- Зажег дуги
- Подготовка к работе инвертором
- Использование средств защиты
- Трехфазный переменный ток
- Энергия и мощность электрического тока
- Что такое сварка?
- Выбор аппарата для бытовой сварки
- Курсы для сварщиков
- Основы электричества
- Электрическое сопротивление проводников
- Отличия прямой и обратной полярности при сварке инвертором
- Сварка тонкого металла инвертором
Зажег дуги
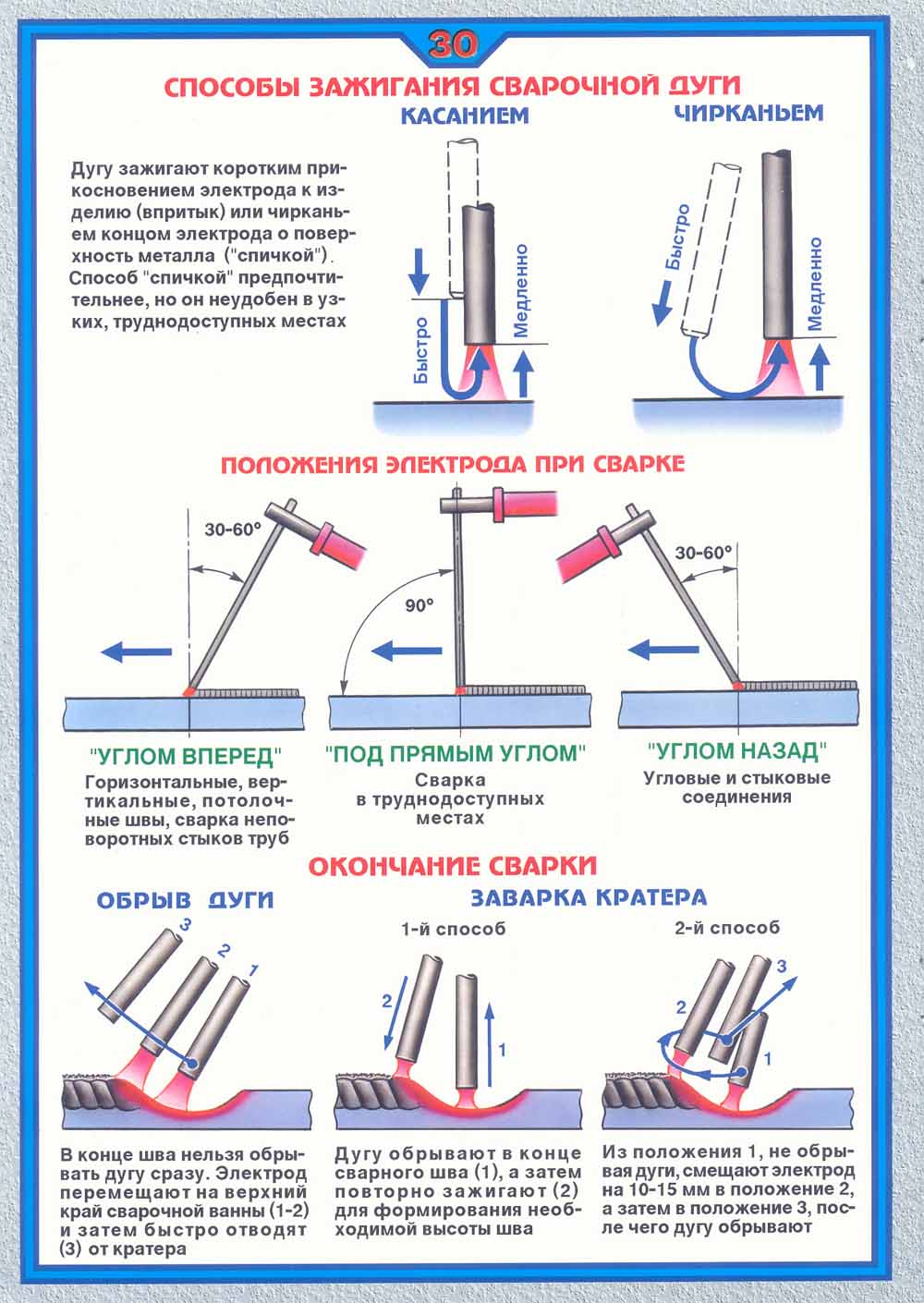
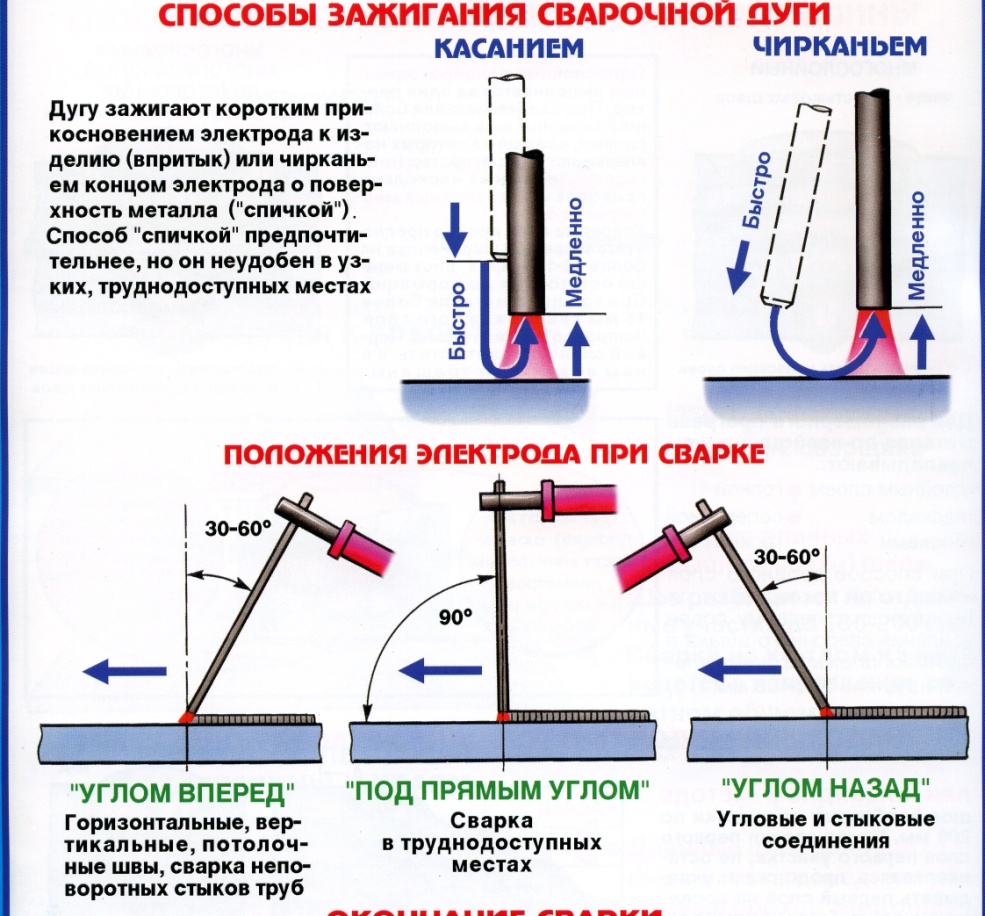
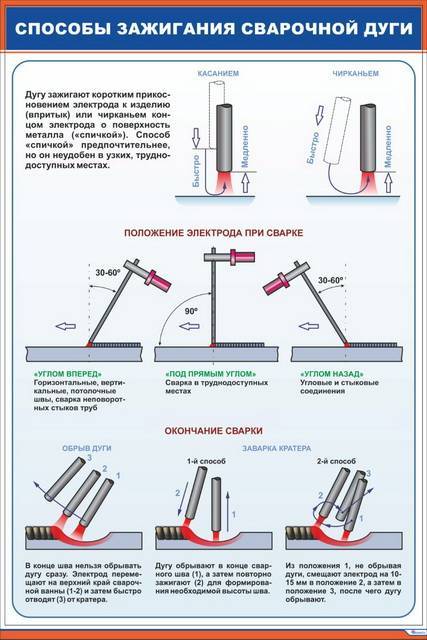
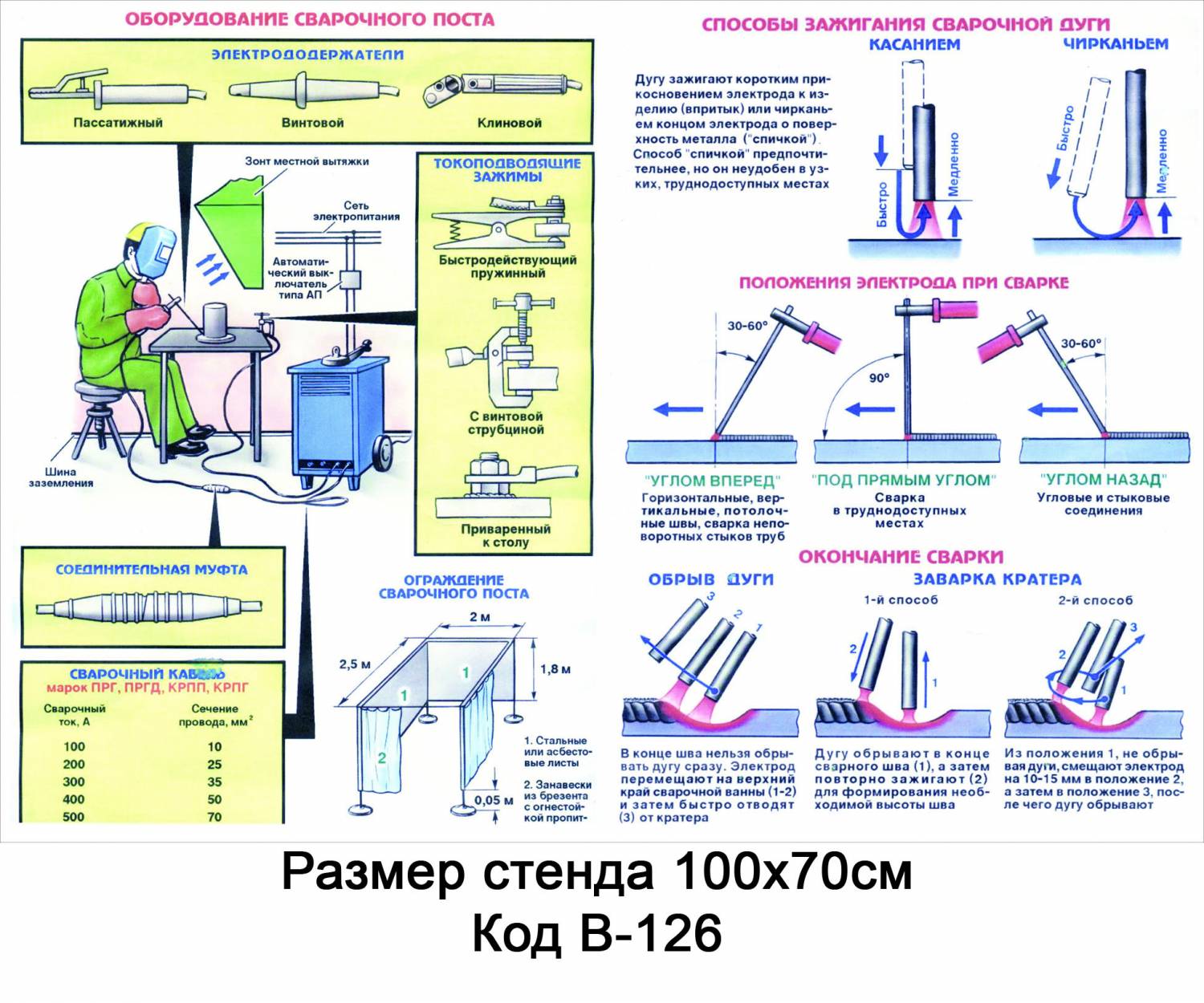
Сварка для начинающих, прежде всего, предполагает умение зажигать дугу, также правильно отрывать электрод от детали после этого. Самоучитель по сварке рекомендует два способа зажигания дуги. Первый из них осуществляется касанием, а второй чирканьем.

Касаются или чиркают поверхность детали, предназначенной для сварки. Можно вначале потренироваться делать это неподключенным к сварочному аппарату электродом. Касание должно быть легким, после чего следует быстро отводить электрод назад. Чирканье напоминает всем известное добывание огня с помощью спичек и спичечного коробка.
Если поджиг дуги производится касанием, то электрод по отношению к поверхности следует держать максимально перпендикулярно, а приподнимать его наверх всего на несколько миллиметров. Быстрое отведение является гарантией того, что электрод не прилипнет к поверхности изделия. Если эта неприятность все же случится, то надо оторвать прилипший электрод, резко отклонив его в сторону. После этого зажигание дуги следует продолжить.
Сварка для чайников рекомендует использовать для зажигания дуги второй способ — чирканьем. Для этого достаточно использовать воображение, представив себе, что чирканье происходит не электродом, а обыкновенной спичкой. В труднодоступных местах этот способ является неудобным, но к начинающим сварщикам это отношения не имеет, поскольку учиться они будут пока на простых соединениях.
К розжигу дуги придется возвращаться еще не раз после того, как электрод полностью сгорит и предстоит его замена на новый.

Поскольку начальная часть шва будет выполнена, то при повторном зажигании придется применить некоторые правила. Вначале сварочный шов надо освободить от шлака, образовавшегося при работе предыдущим электродом. Зажигать дугу следует непосредственно за кратером.
Подготовка к сварке не закачивается розжигом дуги. Затем предстоит формирование сварочной ванны. Для этого электродом придется сделать несколько раз оборот вокруг точки, из которой планируется начать сваривать шов.
Сварочные работы и их обучение включают в себя умение держать дугу после того, как она будет зажжена. Чтобы тренировка прошла удачно, ток на сварочном аппарате следует установить величиной 120 Ампер. Это не только облегчит разжигание дуги, но и снизится вероятность затухания пламени, а также будет обеспечен контроль заполнения сварочной ванны.

Понять, каким образом может происходить контроль ванны, можно, постепенно понижая значение тока. При этом надо увеличить расстояние между концом электрода и деталью для того, чтобы не возникло его прилипание к ее поверхности.

Начинающему сварщику следует быть готовым к тому, что при увеличении длины дуги также увеличится разбрызгивание металла. При сварке длина используемого электрода по мере его сгорания будет неизменно уменьшаться, поэтому для сохранения величины дуги следует его приближать к поверхности изделия на соответствующее расстояние.
Если расстояние станет недостаточным, то металл будет прогреваться плохо и шов получится слишком выпуклым, а края его останутся непроплавленными.

Однако нельзя делать это расстояние и слишком большим, поскольку в этом случае возникнут своеобразные подскоки дуги, что приведет к образованию некрасивого шва с бесформенной формой.
Технология сварочных работ для получения удовлетворительного результата требует выбор правильного расстояния между электродом и изделием. Существует подсказка — оптимальной длиной дуги будет ее размер, не превышающий диаметр электрода, включая его покрытие обмазкой. В среднем это равняется трем миллиметрам.
Подготовка к работе инвертором
При первом включении, а также при перемещении сварочного инвертора на новое место работы необходимо проверить сопротивление изоляции между корпусом и токоведущими частями, после чего подсоединить корпус к заземлению. Если инвертор долгое время находился в эксплуатации, перед тем как приступить к сварке, нужно обязательно провести его ревизию на предмет скопления пыли во внутреннем пространстве. При повышенной запыленности следует очистить все силовые элементы и блоки управления сваркой с помощью сжатого воздуха с умеренным напором. Для беспрепятственной работы системы принудительной вентиляции аппарата вокруг него должно быть создано свободное пространство на расстоянии не менее полуметра. Запрещается варить устройствами инверторной сварки вблизи мест работы шлифовальных и отрезных машинок, т. к. они создают металлическую пыль, способную вывести из строя силовую часть и электронику инвертора. В случае проведения сварочных работ на открытом пространстве необходимо защитить аппарат от прямого попадания водяных брызг и солнечных лучей. Устанавливаться сварочный инвертор должен на горизонтальной поверхности (либо под углом, не превышающим значение, указанное в паспорте).





Использование средств защиты
При проведении сварочных работ наибольшую опасность представляет вероятность поражения электрическим током, получение ожогов от разлетающихся капель расплавленного металла и световое воздействие на сетчатку глаза излучением электрической дуги. Кроме того, возможны механические травмы и попадание в дыхательные пути газов, выделяющихся в процессе сварки. Поэтому любой начинающий сварщик, решивший освоить сварочный инвертор, кроме самого аппарата, обязан приобрести комплект средств индивидуальной защиты, а также тщательно изучить правила техники безопасности при выполнении сварочных работ. В стандартный комплект защитных средств сварщика входят маска и искростойкие перчатки, а также спецовка и обувь из негорючих и неплавящихся материалов. Кроме того, в процессе сварки инвертором может потребоваться специальный респиратор, а зачистку заготовок и швов необходимо производить в защитных очках.

Трехфазный переменный ток
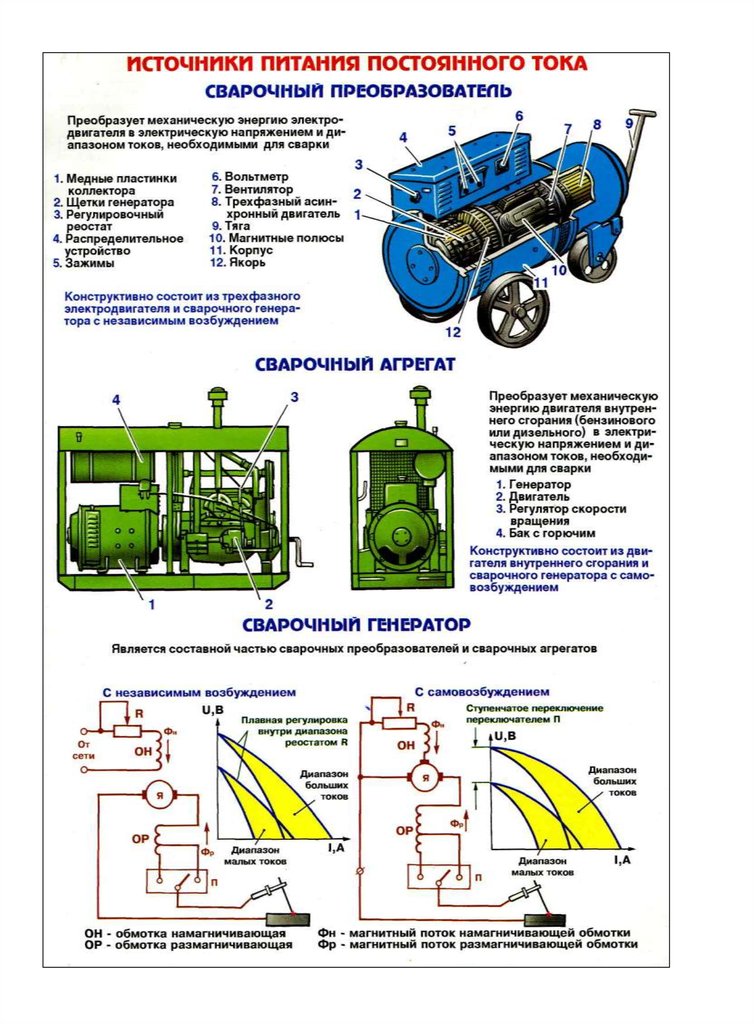
В промышленности, как правило, используется трехфазный переменный ток. Такой ток получают при помощи трехфазных генераторов переменного тока. Упрощенное устройство трехфазного генератора показано на рисунке ниже.
Фазы трехфазного тока принято обозначать тремя первыми буквами латинского алфавита: A, B и C.
Схематично рисунок выше можно представить так:
В трехфазных цепях переменного тока провода, отмеченные цифрами 1, 2 и 3, объединяют в один провод, называемый нулевым или нейтральным.
В полном виде схема питающей сети трехфазного тока и ее параметры представлены ниже.
Как это видно из рисунка, показанного выше, ротор во время вращения наводит электродвижущую силу (ЭДС) сначала в катушке фазы А, затем в катушке фазы В, а затем в катушке фазы С. Таким образом кривые напряжения на выходных клеммах этих катушек как бы сдвинуты между собой на угол 120º.
Энергия и мощность электрического тока
Электрический ток, протекая по проводникам, совершает работу, которая оценивается путем вычисления энергии электрического тока (Q), которая была при этом потрачена. Она равна произведению силы тока (I) на напряжение (U) и на время (t), в течение которого проходит ток:
Q = I * U * t
Способность тока совершать работу оценивается мощностью, которая является энергией, получаемой приемником или отдаваемой источником тока в единицу времени (в 1 секунду) и вычисляется как произведение силы тока (I) на напряжение (U):
P = I * U
Единица измерения мощности ватт (Вт) — работа, совершаемая в электрической цепи при силе тока 1 А и напряжении 1 В в течение 1 с.
В технике мощность измеряется более крупными единицами: киловаттами (кВт) и мегаваттами (МВт): 1 кВт = 1 000 Вт; 1 МВт = 1 000 000 Вт.
Что такое сварка?
Классическое определении сварочного процесса звучит так: «Процесс создания неразрывных соединений через установление межатомных взаимосвязей между частями, которые соединяют в процессе их нагревания или (и) пластической деформации». Помня явление диффузии, известно, что в горячей воде процесс взаимопроникновения ускоряется. Сварка очень напоминает диффузию, только нагревание двух деталей происходит с помощью высокотемпературной электродуги, вырабатываемой сварочным аппаратом. Под её воздействием происходит плавление и взаимопроникновение материалов деталей. Появляется сварной шов, который состоит из материалов обеих деталей и других химических веществ, которые привнёс плавящийся электрод (элемент сварочного аппарата). О прочности этого шва ходит много версий, кто-то считает, что 1 см сварочного шва выдерживает 100 кг, кто-то утверждает, что больше, но все согласны в одном: прочность сварочного шва не уступает прочности основных металлов деталей. Кроме определения главного понятия, теоретические основы сварочных работ также включают физико-химические процессы, происходящие во время сварки.



Что же происходит во время сварки с точки зрения химии и физики?
Рассмотрим схему сварочного процесса на примере электрической дуговой сварки.
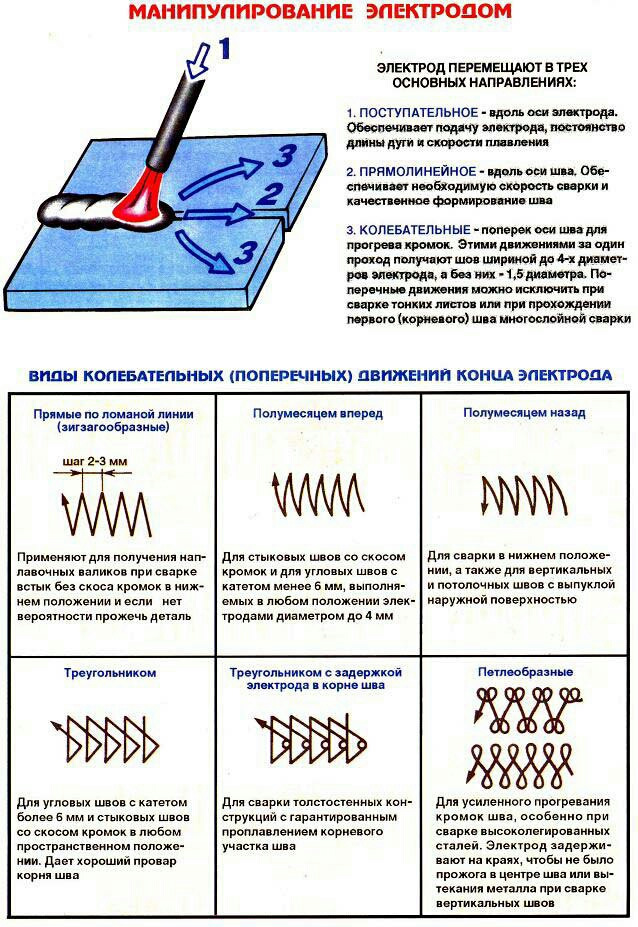
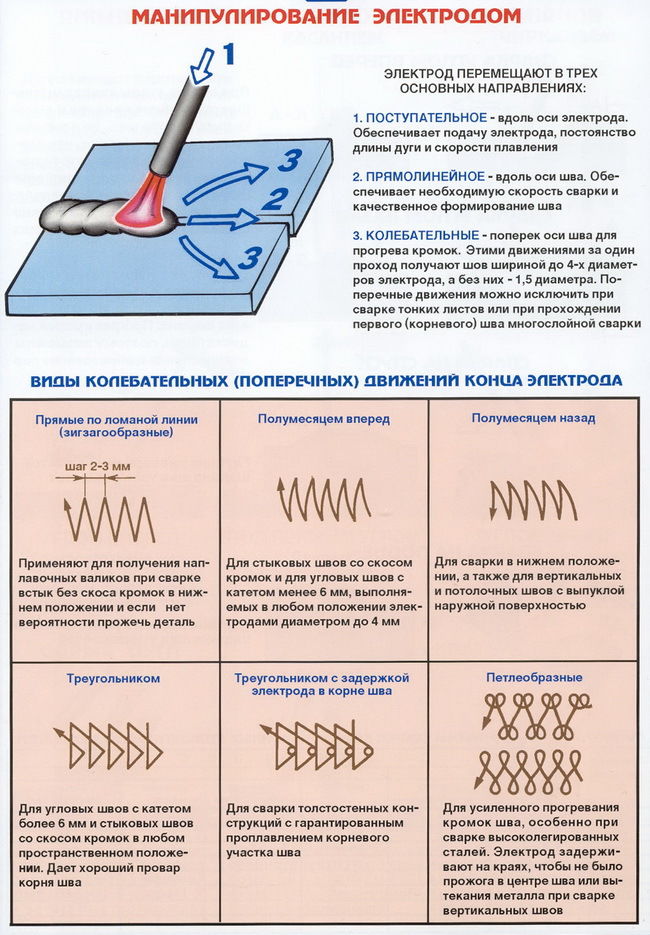
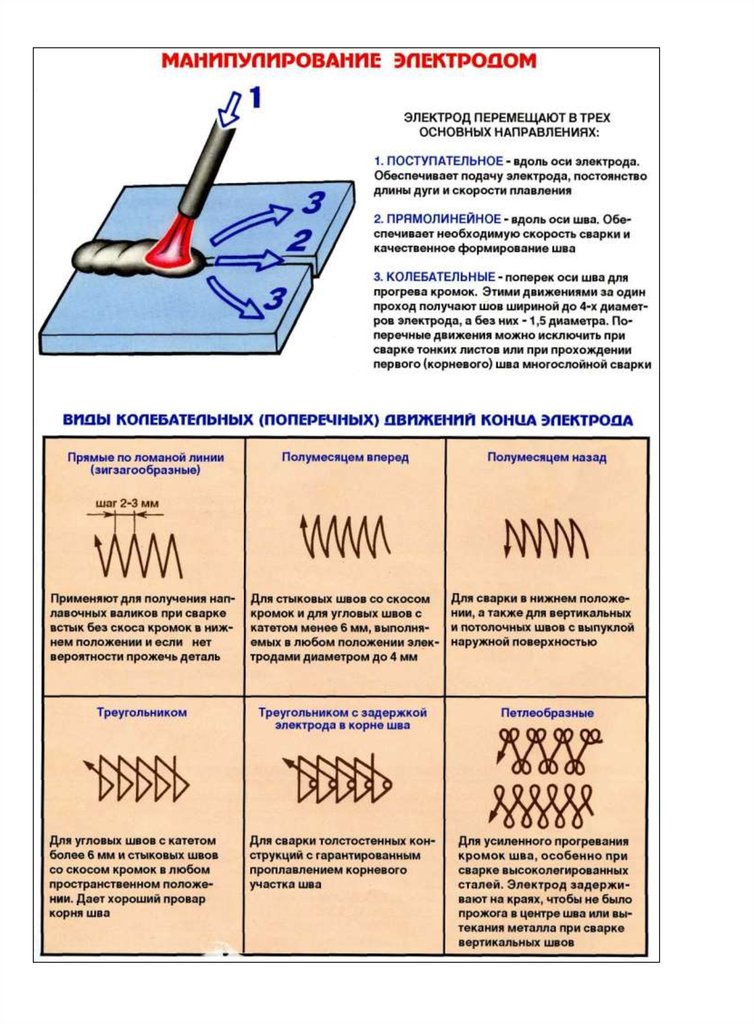
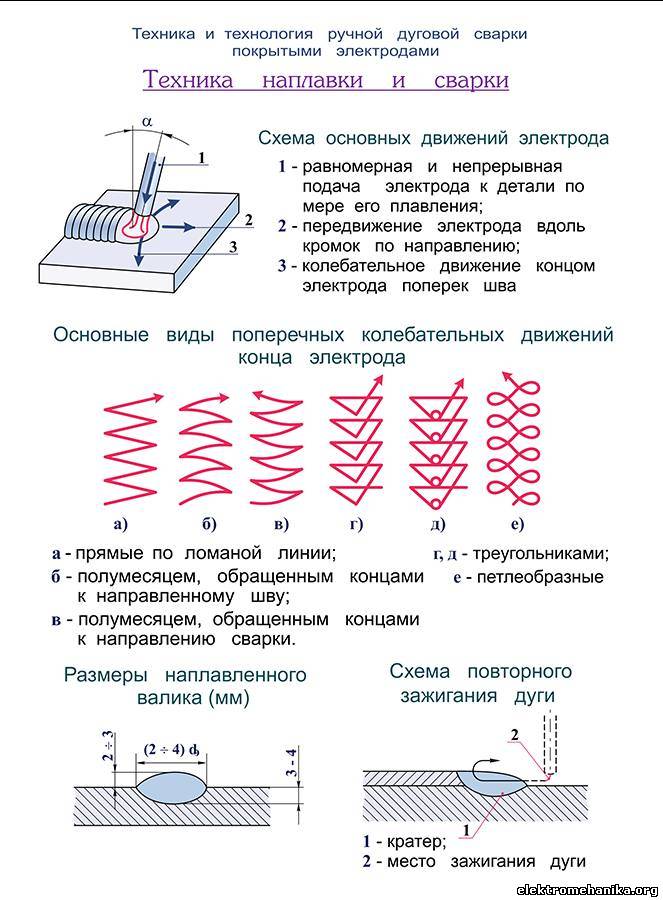
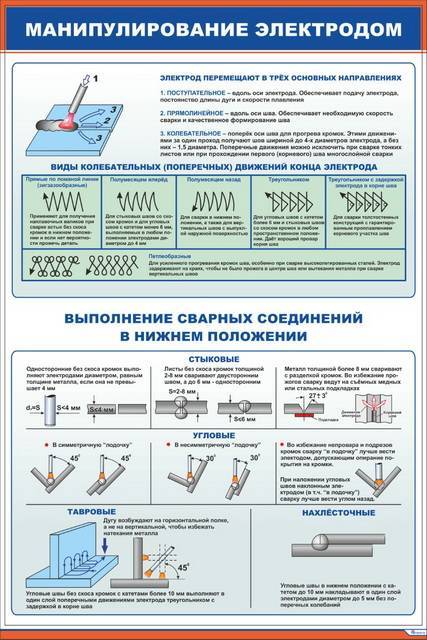
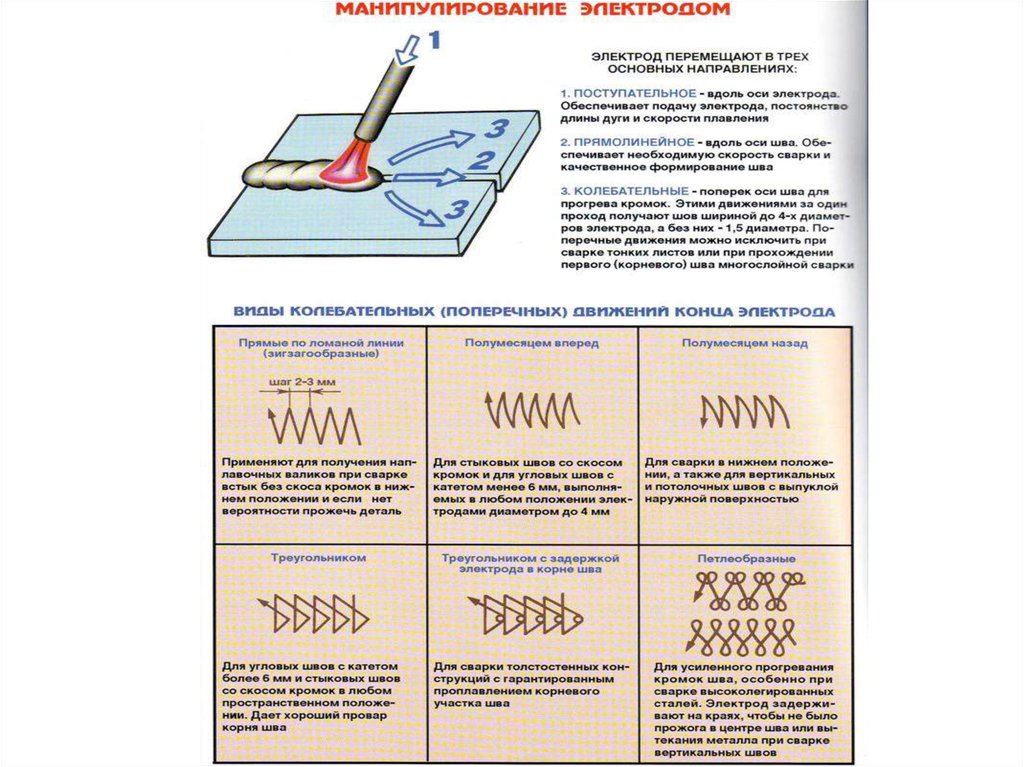
Электрическое напряжение подается на электрод и на деталь, но только разной полярности. Как только электрод подносится к детали, сразу зажигается электродуга, плавящая всё в своём поле действия. В это время материал электрода покапельно перемещается в сварочную ванну. Для того чтоб процесс не останавливался, а это произойдёт при неподвижном положении электрода, необходимо двигать электродом сразу в трёх направлениях: поперечном, поступательном и стабильно вертикальном (рис.2).
После всех манипуляций сварщик убирает сварочный аппарат и сварочная ванна, застывая, образует тот самый сварочный шов. Вот такая химия и физика происходит во время электрической дуговой сварки. Естественно, при других видах сварки, механизмы будут другие. Например, в упомянутом виде главное – механизм плавления, а при сварке давлением свариваемые поверхности не только нагревают, но ещё и сдавливают при помощи осадочного давления. Рассмотрим подробнее классификацию разновидностей сварки.

Выбор аппарата для бытовой сварки
Видов сварки сегодня очень много. Но большинство из них предназначены для специальных работ или рассчитаны на промышленные масштабы. Для бытовых нужд вряд ли потребуется овладевать лазерной установкой или электронно-лучевой пушкой. Да и газовая сварка для начинающих – не самый лучший вариант.
Самый простой способ расплавить металл для соединения деталей – точечно воздействовать на него высокой температурой электрической дуги, возникающей между элементами с разными зарядами.

Электрическая дуга
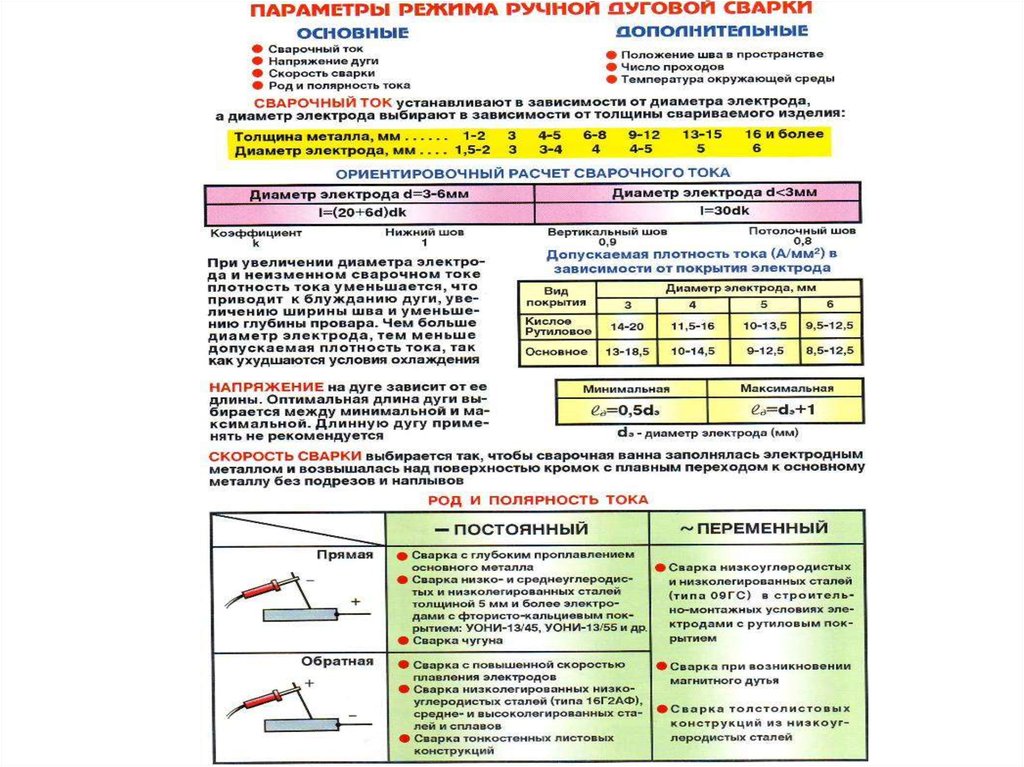
Именно этот процесс обеспечивают аппараты для электродуговой сварки, работающие от постоянного или переменного тока:
Сварочный трансформатор варит переменным током. Для новичка такой аппарат вряд ли подойдет, так как работать с ним сложнее из-за «скачущей» дуги, для управления которой нужен немалый опыт. К другим минусам трансформаторов можно отнести негативное влияние на сеть (вызывает скачки напряжения, которые могут привести к поломке бытовой техники), сильный шум при работе, внушительные габариты прибора и большой вес.

Сварочный трансформатор
Инвертор имеет множество преимуществ перед трансформатором. Он вызывает электродугу постоянным током, она не «скачет», поэтому процесс сварки проходит более спокойно и контролируемо для сварщика и без последствий для домашней техники. Кроме того, инверторы компактны, легки и практически бесшумны.

Сварочный инвертор
Курсы для сварщиков
Сварочное дело можно освоить на специальных курсах. Обучение сварке на них разделяется на теорию и практические занятия. Обучаться можно очно или дистанционно. На курсах преподается технология сварочных работ для начинающих и другие важные премудрости. Важным является возможность научиться варить сваркой на практических занятиях под присмотром преподавателя. Ученикам дается представление об имеющемся оборудовании для сварки, выборе электродов, правилах безопасности.
Обучаться можно по индивидуальной программе или вместе с группой. Каждый вариант имеет свои преимущества. При занятиях индивидуально можно овладеть только теми знаниями, которые могут пригодиться в дальнейшем. Зато при занятиях группой имеется возможность услышать разбор ошибок своих сокурсников и таким образом приобрести дополнительные знания.
После окончания курсов и сдаче экзаменов, подтверждающих усвоенные знания и практические умения, выдается удостоверение утвержденного образца.
Основы электричества
Электрический ток в металлических проводниках представляет собой направленное движение свободных электронов вдоль проводника, включенного в электрическую цепь. Движение электронов в электрической цепи происходит благодаря разности потенциалов на зажимах источника (т.е. его выходного напряжения).




Электрический ток может существовать только в замкнутой электрической цепи, которая должна состоять из:
— источника тока (аккумулятор, генератор, …);
— потребителя (лампа накаливания, нагревательные приборы, сварочная дуга и т.д.);
— проводников, соединяющих источник питания с потребителем электрической энергии.
Электрический ток обычно обозначается латинской прописной или строчной буквой I (i).
Единица измерения силы электрического тока – ампер (обозначается А).
Сила тока измеряется при помощи амперметра, который включается в разрыв электрической цепи.
В отличие от электрического тока, напряжение на зажимах источника питания или элементах цепи существует независимо от того, замкнута электрическая цепь или нет.
Напряжение обычно обозначается латинской прописной или строчной буквой U (u).
Единица измерения величины напряжения – вольт (обозначается В).
Величина напряжения измеряется при помощи вольтметра, который подключается параллельно к участку электрической цепи, на котором производится измерение.
Провода и токоприемники, включенные в электрическую цепь, оказывают сопротивление прохождению тока.
Электрическое сопротивление обычно обозначается латинской прописной буквой R.
Единица измерения сопротивления электрической цепи – ом (обозначается Ом).
Величина электрического сопротивления измеряется омметром, который подключается к концам измеряемого участка цепи, при этом по измеряемому участку цепи не должен протекать ток.
Электрическая цепь может быть составлена так, что начало одного сопротивления соединяется с концом другого. Такое соединение называется последовательным.
В электрической цепи с последовательным подключением сопротивлений (потребителей), существуют следующие зависимости.
Общее сопротивление такой цепи равно сумме всех этих отдельных сопротивлений:
R = R1 + R2 + R3
Так как ток проходит последовательно одно за другим все сопротивления, его величина на всех участках цепи одинакова.
Сумма падений напряжений на всех участках электрической цепи равна напряжению на клеммах источника:
Uист = Uab + Ucd
Величина падения напряжения на отдельном участке электрической цепи равна произведению величины тока в цепи на электрическое сопротивление этого участка.
Если в электрической цепи с одной стороны соединены все начала сопротивлений, а с другой – все их концы, то такое соединение называется параллельным.
Общее сопротивление такой цепи меньше сопротивления любой из составляющих ее ветвей.
Для цепи с двумя параллельно подключенными сопротивлениями общее сопротивление вычисляется по формуле:
R=R1 * R2 / (R1 + R2)
Каждое дополнительное сопротивление при параллельном подключении снижает общее сопротивление такой цепи. В балластном реостате используется схема параллельного подключения сопротивлений. Поэтому при включении каждого дополнительного «ножа» общее сопротивление балластного реостата снижается, а ток в цепи возрастает.




На участке цепи с параллельным подключением ток разветвляется, проходя одновременно по всем сопротивлениям:
i = i1 + i2 + i3
Все сопротивления параллельной цепи находятся под одинаковым напряжением:
Uab = U1 = U2 = U3
Электрическое сопротивление проводников
Сопротивление проводника зависит:
— от длины проводника – с увеличением длины проводника его электрическое сопротивление возрастает;
— от площади поперечного сечения проводника – с уменьшением площади поперечного сечения сопротивление увеличивается;
— от температуры проводника – с увеличением температуры сопротивление увеличивается;
— от коэффициента удельного сопротивления материала проводника.
Чем больше сопротивление проводника прохождению электрического тока, тем больше энергии теряют свободные электроны, и тем сильнее нагревается проводник (которым обычно является электрический провод).
Для каждой площади сечения провода существует допустимая величина тока. Если сила тока окажется больше этой величины, то провода могут нагреться до высокой температуры, что, в свою очередь, может вызвать воспламенение изоляционного покрытия.
Максимальные допустимые значения силы тока для различных сечений медных изолированных сварочных проводов приведены ниже в таблице:
| Поперечное сечение провода, мм2 | 16 | 25 | 35 | 50 | 70 |
| Предельно допустимый ток, А | 90 | 125 | 150 | 190 | 240 |
Запомните! Величина тока в амперах (I), приходящаяся на один квадратный миллиметр площади поперечного сечения провода (S), называется плотностью тока (j):
j (А/мм2) = I (А) / S (мм2)
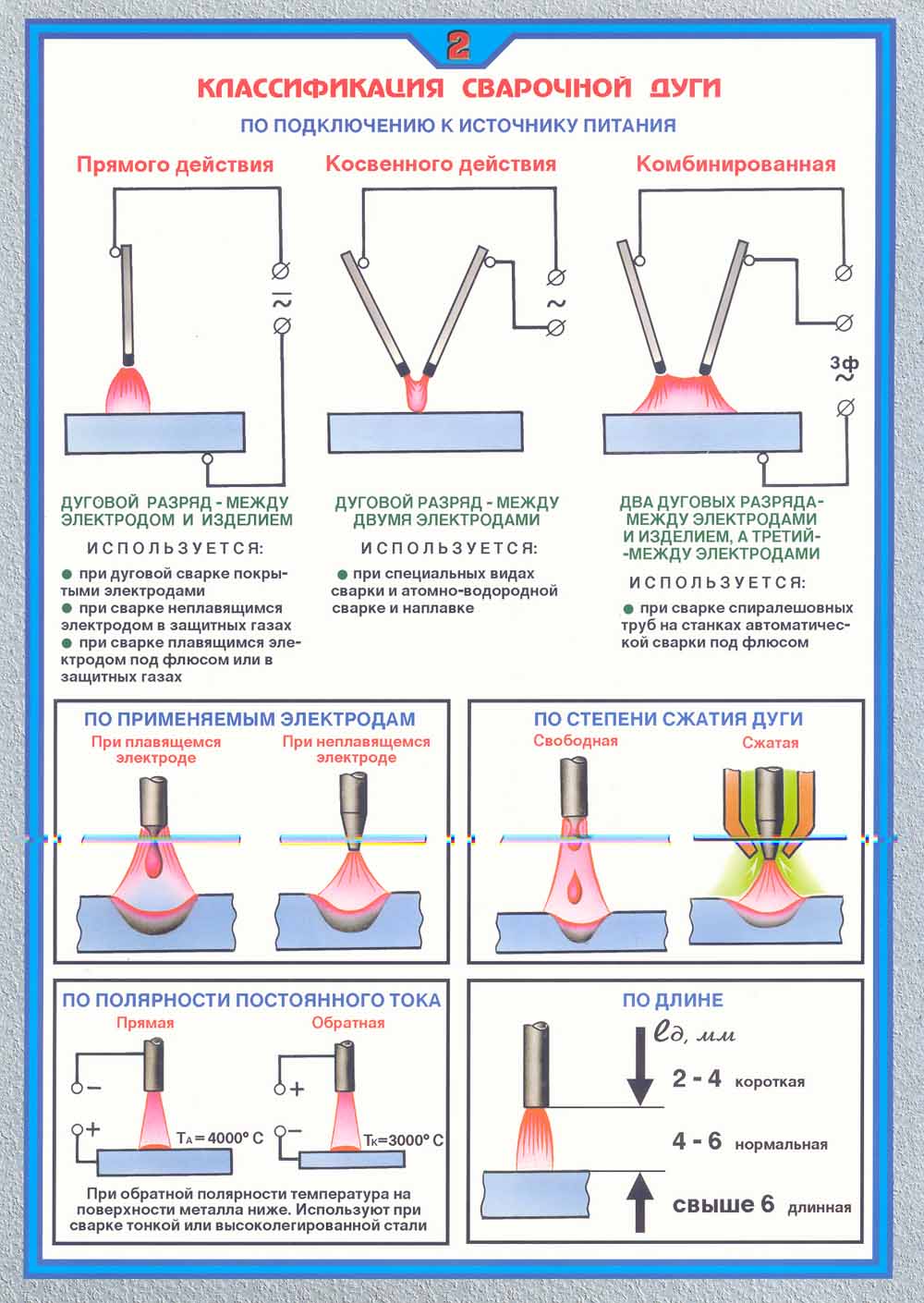
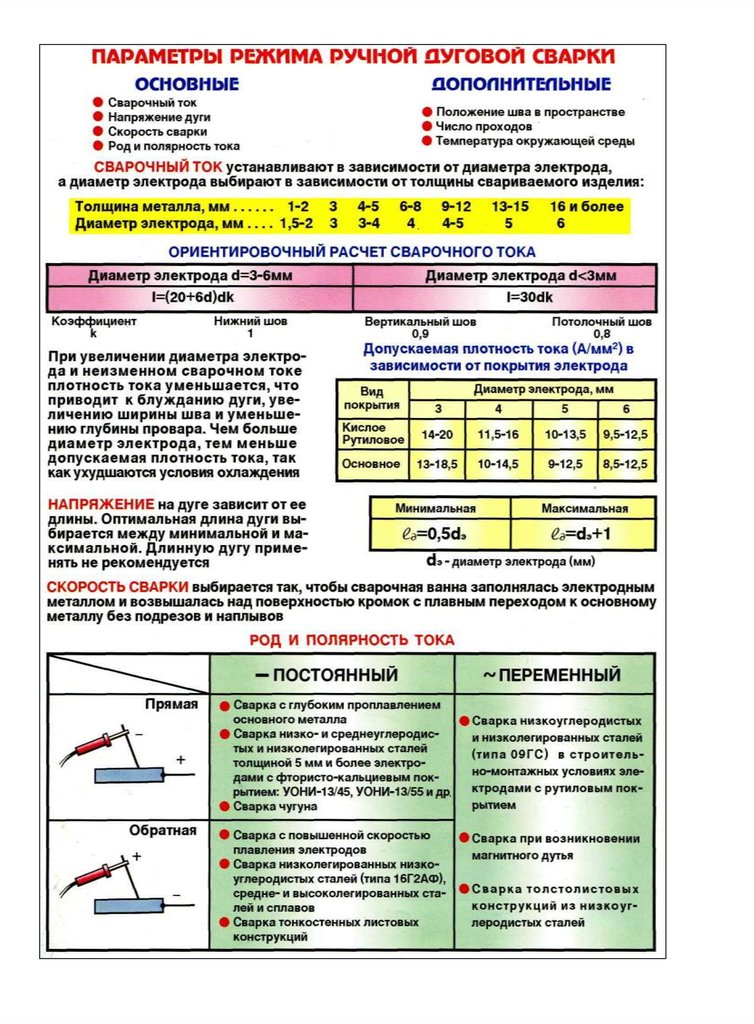
Отличия прямой и обратной полярности при сварке инвертором

При сварке с обратной полярностью электрододержатель соединен с плюсовым контактом инвертора, а клемма массы — с минусовым. В этом случае отрыв электронов происходит от металла заготовки, а их поток направлен в сторону электрода. Вследствие этого на нем выделяется большая часть тепловой энергии, что позволяет вести сварку инвертором с ограниченным нагревом свариваемой детали. Этот режим применяют при сваривании деталей из тонкого металла, нержавеющих сталей и металлов с низкой устойчивостью к повышенным температурам. Кроме того, обратная полярность используется при необходимости увеличить скорость плавления электрода, а также когда инвертором сваривают детали в газовой среде или с использованием флюсов.
Сварка тонкого металла инвертором
Возможности инвертора в полной мере реализуются при сварке металлопроката толщиной менее 2 мм. Сваривание таких материалов производится на небольших сварочных токах и требует высокой стабильности сварочного процесса, что без проблем реализуется при использовании аппарата с инверторным источником тока. Тонкие металлические листы легко прожечь при возникновении короткого замыкания в сварочной дуге. Для предотвращения этого явления в инверторах предусмотрена специальная функция, автоматически понижающая величину тока на время возникновения короткого замыкания. Другая полезная возможность инверторов — это подбор оптимальных параметров при поджигании дуги, что позволяет избежать непроваров и прожогов на начальном участке сварного шва. Кроме того, в процессе сварки инвертор способен адаптивно поддерживать нужную величину рабочего тока при колебаниях размеров сварочной дуги.
Как вам статья?