
- Что необходимо для пайки труб из меди
- Способы паяния деталей из меди
- Особенности высокотемпературных соединений
- Низкотемпературная пайка
- Техника безопасности при спаивании труб из меди
- Изоляция патрубков в обогревательной сети
- Водопроводная система из меди
- Медная труба для кондиционеров
- Паяльники «Dremel»
- Иные варианты пайки: работа с медными трубами и различными металлами
- Нюансы пайки медных труб: как всё сделать правильно
- Как спаять медный провод с алюминиевым
- Как спаять медь и нержавеющую сталь
- Пайка меди с железом – возможно ли это
- Необходимые инструменты и материалы
- Приборы (паяльники)
- Припои и другие расходные материалы
- Монтаж водопровода из медных труб
- Как правильно выбрать припой?
- Подготовка к пайке
- Оборудование
- Материалы
- Примеры готовых водопроводов из медных труб
- Технология пайки мягким припоем
- Избегаем ошибок
- Правила пайки меди
- Пайка крупных деталей
- Пайка проводов или проволоки
- Пайка посуды или запаивание отверстий в меди
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
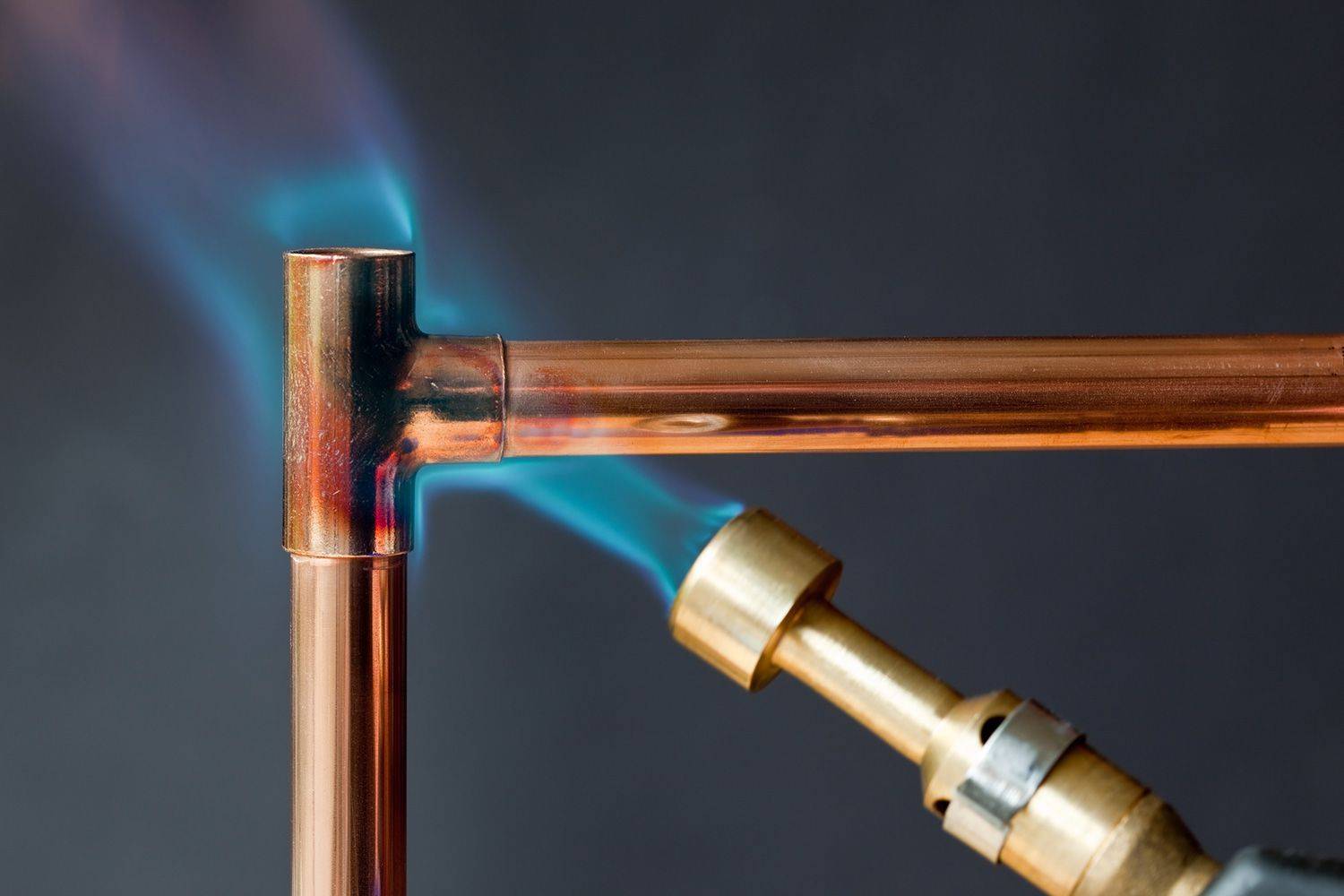
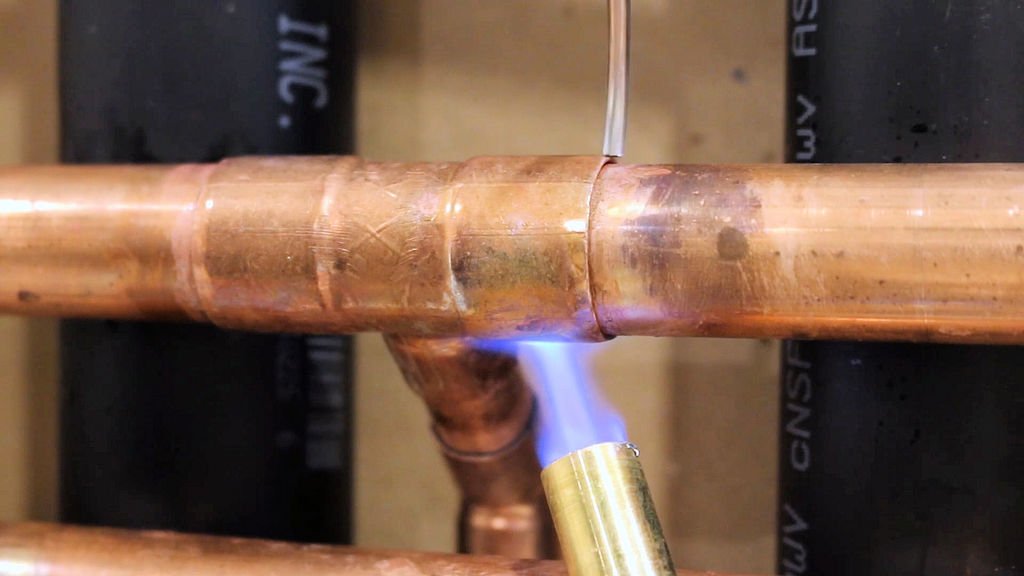
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора.
Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах.
Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов. Именно такую задачу и решает такое приспособление как труборасширитель
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм.
Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки.
Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов.
Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа. При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.
Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.

Высокотемпературное соединение медных труб
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
https://youtube.com/watch?v=N9QwpYEQpUw
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.








Низкотемпературная пайка
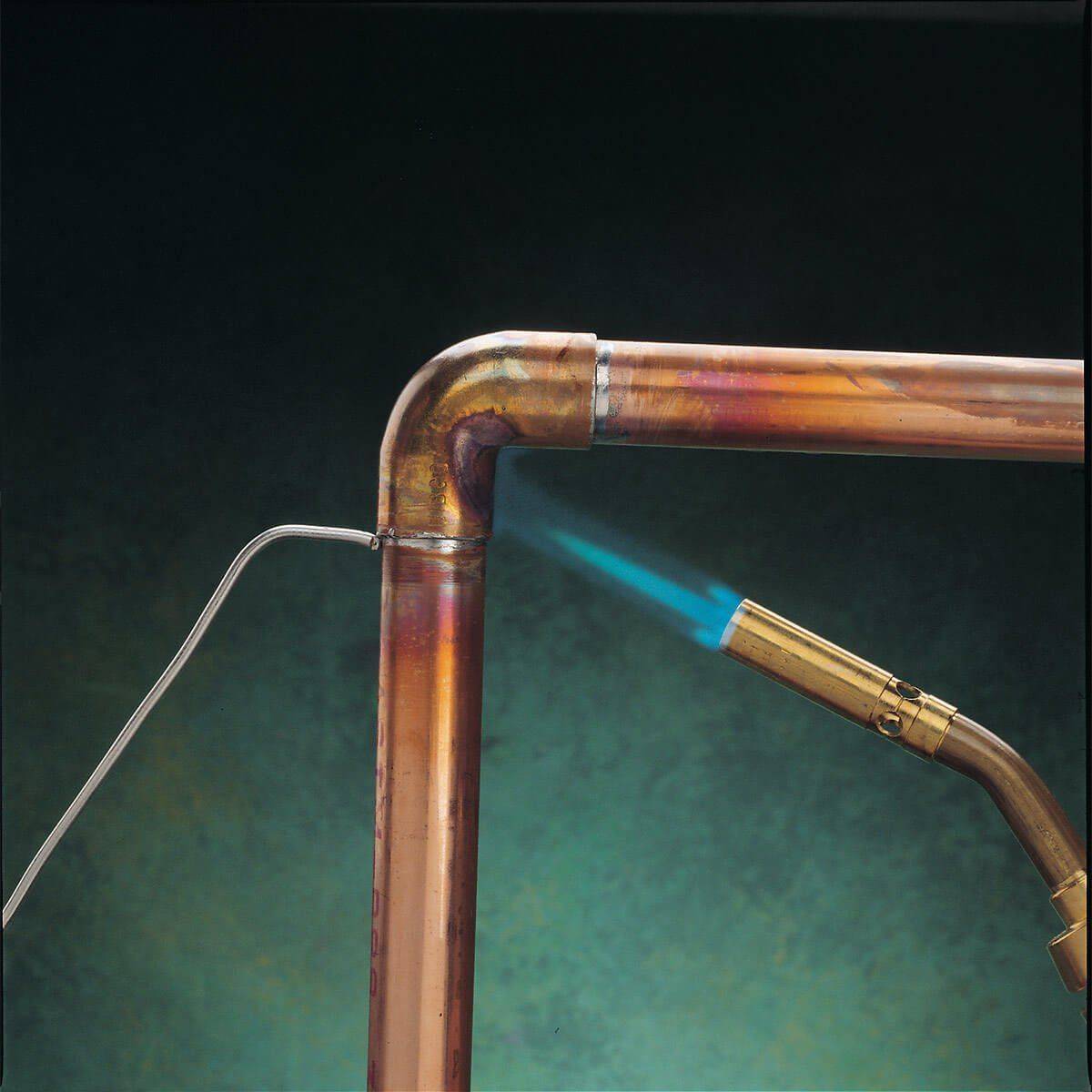
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно

Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев.
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.

Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Изоляция патрубков в обогревательной сети
Видео
Изоляцию труб в обогревательной сети проводят с целью снизить тепло потери. Не изолированные медные патрубки в пять раз повышают потери тепла, так, как данный металл отличается высокой тепло проводимостью.

При вопросе, как заизолировать медные трубы отопления, скрытые в монолит (пол, стенки), все можно решить следующим образом. Их от механических повреждений, вызванных скачками температуры носителя тепла, отлично защитит гофра.
Водопроводная система из меди
Узнать, как паять медные трубы для водопровода, пытаются многие. В силу интенсивного использования водопроводная трубомагистраль быстро изнашивается, чего нельзя сказать о трубомагистрали из меди. Такой водопровод будет служить вечно.
Для соединения водопроводной системы из медного трубопроката применяют капиллярный метод спайки (низкотемпературную и высокотемпературную).
Видео
Ошибки при пайке с данными стройматериалами для водопроводной трубомагистрали приводят к их коррозии. Она появляется в тех местах, где разрушается пленка-защита, которую образует хлорное окисление.
Виною этого становится хлор, который содержит вода. Чтобы не возникло такой коррозии необходимо:
- не допускать, чтобы припой попадал при пайке в середину стыка;
- приобретать изделия у проверенного изготовителя;
- использовать фильтры для воды.
Медная труба для кондиционеров
Данный вид трубопрокатного сортамента используют при установке сети кондиционирования воздуха, состоящей из внутреннего и наружного блока.

Халдаген при этом транспортирует два патрубка из меди разного диаметра. Заготовка меньшего диаметра транспортирует жидкий фреон, а другая – газообразный фреон.
Такие патрубки от кондиционеров отлично поддаются пайке. Для припоя рекомендуют фосфорно-медный и серебряный вид. А сами агрегаты демонстрируют высокую устойчивость относительно растяжения.
Видео
Если коротко описать, как паять медные трубы для кондиционеров, то это будет выглядеть так:
- Вначале избавляются от оксидной пленки. Делают это шлифовочной шкуркой.
- После этого на очищенные участки наносится флюс.
- Фитинг состыкуется с трубой. При этом нельзя забывать о полумиллиметровом зазоре.
- Место стыка прогревается при температуре почти в триста градусов. Нагрев осуществляют газовой горелкой. Делают это равномерно, плавно перемещая пламя вдоль конструкции.
- После тога как окончили паять, обязательно необходимо промыть систему, иначе остатки флюса спровоцируют коррозию металла, а это повлечет за собою поломку кондиционера.
Паяльники «Dremel»
Проблема, как паять медные трубы легко решается с паяльником Dremel. Эти небольшие горелки на газу в состоянии жечь, паять и разрезать. Они легко удаляют старую краску, размораживают и разогревают для сгибания трубоматериалы.











Стоит паяльник «Dremel» в пределах 2000 рублей. С таким устройством можно забыть о длительном разогреве и о большом термопистолете.
В комплекте с паяльником «Dremel» идет:
- паяльник;
- сопло для горелки;
- два ножа разного размера;
- рефлекторная и щелевая насадка.
Для удобства пользования к устройству прилагается несколько ключей для смены насадок, защитный колпак для механизма и припой для пайки.
Отверстием довольно удобно направить разогретый воздух на термоусадочные трубки, и их можно устанавливать, без участия рефлекторных насадок.
Заправляют устройство бутаном для зажигалок на газу. Одной заправки паяльника «Dremel» хватает на час работы.
Видео
Это устройство для бытового использования. Профессиональные аналоги стоят от 5 тыс. рублей и больше. Пайка с таким инструментом превращается в удовольствие.
Как паять медные трубы, и то, что этот способ очень эффективный понятно. Ведь для этого не нужно дорогого спецоборудования
Важно и то и структура самого материала остается неизменной
В итоге выходит прочный и надежный стык, который будет служить вечность. Главное при работе соблюдать технологию и действовать аккуратно.
Иные варианты пайки: работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.
ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.
ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
Watch this video on YouTube
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.
ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.
ФОТО: mastergrad.comИногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).
ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.







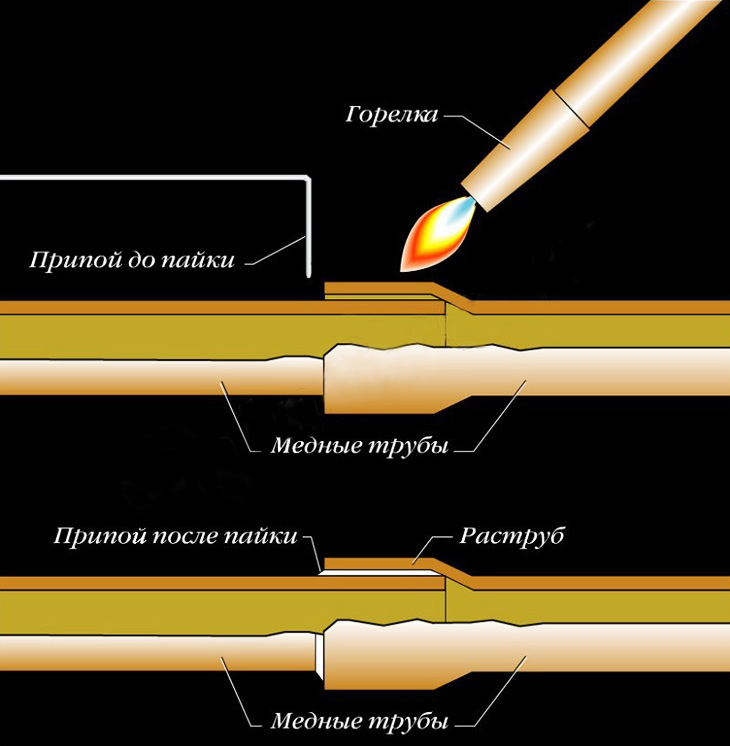

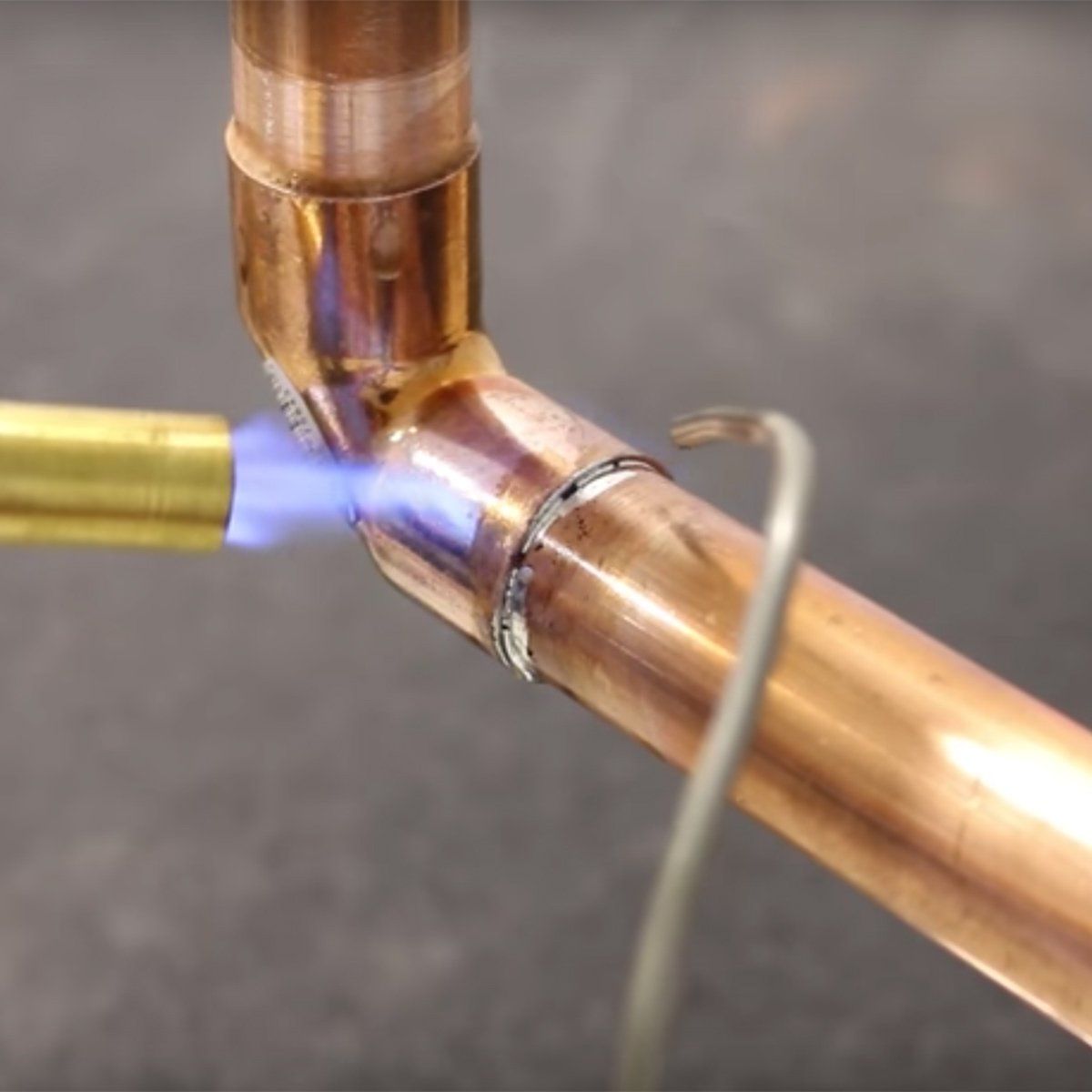
ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.
1 из 5
ФОТО: market.sakh.com
ФОТО: market.sakh.com
ФОТО: solarschool.dk
ФОТО: laketravisplumber.com
ФОТО: reicheltplumbing.com
Необходимые инструменты и материалы
Приборы (паяльники)
Как известно, паяльники могут быть газовыми и электрическими . Газовый паяльник обеспечит более высокую скорость нагрева, но это практически всегда сопровождается перегревом металла. Электрический работает медленнее, зато отличается контролируемой температурой нагрева. Вдобавок, отсутствует открытое пламя, что делает электропаяльник более безопасным в обращении, особенно, когда в зоне пайки могут находиться другие материалы, устройства или легковоспламеняемые вещества.
 Параметрами выбора являются:
Параметрами выбора являются:
- Мощность. Минимальной будет та, что обеспечит нагрев металла в зоне пайки до температуры не ниже 450С. Имеются в продаже и более мощные приборы: например, паяльник Rotenberger Rotherm 2000 гарантирует нагрев до 800…900С (впрочем, он и стоит намного дороже бюджетных моделей отечественного или китайского производства).
- Способ питания – от стационарной электросети или аккумуляторный через понижающее устройство. Надёжнее и проще использовать паяльник с прямым подключением.
- Масса. При выполнении сложных манипуляций с прибором лучше, чтобы паяльник был как можно легче, особенно, если припаивать медные трубы приходится в не совсем комфортных условиях.
- Площадь поперечного сечения контакта. Чем толще стенка трубы, тем мощнее должен быть паяльник.

Паяльник для труб ПВХ: аппарат для сварки пластиковых видов, описание Трубы из ПВХ все чаще используются в частном и многоэтажном строительстве вместо металлических аналогов. Они имеют малый вес, высокую прочность, не поддаются коррозии. Для соединения элементов…
Припои и другие расходные материалы
Припой вводится в зазор между трубой и арматурой, площадь которого влияет на два важных аспекта пайки медных труб: прочность соединения и легкость пайки. С точки зрения прочности представляется, что чем больше зона перекрытия, тем лучше. На самом деле, это не так: доказано, что, перекрытие, превышающее в два раза толщину более тонкого элемента, уже не делает соединение более прочным, а только затрудняет создание надежного соединения.

Причины следующие. Во-первых, паяный металл должен равномерно перетекать в зазор между деталями по всей длине и окружности соединения. Одним из препятствий является то, что чем длиннее перекрытие, тем дольше должен течь паяный металл, и тем больше у него возможностей улавливать газы, выделяющиеся при пайке труб. Это вызывает пустоты в стыке. Достаточная подача флюса и достаточно высокий равномерный нагрев соединения способствуют потоку паяного металла в соединение, но по мере увеличения перекрытия и увеличения диаметра обеспечить такой процесс труднее.
Во-вторых, припой начинает плавиться при более низкой температуре, чем температура расплава, называемая температурой солидуса. Чуть выше этой температуры паяльный наполнитель представляет собой смесь твердого вещества плюс жидкость. В таком высоковязком состоянии металл не может легко попасть в плотно прилегающее соединение.
По мере того как припой прогревается, он становится более жидким, достигая температуры ликвидуса. Жидкотекучесть увеличивается, поэтому заполнение зазора происходит значительно быстрее. Поэтому, тем меньше температура ликвидуса и разница её с температурой солидуса, тем оптимальнее припой.
Во время пайки небольшое количество меди растворяется в припое, а небольшое количество легирующих элементов припоя, наоборот, диффундирует в основной металл. Когда это происходит, химический состав припоя изменяется, и это снижает жидкотекучесть.
К счастью, процесс диффузии является более медленным по сравнению со временем, которое требуется для того, чтобы паяный металл перетёк в правильно нагретое соединение. Чем дольше шов находится при температуре пайки, тем больше состав припоя приближается к составу меди.
Монтаж водопровода из медных труб
Монтаж водопровода или системы отопления из меди мало чем отличается установки водопровода или отопления из других материалов. На первом этапе необходимы продуманная схема всей трассы, с хорошо выверенными углами и соединениями. Напомним: схема должна включать обязательное соединение с трубами основного стояка через шаровые краны, приборы учета, дополнительные выходы для будущей сантехники.
 Водопровод из медных труб
Водопровод из медных труб
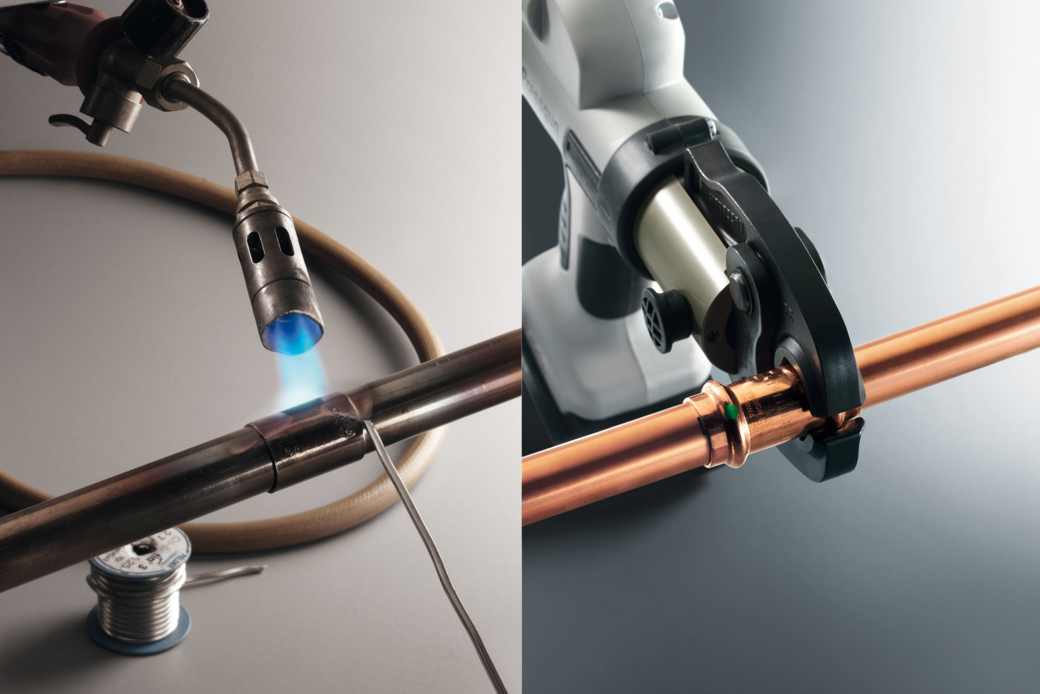
Выбор видов и размеров труб: отожженные и неотожженные, с резьбой 3/8 или 3/4, со стенками различной толщины: K, L, M. От подобных деталей может зависеть вес медной трубы, а значит, и всей конструкции водопровода в целом, однако суть монтажа в целом не изменится. Выбор технологии соединения медных труб: пайка или отжимные фитинги. Выбор всегда за потребителем, но коротко отметим: надежность соединения отжимных фитингов не отличается высокими показателями. Оно требует постоянного контроля, а фитинги – систематической подтяжки, тогда как паять медные водопроводные трубы – значит обеспечить им долговременную и непременную герметичность. Главное отличие – это способ соединения медных труб с помощью мягкого припоя: оно требует определенных навыков и оборудования.
Как правильно выбрать припой?
Верно подобранный припой поможет без особых усилий организовать коммуникационную систему любой сложности. Если речь идет о работе в домашних условиях, стоит воспользоваться материалом, расплавляющимся при низких температурах.
Применение высокотемпературных твердоплавких элементов в быту проблематично, так как требует разогрева рабочего сплава до 600-900 градусов. Добиться этого без специального оборудования достаточно сложно.
 Спайку пищевой меди можно проводить особыми припоями, не содержащими в составе токсичных, ядовитых и агрессивных элементов, способных навредить здоровью
Спайку пищевой меди можно проводить особыми припоями, не содержащими в составе токсичных, ядовитых и агрессивных элементов, способных навредить здоровью
Использование металлов и их производных, плавящихся при высоких температурах, связано с некоторым риском. В процессе обработки они могут повредить или даже прожечь медную трубу с тонкой стенкой.
Чтобы этого не случилось, есть смысл взять прочный, но низкоплавкий мягкий припой, а твердый вариант оставить для толстостенных медных коммуникаций.
 Когда на систему не ожидается больших нагрузок, совсем не обязательно использовать тугоплавкий припой, если это не обусловлено иными требованиями. В основных бытовых комплексах для создания надежного соединения вполне хватит мягких легкосплавных припоев
Когда на систему не ожидается больших нагрузок, совсем не обязательно использовать тугоплавкий припой, если это не обусловлено иными требованиями. В основных бытовых комплексах для создания надежного соединения вполне хватит мягких легкосплавных припоев
Для соединения медных труб в газовых сетях стоит выбирать серебросодержащие припои. Они обеспечивают максимальную прочность шва, нейтральность к вибрациям и высокую устойчивость к внешнему и внутреннему воздействию.
Заплатить за серебро придется немного дороже, но безопасность, надежность и долговечность системы со временем окупят все финансовые затраты.
Подготовка к пайке
Перед выполнением работ по сварке труб из меди необходимо подготовить:
- требуемое оборудование;
- дополнительные материалы.
Оборудование
Для пайки потребуется следующее оборудование для медных труб:
специальное устройство для резки материала. Медь является достаточно мягким металлом, поэтому труборез должен быть высококачественным. Для определения размеров труб также потребуются рулетка и маркер, а для правильного соединения труб между собой строительный уровень;

Приспособление для резки труб
фаскосниматель – устройство для обработки концов труб перед пайкой. Дополнительная обработка труб позволяет получить более прочное соединение. Фаскосниматель может быть отдельным оборудованием или встроенным в труборез;










Оборудование для обработки концов труб
труборасширитель. Трубопроводы изготавливаются из труб одного диаметра. Соединять отдельные участки труб в единую систему можно при помощи специальных устройств – фитингов – или непосредственно между собой без дополнительных приспособлений. Если фитинги для пайки медных труб не применяются, то для получения прочного соединения требуется несколько увеличить диаметр одной из соединяемых труб, для чего и применяется такое устройство, как труборасширитель;

Приспособление для увеличения диаметра на конце трубы
паяльник для медных труб – основное устройство, нагревающее материал для сварки. Чаще всего в качестве паяльника используется газовая пропановая горелка, которая может быть оснащена одноразовым или стационарным баллоном. Устройство с одноразовым баллоном используется для строительства бытовых трубопроводов своими руками. Горелки со стационарными заправляемыми баллонами применяются профессиональными мастерами, выполняющими сварку труб достаточно часто.

Инструмент для нагрева труб в процессе пайки
металлическая щетка (ершик) для очистки поверхности труб от загрязнений и окислов. Для лучшей обработки материала также можно использовать мелкую наждачную бумагу.

Приспособление для очистки труб перед пайкой
Приобретать необходимый инструмент для выполнения единичной работы, например сборки трубопровода дома, нецелесообразно, так как финансовые затраты на покупку устройство достаточно высоки. Любой инструмент можно взять в аренду в специализированных магазинах.
Материалы
Сварка медных труб осуществляется при помощи:
- припоя;
- флюса.
Припой – это специальный сплав, предназначенный для заполнения пространства между трубами в процессе пайки. Материал повышает прочность шва и позволяет увеличить срок службы трубопровода.
В зависимости от температуры плавления различают следующие виды припоев:
мягкий или низкотемпературный. Температура плавления сплава не превышает 300ºС. В основе применяемого сплава находится свинец. Дополнительно добавляются олово, цинк или серебро. Мягкая пайка подходит для трубопроводов с температурой проходящего вещества не более 110ºС и с давлением не более 16 атмосфер. Указанные параметры соответствуют бытовым водопроводам;

Низкотемпературный сплав для пайки медных труб
твердый или высокотемпературный. Применяется для трубопроводов с повышенным давлением или температурой проходящей среды, например, для системы отопления. В основе сплава находится медь. В качестве дополнительных металлов используются серебро, цинк, титан. Температура плавления такого припоя в среднем составляет 700ºС.

Высокотемпературный сплав для пайки трубопроводов с повышенными характеристиками
Твердая и мягкая пайка производится при помощи дополнительного вещества – флюса, который выполняет следующие функции:
- дополнительно очищает места пайки от окислов, препятствующих образованию прочного соединения;
- обезжиривает соединяемые участки трубопровода;
- увеличивает растекаемость используемого для пайки припоя, тем самым повышая прочность соединения;
- защищает место стыка труб от окисления в процессе использования трубопровода.
Флюс может быть:
- высокотемпературным (более 450ºС);
- низкотемпературным (менее 450ºС).
Вид флюса подбирается под определенный вид пайки соответственно.
Флюс может изготавливаться:
- в жидком виде;
- в твердом виде;
- в виде пасты.

Разновидности флюсов для пайки
Примеры готовых водопроводов из медных труб
На следующих фото несколько примеров, в которых водопровод из медных труб уже готов:
А здесь медная труба в системе тёплого пола (хоть и не совсем по теме раздела):
Монтаж медных труб своими руками относительно не сложен, однако водопровод из медных труб может себе позволить далеко не каждый – цена на медные трубы весьма высока. Кроме того, при низком качестве воды трубы окисляются, приобретают зелёный цвет, а окислы меди, попадающие в воду (питьевую), мягко говоря, не приносят пользы здоровью. Так что решать, использовать ли медные трубы в системе водоснабжения своего дома, конечно же, вам.







монтаж медных труб своими руками, водопровод из медных труб
Технология пайки мягким припоем
Перед тем, как паять медные трубы, необходимы несколько слов теории: если процесс пайки будет более осознанным, то и многие тонкости станут ясными по ходу выполнения работ. В быту и при монтаже водопроводных систем квартир используется так называемая «низкотемпературная», «мягкая» пайка: места пайки нагреваются до 250-300 С, что позволяет мягкому припою (обычно олову) расплавиться, однако эти температуры опасны и для медных труб, поэтому воздействие должно быть направленным и недолговременным.
 Мягкий припой медных водопроводных труб
Мягкий припой медных водопроводных труб
Зачистка труб непосредственно перед пайкой – это не простая эстетическая манипуляция, а обязательное условие, которое позволяет избавиться от продуктов окисления на металле и максимально эффективно осуществить сцепление материалов. При мягкой пайке возникает капиллярный эффект, при котором расплавленный припой мягкий для пайки медных труб ровно растекается по всей поверхности соединения независимо от того, в каком положении находится труба – горизонтальном или вертикальном. Рекомендуемый зазор между стенками трубы и фитинга строго установлен – 0,1-0,15 мм: большее расстояние требует большего количества припоя или вообще не даст капиллярного эффекта, меньшая – создаст излишнее препятствие для растекания припоя.
Избегаем ошибок

При пайке медных туб мастера-новички часто допускают ряд распространенных ошибок. Таковыми являются:
- Слабый прогрев элементов магистрали, вследствие чего плавление припоя происходит неполностью. Такое соединение разрушится при любой нагрузке.
- Чрезмерный перегрев медного сплава, наоборот, ведет к разрушению слоя флюса. Это, в свою очередь, приведет к образованию окиси и окалины на поверхности металла. Такой эффект также приведет к разрушению соединения.
- Игнорирование мер безопасности. Поскольку работа ведется с химическими элементами и при высоких температурах, то следует надевать защитные перчатки и маску.
- Собираясь проверить соединение, стоит убедиться, что туба в месте пайки остыла.
- При процедуре пайки стоит обеспечить хорошую вентиляцию помещения. Этого требует технология выполнения работ, поскольку пайка выполняется с применением агрессивных кислотных веществ.
- Защитная одежда из грубой ткани также не будет лишней, поскольку есть риск попадания на тело искр пламени и частичек припоя, что может привести к ожогу.
Видео: технология спаивания медных туб
Правила пайки меди
При потребности спаять медное изделие или изделие, содержащее медные компоненты, нельзя дать однозначный ответ, как и чем лучше всего это сделать. Выбор способа и инструментов зависит от множества факторов, таких как размер и масса деталей, их состав. Учитывается и нагрузка, которой должны подвергаться уже спаянные изделия. Способов пайки несколько, и лучше знать их все, чтобы при необходимости выбрать наиболее подходящий.
Пайка крупных деталей
Схема капиллярной пайки меди.
Если паять нужно массивные или крупные детали, которые нельзя прогреть до нужной температуры при помощи паяльника, используется горелка и медный припой. Флюсом в этом случае служит бура. Прочность медно-фосфорного припоя выше, чем у стандартного оловянного.
На механически зачищенную трубу или проволоку наносится тонкий слой флюса. На трубу после этого надевается фитинг, также механически зачищенный. При помощи газовой горелки место соединения греется до тех пор, пока медь, покрытая флюсом, не поменяет цвет. Флюс должен стать серебристого цвета, после этого можно вносить припой. Расплавляется припой мгновенно и проникает в щель между трубой и фитингом. Когда капли припоя начнут оставаться на поверхности труб, припой убирают.
Не следует перегревать трубы, так как это не способствует появлению большего капиллярного эффекта. Напротив, медь, нагретая до черноты, хуже поддается пайке. Если металл начал чернеть, нагрев следует прекратить.
Пайка проводов или проволоки
Чтобы спаять тонкие медные провода, нельзя использовать припой на основе хлорида цинка, так как он разрушит медь. Если никакого флюса в наличии нет, можно в этом случае растворить в 10-20 мл воды таблетку аспирина.
Схема сварки меди в среде инертных газов.
Медный же провод или детали из проволоки различного сечения могут быть с легкостью прогреты для нужной температуры при помощи паяльника. Температурный режим должен быть тот, при котором плавится припой, оловянный или свинцово-оловянный, им же и производится спайка. Флюсы должны содержать канифоль или быть изготовленными на ее основе, может быть использовано паяльное масло или даже сама канифоль.
Поверхность провода очищается от грязи и оксидной пленки, после чего детали пролуживают. Этот процесс включает в себя нанесение на разогретую медь тонким слоем флюса или канифоли, а затем и припоя, который при помощи паяльника распределяется по поверхности как можно ровнее. Детали, требующие соединения, соединяют и еще раз прогревают паяльником до тех пор, пока уже застывший припой снова не начнет плавиться. Когда это происходит, паяльник убирают и соединение остывает.
Детали можно зажать в тисках так, чтобы расстояние между ними составляло 1-2 мм. На детали наносят флюс и нагревают их. К зазору между раскаленными деталями подносят припой, который расплавится и заполнит собой зазор. Температура плавления у припоя для пайки этим способом должна быть ниже, чем температура плавления меди, чтобы детали не деформировались. Деталь остывает, затем ее промывают водой и дорабатывают при необходимости наждачной бумагой до гладкости и однородности.
Пайка посуды или запаивание отверстий в меди
При запаивании посуды пользуются чистым оловом, температура плавления которого выше, чем у припоя оловянного или с содержанием свинца. Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
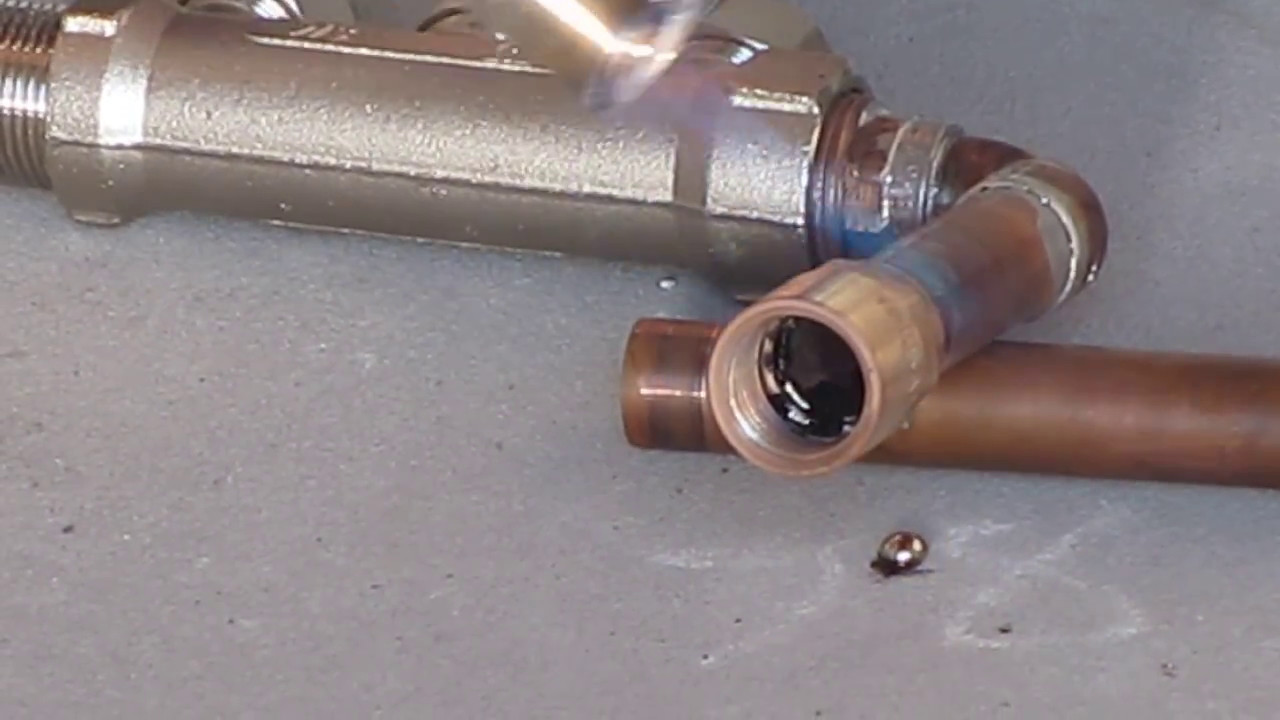
Изнутри в фитинге, как правило, присутствует кайма, препятствующая продеванию его на трубу насквозь. Ее можно удалить при помощи грубого напильника, если фитинг нужно надеть на трубу дальше предусмотренного и запаять таким образом ненужное отверстие.
Как вам статья?



