарные;
- переносные;
- передвижные.
Преимущества варки прибором:
- Можно сваривать металл, имеющий небольшую толщину, до 0,5 мм.
- Прибор можно применять даже для варки загрязненных или ржавых поверхностей.
- Сварка имеет невысокую стоимость трудозатрат.
- Можно осуществлять варку оцинкованных деталей проволокой из медного сплава. При этом цинковое покрытие не повреждается.
Недостатки полуавтоматической сварки:
- При варке может разбрызгиваться металл, если не будет использован защитный газ.
- Открытая дуга имеет интенсивное излучение.

Полуавтомат используется для сварки деталей автомобиля.
Полуавтомат применяется при варке деталей автомобилей. Больше всего сварку полуавтоматом применяют при сваривании стальных и алюминиевых деталей.
В процессе работ применяют защитный газ: углекислый газ, аргон или гелий. Чаще всего применяют сварку стали в аргоне или углекислом газе.
Источником питания является постоянный обратный ток. Сварочный полуавтомат включает в себя источник питания, горелку и механизм подачи проволоки.









Основным механизмом полуавтомата является сварочная горелка. Она подает в зону работ сварочную проволоку и защитный газ. Подающий механизм бывает трех видов:
- тянущий;
- толкающий;
- универсальный.
Технология сварки газовой горелкой
Метод изобретен немцами, также известен под наименованием UTP. В настоящее время в пайке газовой горелкой применяют припой UTP-1 в сочетании с флюсом марки HLS-B. Припой выпускают в виде прутка на основе меди и цинка, он пригоден для сваривания сплавов из меди, чугуна.
Подготовка к работам и пайка
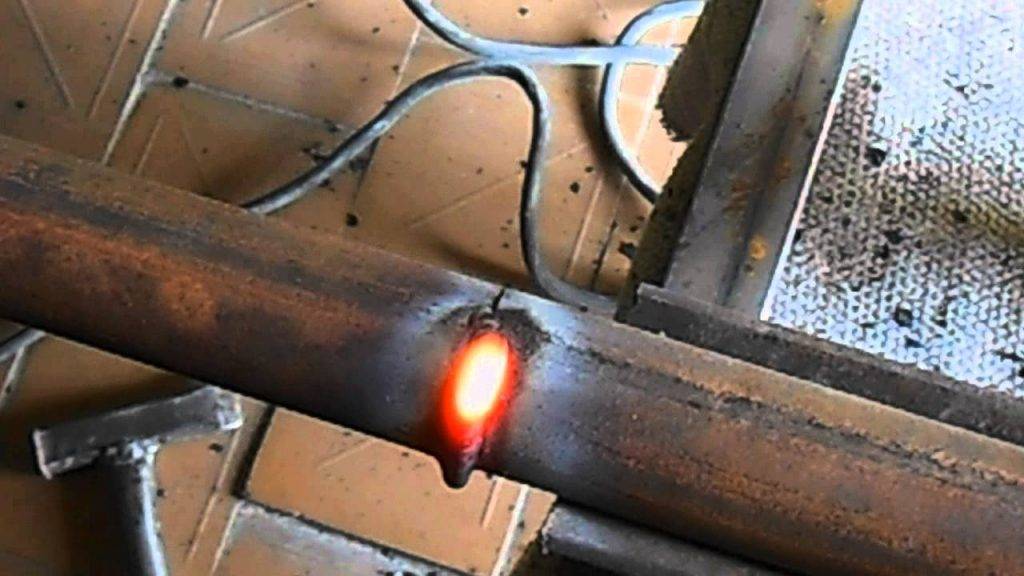
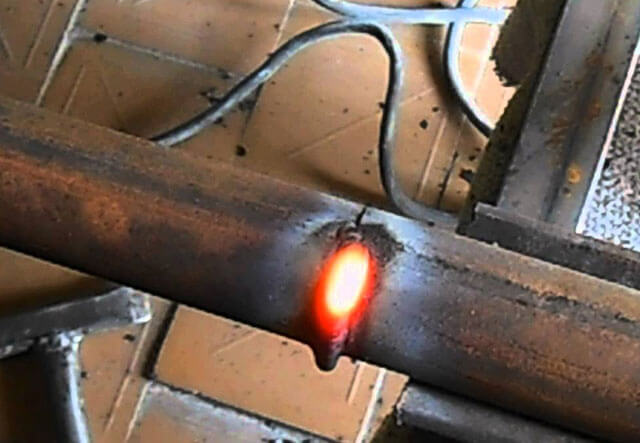
Выбирают горелку на 1–2 позиции меньше, чем если бы предстояло варить обычную сталь. В ацетиленовом пламени должно быть больше кислорода, чтобы кремний, входящий в состав припоя, и кислород могли соединяться с образованием оксида. Он и есть тот важный защитный элемент, который предотвращает выпаривание цинка.
Перед тем как варить, нагревают отрезки оцинкованных труб на длину 5 см в сторону от района пайки. Во время сварки пруток припоя под углом 40° заводят в зазор соединения, где он плавится и расплавленным металлом заполняется шов. Лучше использоваться метод «на себя», удерживая пруток не позади, а перед горелкой. Пламя нагревает не сами отрезки, а припой.
Нанесение флюса
Предварительно места сварки заполняют флюсом марки HLS-B. Состав пастообразной консистенции наносят таким образом, чтобы он захватывал каждый отрезок свариваемых оцинкованных труб на длину не менее 2 см. Слой флюса должна быть в 2–3 раза обильнее, чем при пайке стальных труб без специального покрытия.
Завершающий этап
Цинковые трубы с толщиной стенки не более 4 мм сваривают за один проход, более толстые паяют за 2–3 раза. После остывания в районе шва останется флюс, его удаляют водой и металлической щеткой
При чистке важно не переусердствовать, поскольку цинковое покрытие легко повредить. Внутри труба промывается проточной водопроводной водой в течение суток
Способы оцинковки стали
Существует несколько способов нанесения цинка на поверхность стали. Самыми распространенными считаются такие способы:
- гальванический способ;
- напыление;
- горячее цинкование.
Гальванический способ
Гальванический способ покрытия заключается в процессе осаждения защитного металла на изделии с помощью электрического тока. Такой способ очень распространен, поскольку с его использованием можно получить защитное покрытие хорошего качества, с легкостью изменять толщину защитного слоя, бережно расходовать цветные металлы, находящиеся в дефиците (цинк, например). Это не наилучший из способов увеличения сопротивляемости схватыванию трущихся поверхностей. Но этот способ простой, технологичный и дает возможность проводить работы с большой точностью.
Напыление

Схема напыления цинка.
Способ заключается в распылении из специальных элекродуговых или газопламенных пистолетов расплавленного металла на поверхность, которую необходимо покрыть. Цинковая проволока закладывается в распылительный пистолет, плавится и выбрызгивается на изделие. Цинковые расплавленные капли на поверхности застывают, становятся похожими на мелкие чешуйки, которые формируют покрытие. Для применения такого способа оцинковки не требуется энергозатратного и крупногабаритного оборудования (ванн, к примеру). Напыление можно применять не только в условиях цеха, но также в полевых условиях непосредственно при монтаже.
Горячее цинкование
Схема процесса горячего цинкования стали.
Горячее цинкование считается самым крупномасштабным методом нанесения цинкового покрытия на сталь. Оно наносится путем кратковременного погружения в ванну с расплавленным цинком (температура цинка — около 500-520 градусов по Цельсию) предварительно протравленных или очищенных механически, обезжиренных крепежных изделий из черного металла. Перед погружением в цинковый расплав изделия проходят флюсование и подготовительный разогрев. После извлечения изделий из расплава они подвергаются центрифугированию с целью охлаждения и удаления излишков цинка. Такой вид оцинковки имеет очень широкое распространение. Он уникален тем, что создает двойную антикоррозионную защиту: собственно сама оболочка и возможность катодного восстановления стали при повреждении цинкового покрытия.










Толщина цинкового слоя, наносимого на поверхность стали, может варьироваться в диапазоне от 2 до 150 микрон.
Способы сварки полуавтоматом
Существуют различные способы сварки. Варка встык используется при неполной замене деталей. Например, варят встык при установке заплаты на крыло. При такой сварке не надо убирать фаски сбоку тонкого листа металла. Если толщина металла больше 2 мм, то фаски нужно снимать.
Перед началом работ необходимо выполнить точную подгонку деталей. При подгонке не должно быть зазоров между краями деталей. Если не будут выполнять подгонку, то это может повлечь деформацию деталей и поверхности металла, к которой их будут приваривать.
Этот способ используют для сварки деталей кузова и наружной поверхности автомобиля. Сварку встык используют в тех случаях, когда требуется высокая точность сварки. Бывает необходимо на место поврежденного участка приварить новый элемент. При этом заменяют не всю деталь, а лишь ее часть. Для этого осуществляют сварку встык сплошным швом. Затем делают зачистку. При качественной сварке после зачистки не придется выполнять шпаклевку.

Схема сварки встык.
При сварке встык нужно выполнять много работ по подгонке деталей. Поэтому такую работу должен производить сварщик высокой квалификации. Сварку встык металла, имеющего большую толщину, выполнять намного проще. При этом не нужна точная подгонка. Сварку выполняют сплошным точечным швом.
Сварка внахлест является самой распространенной. При такой сварке одну часть металла накладывают на другую. Сварка внахлест используется при варке ремонтных заплат. Такой вид сварки применяют при замене или ремонте порогов, лонжеронов, усилителей.
Сварка через отверстие является разновидностью варки внахлест. Применяется при ремонте машины. Также методом электрозаклепки можно приваривать новые детали, например крылья, пороги на силовые элементы кузова.
Существуют следующие виды сварных швов:
- точечные;
- сплошные;
- сплошные прерывистые.

Точечный шов — это сварочные точки, расположенные на определенном расстоянии друг от друга.
Точечный шов представляет собой сварные точки, которые расположены на определенном расстоянии друг от друга. Это расстояние бывает от 1 мм до нескольких см.
Сплошной шов состоит из точек, которые находятся рядом друг с другом и заходят одна на другую. Сплошной шов используют при сваривании встык металла, имеющего различную толщину. В кузове машины такой шов не используют, так как кузов должен быть пластичным, чтобы избежать деформаций.
Сплошной шов обладает высокой прочностью, но не придает эластичность соединениям. Сплошной шов используют для создания высокой прочности сварных соединений, например, при сварке бака для воды, который устанавливают в бане или при выполнении деталей из стального профиля.
Сплошной прерывистый шов представляет собой чередование сплошных участков шва с промежутками. Расстояния сплошных участков и промежутков выбираются сварщиком в зависимости от поставленной цели. Таким швом сваривают силовые элементы кузова, изготовленные из металла большой толщины.
Какими электродами варить оцинковку.
Цинкование является одним из наиболее эффективных способов, защиты стали от коррозии. Широко применяется при изготовлении строительных конструкций, труб, гидротехнических сооружений. Существует несколько способов нанесения цинка на металл- это гальванический метод, горячее цинкование и напыление. Толщина напиленного слоя цинка вольируется от 3 до 150 мкм.










Так как температура кипения цинка составляет 906 С, он имеет свойство интенсивно испариться во время выполнения сварочных работ. Испаряясь, цинк, выделяет вредные пары, которые в свою очередь могут вызвать приступ удушья. При интенсивном испарение в момент сварки цинк попадает в сварочную ванну и из-за этого образуются в сварном шве поры и кристаллизационные трещины. В связи с этим нужно счищать слой цинка с места проведения сварных работ. В некоторых случаях нет возможности для удаления слоя цинка, и тогда приходится применять методы позволяющие получить качественный сварной шов. При выборе способа ручной дуговой сварке большую роль играет правильный выбор электрода. Для выполнения сварки на углеродистых сталях больше всего подходят электроды с рутиловым покрытием, а для выполнения сварных работ на низколегированных сталях нужно отдать предпочтение электродам, имеющим основное покрытие.
Для предотвращения возникновения пор в сварных стыковых и угловых швах оцинкованных труб, нужно увеличить ток и сократить скорость сварки. Цинк не оказывает большого влияния на качество швов только при условии эксплуатации труб при положительной температуре. Для соединения оцинкованных труб без повреждения цинкового слоя производиться, используя метод пайки. Получаемый шов обладает очень высокими характеристиками, время и стоимость монтажа значительно уменьшаются, шов обладает высокой герметичностью и антикоррозийной стойкостью. Для получения швов таким методом нужно пользоваться электродами и припоем покрытых флюсом. Обычные оцинкованные трубы для воды прекрасно свариваются при помощи обычного электрода.
Электроды для сварки стали
Электроды ЛЭЗ
elektrod-3g.ru
Сварка оцинкованных труб электродами

Стальные трубы без защитного покрытия быстро корродируют и выходят из строя. Поэтому была разработана технология нанесения защитного цинкового слоя, который увеличивает срок службы материала почти в десять раз.
Оцинкованные трубы сегодня используются повсеместно, они дешевле изделий из нержавейки и по техническим характеристикам им не уступят. Но есть негативный момент, связанный с температурой плавления цинка и другими свойствами этого металла.
Какие технологии применяют
Учитывая все выше упомянутые минусы сваривания оцинкованных труб, были разработаны две специальные технологии, в которых процесс сварки проводится так, чтобы оцинковка не разрушалась.
В первой технологии зона сварки обрабатывается специальным материалом – флюсом, который закрывает собою стык и не дает цинку выгорать, то есть, переходить в газообразное состояние.
Он на себя оттягивает часть тепловой энергии, а внутри под флюсом цинк расплавляется и становится вязко-жидким. Этот металл обволакивает собою соединение двух оцинкованных труб, равномерно покрывая их концы. Защитный слой, таким образом, не нарушается.
Во второй технологии используют специальные электроды, которые могут выдерживать ток большой силы. В основе этого метода лежит позиция сокращения времени сварки, в течение которого цинк не успевает испаряться.
То есть, процесс сварки производится настолько быстро и без снижения качества соединения, что защитное покрытие не успевает превращаться в газ.
Эти технологии сегодня используется повсеместно, когда дело касается сварки именно оцинкованных труб. И не только тех, которые собираются в трубопроводы для газа или в несущие конструкции в строительстве.
В водопроводе под действием проточной воды цинк растворяется и частично выводится наружу. Так что для здоровья человека он опасности не несет.
Нюансы процесса
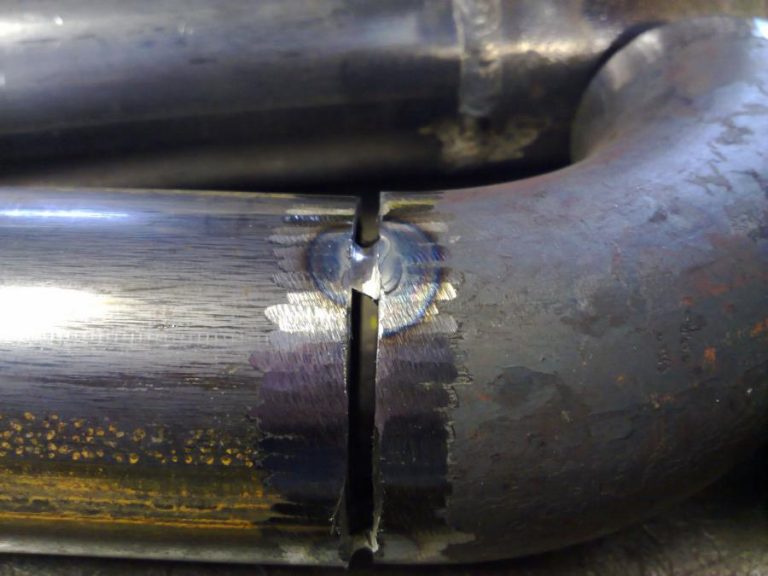
Что касается самого процесса сварки, то в его основу ложится толщина стенки трубы. Если этот показатель не превышает 3 мм, то концы труб соединяются электродом без предварительной подготовки, оставляя между ними зазор 2-3 мм.
Конечно, чистота поверхностей (и внешней, и внутренней) должна быть идеальной, поэтому их очищают от загрязнений и обезжиривают спиртом или растворителем.
Если толщина более 3 мм, тогда на концах оцинкованных труб делают фаску с притуплением 1,5-2 мм в зависимости от толщины стенки. Пространство между фасками в процессе варки заполняют расплавленным металлом от электродного стержня.








То же самое касается электродов с большим диаметром. И наоборот, если ток небольшой величины или мал диаметр расходника, то произойдет непровар. А это снижение качества стыка.
Многое будет зависеть и от скорости движения электрода вдоль сварочной зоны. Здесь, как и в предыдущих случаях, медленное движение – это вероятность прожигание стали и оцинкованного слоя.
Большая скорость – это все тот же непровар. Подходящая скорость сварки приходит с опытом. И чем чаще приходится варить оцинкованные трубы, тем качественнее получается шов.
Применение газовой горелки
Соединить две оцинкованные трубы можно с помощью газовой горелки. Все чаще используют технологию под маркировкой «UTP», которую в свое время изобрели немцы.
Для этого они использовали флюс марки «HLS-B», защищающий цинковое покрытие от выгорания. Сегодня предлагаются по этой технологии стержни марки UTP-1 – это медно-цинковый припой в виде прутка толщиною 2 мм. С его помощью можно варить не только изделия из оцинковки, но и медные сплавы, чугун.
Подготовка и пайка
Подготовка к процессу идентично той, которую применяют для сварки оцинкованных труб электродами. Но есть определенные особенности и нормы, которые устанавливают ГОСТы и СНиПы.
Номер грелки выбирается на 1-2 позиции меньше, чем при сварке обычных стальных труб.
Заключение
В заключение подчеркну, что применять сварку в случае с оцинкованными трубами все же можно. Технологии позволяют сохранить защитное покрытие и не подвергнуть трубопровод в точках сварки риску быстрой коррозии. Достаточно следовать правилам и нормам, которые закреплены в СНиП, пользоваться подходящими электродами, флюсами, припоями.
Источники
- https://trubaspec.com/soedinenie-trub/varianty-svarki-otsinkovannykh-trub-preimushchestva-i-nedostatki-sposobov.html
- https://svaring.com/welding/detali/svarka-ocinkovannyh-trub
- https://InfoTruby.ru/soedinenie/svarka-otsinkovannyh-trub
- https://svarkaipayka.ru/tehnologia/svarka-trub/svarka-otsinkovannyih-trub.html
- https://svarkaipayka.ru/material/elektrodyi/elektrodyi-dlya-svarki-otsinkovannyih-trub.html
- https://GorGaznn.ru/montazh/mozhno-li-varit-ocinkovannye-truby.html
- https://osvarka.com/izdeliya-i-konstrukcii/svarka-ocinkovannykh-trub
- https://metalloy.ru/obrabotka/svarka/otsinkovki
- https://tutsvarka.ru/vidy/svarka-otsinkovannyh-trub
- https://prosvarku.info/tehnika-svarki/svarka-ocinkovannyh-trub
- https://vseotrube.ru/montazh-i-remont/svarka-otsinkovannyh-trub
Как вам статья?