- Какие фитинги представлены на рынке
- Компрессионные фитинги
- Пресс-фитинги
- Капиллярные
- Монтаж медных труб для систем водоснабжения и отопления своими руками
- Подсчет фитингов
- Сборка
- Нюансы работы с медными трубами
- Требования к обработке и сварке труб
- О взаимодействии меди с другими металлами
- Недопустимые ошибки
- Варианты стыковки труб из меди
- Сварочная стыковка
- Соединение путем развальцовки
- Прессовочный метод соединения
- Соединения резьбового типа
- Предназначение тормозных трубок
- Способы соединения медных труб
- Секреты пайки газовой горелкой
- Соединение обжимными фитингами
Какие фитинги представлены на рынке
Монтаж медных труб своими руками считается простым занятием. При соединении таких трубопроводных изделий следует использовать фитинги под пайку viega.
В настоящее время используют 3 вида фитинга:
- компрессионные;
- пресс-фитинги;
- капиллярные.
Чтобы установить пресс-фитинги, необходимо воспользоваться набором клещей с разным диаметром и разными формами
Компрессионные фитинги
Компрессионные фитинги для медных труб имеют кольцо, которую используют при обжиме. Эта деталь поддерживает надёжную герметизацию трубок из меди. Такие фитинги из меди необходимо закручивать, используя определённый ключ и гайки.
Также, фитинги для медных труб под отжим могут быть 2 типов:
- Тип А. Применяется при возведении наземных трубопроводов, который сделан из полутвердой меди;
- Тип В. Такие обжимные фитинги для медных труб используют при сооружении различных коммуникаций — подземных и над землёй. В таком случае применяют мягкие трубки.
В итоге монтаж компрессионных фитингов является простым и удобным. В таком случае не нужно использовать разогрев и применять специальное оборудование.
Пресс-фитинги
При применении пресс-фитинга следует тот факт, что медь придаёт трубам высокую пластичность.
Пресс-фитинги восприимчивы к деформации, которая может появиться на трубопроводе при внешнем воздействии. Эти изделия, используемые при обжиме трубок, считаются самыми надёжными.
Стыковка медных трубок делается таким образом: сначала такие изделия из меди вставляют в пресс-фитинг, а затем его плотно обжимают специальными пресс-клещами.
Благодаря использованию подобной технологии создаётся надежное соединение.
Капиллярные
Капиллярные медные фитинги являются соединительными изделиями под пайку. Стыковку трубок из этих деталей делают в конструкции припоя.
Припой — это проволка, которая сделана из меди и находится под резьбой капиллярного фитинга.
Установку подобной детали делают таким образом:
- на трубку, которая заблаговременно покрыта флюсом, устанавливают фитинг;
- затем соединительный элемент нагревают горелкой. При этом все детали трубы следует хорошо прогреть, чтобы припой полностью расплавился и им были пропитаны все места стыковки таких изделий;
- после того как изделие из меди остыло, следует убрать с него лишние остатки припоя, применяя при этом наждачную бумагу.
Главным достоинством капиллярных фитингов является возможность быстрой установки без использования нагревательных приборов или горелки. Их устанавливают на объектах, на которых нельзя пользоваться горелкой, а также в цистерне или баке.
Соединение из таких фитингов считается более надёжным, чем сделанное при использовании компрессионных элементов
При прокладке трубопровода во всём доме следует установить несколько трубок. В таком случае следует применять труборасширитель для медной трубы, который имеет небольшую стоимость.
Также при установке таких трубок можно хорошо сэкономить в том случае, если делается отбортовка медных труб — изготовление своими руками муфта и фитингов для пайки. В таком случае можно сделать фитинги медные для пайки, используя такие инструменты, как отбортовщик и труборасширитель.
Для того чтобы самостоятельно сделать медные фитинги под пайку, можно приобрести набор труборасширителей медных труб — с ручным приводом или электрический.
Также при прокладке таких трубопроводных элементов применяют вальцеватель медных трубок. С помощью этого инструмента делают обкатку металла вокруг валика конкретного размера. Перемещая регулируемые валики к нерегулируемым, подбирают необходимый диаметр детали.









Вальцовка медных трубок даёт возможность создать заготовку необходимой формы из пластичных металлов или пластмассовых материалов.
ПОСМОТРЕТЬ ВИДЕО
Стоимость таких трубок зависит от сечения, толщины стенки, сорта меди и иных факторов. Средняя цена на медные трубы и фитинги начинается от 415 р./кг. По метражу – от 200 р./м. п.
Фитинги стоят 25 — 986 р./шт.
Монтаж медных труб для систем водоснабжения и отопления своими руками
- Перед монтажом необходимо порезать трубы на отрезки необходимой длины.
- Резать трубы для отопления лучше труборезом или ножовкой по металлу.
- Внутренняя поверхность трубопроводов должна быть очищена от заусениц и металлической стружки. Для выполнения этой задачи потребуется напильник и шабер.
- Место отреза необходимо выровнять, особенно в тех случаях, когда резка осуществлялась ножовкой по металлу, что немного деформирует трубу.
- Гнуть трубное изделие можно вручную или с использованием специального инструмента.
- Если в системе отопления предусмотрены изогнутые участки особенно сложной формы, рекомендуется использовать трубогиб. Такой изгиб убережет материал от нежелательного залома, который впоследствии может стать местом образования коррозии.
- Гнуть изделия следует с минимально допустимым радиусом.
- Радиус изгиба при выполнении работы труборезом должен составлять не менее 3, 5 диаметра трубопровода. Если гнуть трубы вручную, следует выполнять радиус изгиба не менее 8 диаметров.
Система отопления с медными трубами
Соединение элементов системы отопления из меди осуществляется двумя уже известными способами:
- Обжимными фитингами;
- Методом пайки.
Благодаря тому, что медь можно легко гнуть, монтаж выполнять несложно и потребуется небольшое количество фитингов. Однако необходимо помнить о некоторых правилах комбинирования материалов в системе отопления.
Если использования алюминиевых радиаторов невозможно избежать, необходимо выполнять переход через стальную трубу. Это поможет избежать начала образования коррозии при стыковке меди и алюминия. Что касается радиаторов из других материалов, к примеру, стальных или чугунных, подобных проблем не возникает.
Монтаж медных труб — это процесс, который может осуществляться по-разному. Существует несколько вариантов соединения таких изделий, которые включают в себя сборку, сварку и пайку. Разрешается применение фитингов других производителей, что может в определенных случаях уменьшить финансовые затраты.
Подсчет фитингов
Для того чтобы осуществить монтаж медных трубопроводов обязательно применяются фитинги. Они могут быть либо обжимными, либо паечными. В первом случае соединение будет разъемным, во втором — неразъемным.
Выбор фитингов будет также оказывать влияние на крепление всех элементов.
Сборка
После подсчета нужного количества фитингов начинается сборка труб. Для начала края изделий покрываются тонким слоем флюса. Процедура необходима для того, чтобы предотвратить процесс окисления, который обязательно возникает в момент нагревания элементов. Этот способ обработки предотвращает оседание на соединении посторонних веществ, негативно влияющих на прочность.
Обжатые фитингами концы труб при помощи специальных клещей зажимаются. Именно это давление осуществляет фиксацию.
Нюансы работы с медными трубами
Для выполнения монтажа внутренних трубопроводов в доме можно выбрать трубу из пластика, металлопластика либо нержавеющей стали. Но только аналог из меди способен прослужить без проблем и капремонта больше полувека.
Правильно смонтированные медные трубопроводные системы на практике исправно работают на протяжении всего срока эксплуатации, что отведен коттеджу или многоквартирному дому.
Трубам из меди не страшны длительные тепловые нагрузки, хлор и ультрафиолет. При промерзании они не трескаются, а при изменении температуры внутренней среды (воды, стоков, газа) не меняют своей геометрии. В отличие от пластиковых аналогов, медные трубопроводы не провисают. Это пластик подвержен расширению при высоких температурах, с медью подобного не происходит по определению.
У трубных медных изделий есть два недостатка – высокая цена и мягкость металла. Однако дороговизна материала окупается долгим сроком эксплуатации. А чтобы стенки труб не оказались повреждены изнутри эрозией, в системе обязательно должны устанавливаться фильтры. Если в воде не будет загрязнений в виде твердых частиц, то и проблем с разрушением трубопроводов не возникнет.










Требования к обработке и сварке труб
При работе с медными трубами необходимо соблюдать следующие правила:
- Монтируя пайкой водопровод ХВС или ГВС, следует исключить использование свинцового припоя – свинец слишком токсичен.
- Скорость потока воды должна быть не выше 2 м/с, иначе мельчайшие частицы песка или иного твердого вещества постепенно начнут разрушать стенки трубы.
- При использовании флюсов после завершения монтажа трубопроводная система в обязательном порядке подлежит промывке – флюс является агрессивным веществом и будет способствовать коррозии трубных стенок из меди.
- При пайке нельзя допускать перегрева места соединения – это может привести не только к формированию негерметичного стыка, но и потере прочности медного изделия.
- Переходы труб с меди на другие металлы (сталь и алюминий) рекомендуется выполнять посредством латунных либо бронзовых фитингов-переходников – в противном случае стальные и алюминиевые трубы быстро начнут коррозировать.
- Грат (наплывы металла) и заусенцы в местах резки подлежат обязательному удалению – их наличие приводит к образованию в водяном потоке турбулентных завихрений, что способствует эрозии и уменьшению эксплуатационного срока трубопровода из меди.
- При подготовке медных труб к соединению категорически запрещается применять абразивы – их оставшиеся после монтажа внутри частицы приведут к повреждению металла и образованию свища.
Если в системе водопровода либо отопления в доме помимо медных есть также трубы или элементы из иных металлов, то водяной поток должен идти от них к меди, а не наоборот. Ток воды от меди к стали, цинку либо алюминию приведет быстрой электрохимической коррозии участков трубопровода из последних.
Благодаря пластичности и прочности металла медные трубы без проблем подвергаются резке и сгибанию. Поворот трубопровода можно выполнить как путем использования трубогиба, так и с помощью фитингов. А для устройства разветвлений и соединений с различными приборами существует множество деталей из термостойких пластмасс, латуни, нержавейки и бронзы.
О взаимодействии меди с другими металлами
В большинстве частных домов бытовые водопроводы собраны из стальных и алюминиевых труб. В отопительных системах также присутствуют радиаторы из стали или алюминия. Неправильная врезка в подобную разводку труб из меди чревата немалыми проблемами.
Самый оптимальный вариант монтажа – это применение труб и приборов исключительно из меди и ее сплавов. Сейчас без проблем можно найти биметаллические алюминиево-медные радиаторы, а также соответствующие фитинги и запорную арматуру. Совмещать разные металлы стоит только в крайних случаях.
Если совмещение неизбежно, то медь должна быть замыкающей в цепочке элементов трубопровода. Избавить ее от способности проводить электроток невозможно. А при наличии даже слабого тока этот металл создает со сталью, алюминием и цинком гальванические пары, что неизбежно ведет к преждевременной их коррозии. При монтаже водопровода между ними обязательно нужно вставлять переходники из бронзы.
Еще она потенциальная проблема – кислород в воде. Чем больше его содержание, тем быстрее коррозируют трубы. Это касается трубопроводов как из одного металла, так и сделанных из разных.
Нередко владельцы коттеджей допускают серьезную ошибку, часто меняя теплоноситель в отопительной системе. Это только приводит к добавлению совершенно ненужных порций кислорода. Лучше всего воду не менять полностью, а доливать ее, когда возникает необходимость.
Недопустимые ошибки
Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса важно стараться не пропустить ни одного малейшего участка поверхности, ведь любой дефект может стать причиной плохого контакта. Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность
Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность
Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность.
Варианты стыковки труб из меди
При сборке отопления применяют различные методы монтажа. Так, стыковка медных труб производится разборным и неразборным методом. В первом случае используются фланцы, резьбовые крепления, фитинги, фиксирующиеся автоматически. При конструировании неразборной системы отопления прибегают к помощи прессования, пайки и сварки.
Сварочная стыковка
Давайте разберем процесс сварочного соединения медных труб. Такой прием стыковки применяется к трубам с диаметром от 108 мм. Толщина стенок отопительного материала должна составлять не менее 1,5 мм. Производить сварочные работы, в данном случае, необходимо только встык, при этом надлежащая температура должна равняться 1084 градусам. Стоит добавить, что данный вариант установки отопления не рекомендуется производить своими руками.
На сегодняшний день строителями применяется несколько видов сварочных работ:
- Газовая сварка с применением горелок ацетиленокислородного типа.
- Сварка с плавящимися электродами, выполняемая в среде инертных газов – аргона либо гелия.
- Сварка, при которой используются неплавящиеся электроды.
В большинстве случаев для стыковки элементов из меди используется дуговой метод сварки. Если трубы, которые планируется применять для сборки трубопровода, изготовлены из чистой меди, то здесь необходимо использовать неплавкие вольфрамовые электроды в среде аргона, азота или гелия. При сварке элементов из меди процесс должен проходить быстро. Это предотвратит образование на металлической основе трубы различных окислений.









Сварочная стыковка медных труб
Чтобы придать прочность такому соединению, по завершению стыковочных работ рекомендуется провести дополнительную проковку полученных соединений.
Соединение путем развальцовки
Случается, что применение сварочных горелок при монтаже отопительных систем создает некоторые неудобства. В этом случае рекомендуется прибегать к помощи развальцовки соединений медных труб. Данный метод монтажа получится разъемным, что сыграет положительную роль в случае вынужденной сборки отопления.
Операция такого рода потребует обязательного наличия приспособления для развальцовки. О том, как соединить трубы отопления путем развальцовки, мы постараемся подробно расписать далее:
- для начала зачищается наконечник трубы для того, чтобы удалить с ее поверхности задиры и заусеницы, образовавшиеся при распиле материала;
- на трубе фиксируется муфта;
- далее трубу вставляют в зажимное устройство, с помощью которого производится дальнейшая развальцовка;
- затем следует начать зажимать винт инструмента до той поры, пока угол торца трубы не достигнет 45 градусов;
- после того, как область трубы будет готова к соединению, следует подвести к ней муфту и зажать гайки.
Более наглядно о процессе можно узнать из представленного видео.
Прессовочный метод соединения
Кроме всех вышеперечисленных методов монтажа труб отопления существует также и прием прессования. Для стыковки медных элементов в этом случае необходимо вставить до упора подготовленный ранее конец трубы в муфту. После этого потребуется применение гидравлического или ручного пресса, посредством которого осуществится фиксация труб.
Если отопление планируется собрать из толстостенных труб, потребуются пресс-фитинги со специальными обжимными гильзами. Данные элементы дают возможность обжать трубы и фитинги для отопления изнутри, в то время как наружные уплотнители дадут отличную герметичность конструкции.
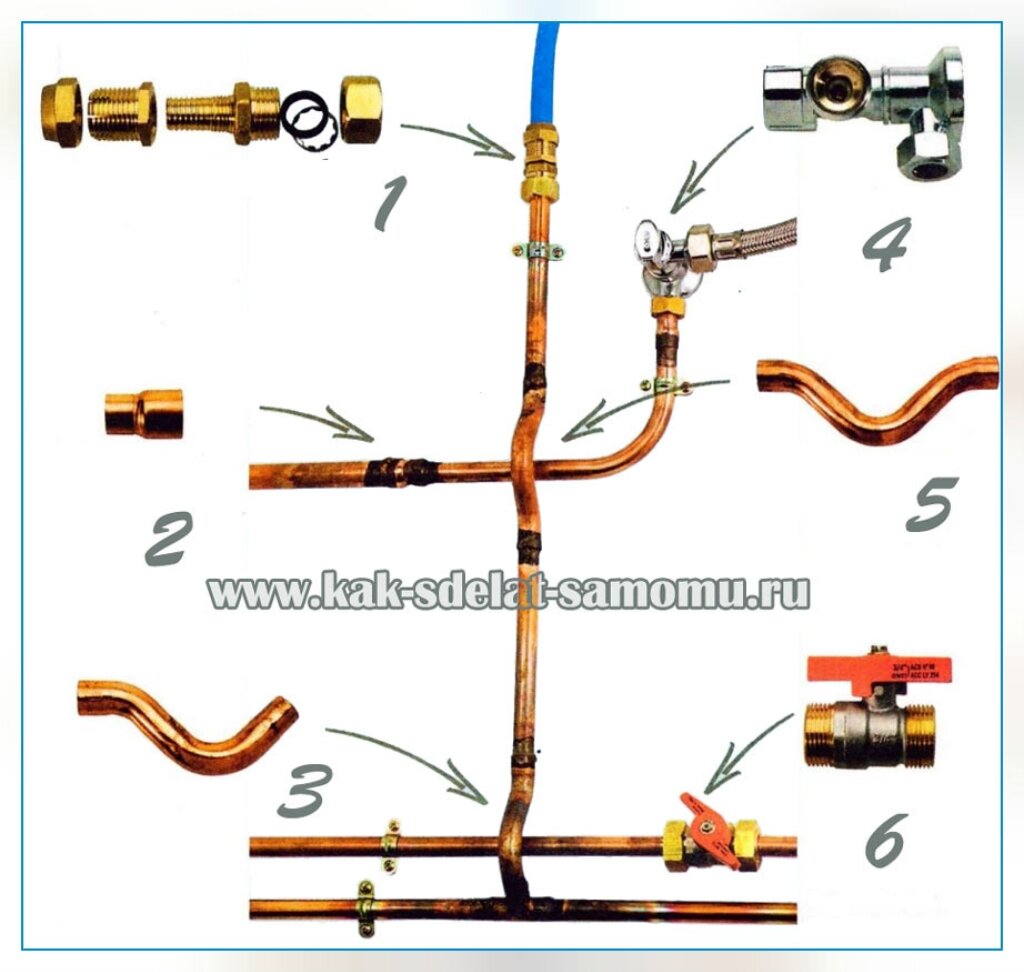
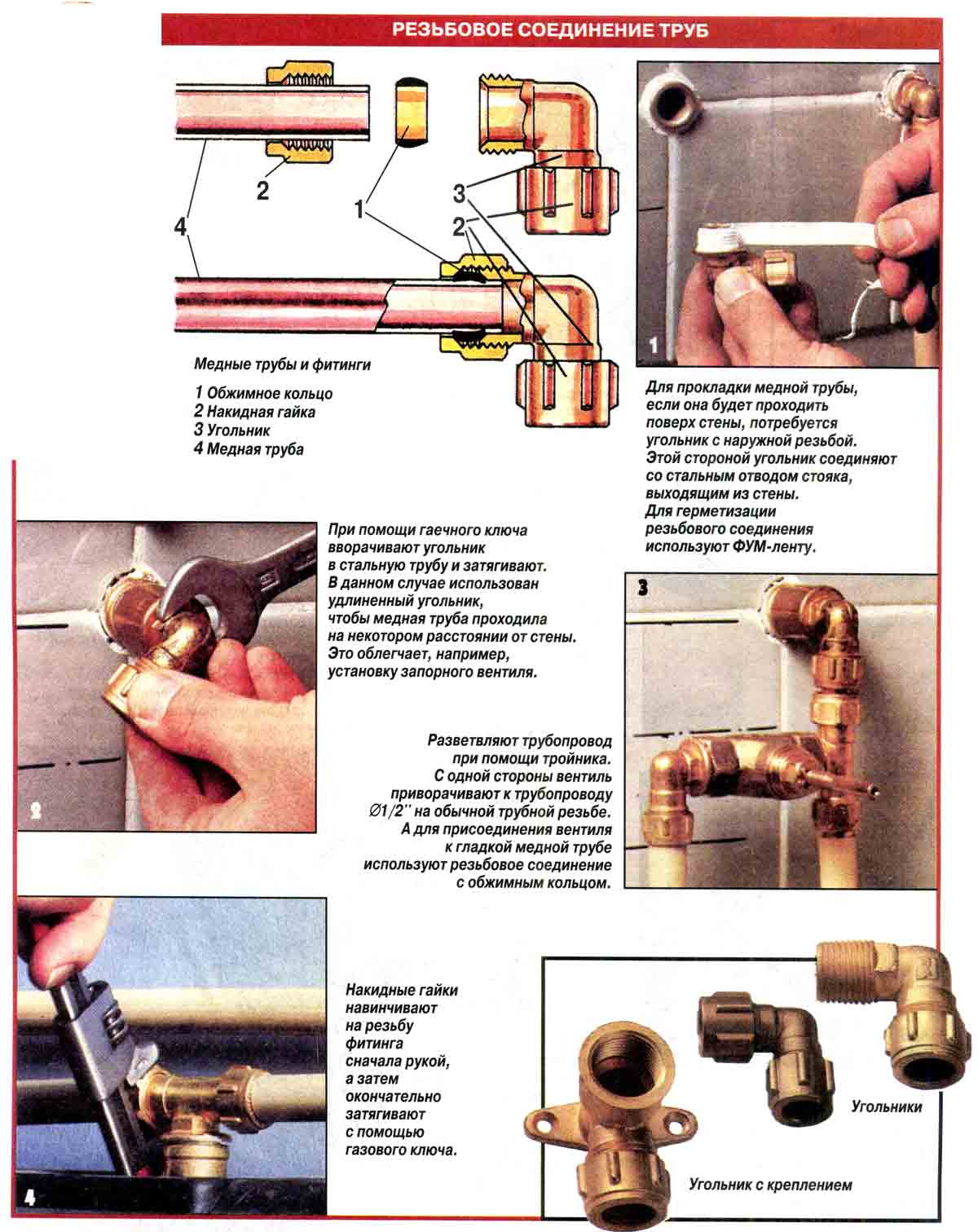
Соединения резьбового типа
К сожалению, медных труб с резьбовыми соединениями на рынке найти невозможно, а потому для стыковки частей теплосистемы принято использовать фитинги, которые имеют накидную гайку.
Для стыковки медных труб с трубами из других материалов применяют бронзовые или латунные фитинги с резьбой. Их использование исключает возможность гальванической коррозии. В том случае, если трубы различаются по диаметру, прибегают к помощи специальных расширителей.
Учитывая виды применяемых на сегодняшний день уплотнений для отопительных систем из меди, существует два типа резьбовых соединений:
- Уплотнения конического типа («американка»). Данные элементы рекомендуются для монтажа отопления в условиях высоких температурных показателей.
- Соединения плоского типа. Такие материалы предусматривают в своей конструкции уплотнители, изготовленные из различных по цвету полимерных материалов. Прокладки раскрашиваются в разные цвета для обозначения температур, при которых можно работать с такими элементами.

Схема выполнения соединения медных труб
Предназначение тормозных трубок
Любая гидравлическая система нуждается в наличии магистралей, по которым жидкость подаётся в рабочие механизмы. Тормозная система автомашины не является исключением, но здесь имеются свои особенности. Связаны они как с конструкцией тормозов, так и техническими характеристиками используемой рабочей жидкости, к которой предъявляются весьма жёсткие требования:
- она должна не закипать при температурах, превышающих 200 градусов;
- не терять текучесть в сорокаградусный мороз;
- не быть агрессивной к резиновым деталям тормозной системы;
- не приводить к коррозии.
Последний пункт особенно важен для тормозных трубок, являющихся неотъемлемой частью ТС современного автомобиля. Рассмотрим принцип работы типовой тормозной системы.
Алгоритм остановки транспортного средства связан с выполнением следующих действий:
- водитель при возникновении необходимости снизить скорость движения машины вплоть до полной её остановки нажимает с соответствующим усилием на педаль тормоза;
- шток педали напрямую воздействует на поршень главного тормозного цилиндра, приводя его в действие;
- поршень, двигаясь в цилиндре, воздействует на тормозную жидкость, создавая определенное явление;
- жидкость, сжимаемость которой близка к нулю, движется по магистрали и воздействует на тормозные цилиндры, расположенные на каждом из колёс;
- поршни передают импульс движения на тормозные колодки, которые, прижимаясь к дискам, и создают тормозное усилие, притормаживая вращение колёс.
В этой цепочке тормозные трубки являются составной частью гидромагистрали, по которой движется рабочая жидкость. Их задача – не допустить подтеканий ТЖ, поэтому особое значение приобретает качество их соединения с другими элементами тормозной системы. Вот для этого и используется технологическая операция, называемая развальцовкой.









Её сущность заключается в деформировании оконечного участка трубки таким образом, чтобы равномерно увеличить её диаметр (противоположная операция, заключающаяся в сужении диаметра кончика трубки, называется завальцовкой). Развальцовка нужна для того, чтобы обеспечить максимально герметичное соединение трубок друг с другом или трубки с коллектором.
Поскольку, как мы уже отмечали, тормозные трубки подвержены механическим воздействиям, они могут получить повреждение, ставшее причиной разгерметизации системы – в этом случае требуется немедленная операция по их замене. Естественный износ – более распространённая причина замены этой компоненты тормозной системы.
Сама процедура развальцовки трубки состоит из трёх этапов:
- определение требуемого зазора между трубной решёткой и кончиком трубки;
- развальцовка и трубки, и трубной решётки;
- снятие демпфирующей нагрузки с внутренних стенок трубки.
Технология деформации требует, чтобы металл тормозной трубки подвергался так называемой пластической деформации, а металл решётки – упругой деформации. Для обеспечения этого условия решётка изготовляется из более твёрдого металла, что позволяет после завершения этапа развальцовки трубной решётке целиком «обхватить» трубку.
Обеспечение требуемой герметичности такого соединения осуществляется посредством применения метода контактного давления, образующегося между наружными поверхностями контактирующих деталей. В некоторых случаях технология соединения развальцованных кончиков труб предполагает использование сварки – такой метод называют комбинированным.
В заводских условиях развальцовка осуществляется с применением специального станка, оснащённого приводом гидравлического, пневматического или электрического типа, предусматривающего возможность контроля за скоростью вращения. Именно на привод ложится задача обеспечения требуемой надёжности соединения.
При замене тормозных трубок развальцовка осуществляется с использованием специального инструмента, который можно приобрести в автомагазине.
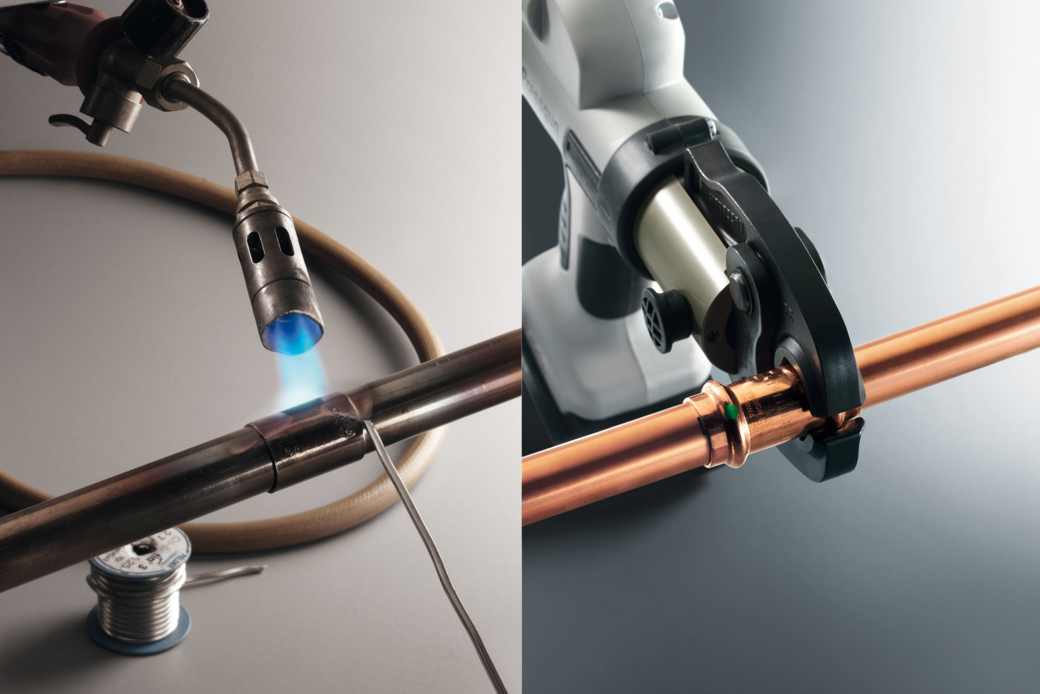
Способы соединения медных труб
На практике применяют один из двух способов сборки медных трубопроводов – посредством пайки или механического обжима.
Секреты пайки газовой горелкой
Выбирая способ пайки для монтажа системы, необходимо учесть следующее: все соединения, выполненные таким образом, являются неразъёмными. Пайка обеспечивает высокий процент гарантии плотности, но накладывает некоторые ограничения на техническое обслуживание. Зачастую невозможно модернизировать систему без дополнительных сложностей.
Так, в случае необходимости изменения какой-то части водопровода (системы отопления), например, по причине внедрения нового оборудования, могут возникнуть сложности. Придётся вновь применять газовую горелку и технику пайки лишь для того, чтобы получить возможность внедрить в систему муфту, тройник или иную деталь.
Поэтому паяные соединения используются в проектах скрытого водопровода, замурованного в стенах или под полами.
Процесс пайки неразрывно связан с работой газовой горелки (открытый огонь и продукты горения). Поэтому не всегда такая методика подходит для монтажа, особенно в помещениях, где ранее была выполнена чистовая отделка.
Пошаговый процесс монтажа пайкой:
- Две трубы отрезаются по размеру. Торцевая область зачищается от заусенцев.
- Концевая часть одной из труб расширяется калибратором – делается раструб.
- Металлической щеткой и наждачной бумагой зачищают места пайки до блеска.
- Зачищенные поверхности обрабатываются раствором флюса.
- Обработанные части вставляются одна в другую.
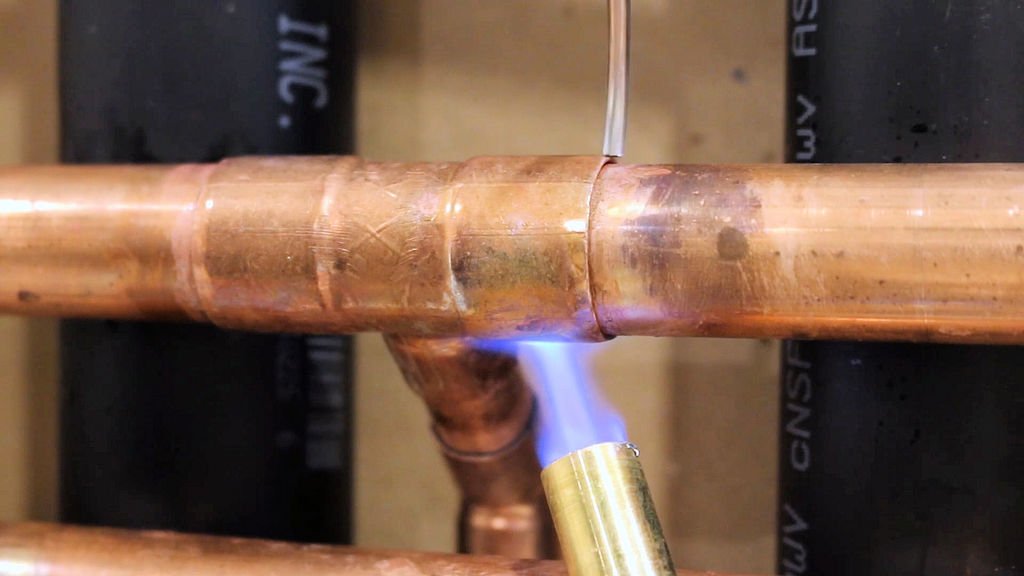
- Место соединения нагревают горелкой до температуры плавления припоя (350-500ºС).
- Концом прутка припоя касаются нижней кромки раструба.
Под воздействием высокой температуры припой расплавляется и устремляется в область зазора между стенками патрубка и раструба за счёт капиллярного эффекта, создаваемого испарениями флюса. Так получается аккуратное и качественное паяное соединение. Это лишь один из примеров пайки соединения «труба-в-трубе».
Таким же образом осуществляется пайка с фитингами и прочими элементами.
Пошаговый инструктаж пайки медных труб, а также технические нюансы проведения работ приведены в этой статье.
Соединение обжимными фитингами
Куда проще и легче заниматься монтажом медных труб своими руками, если при этом пользоваться другой широко распространенной технологией – механическим обжимом. Для создания соединения медных труб в этом случае используются специальные фитинги.










Примерно такие же элементы применяются в работе с полипропиленовыми трубами. Но для меди делают немного другую конструкцию обжимного кольца – цельную, без разреза.
Обжимные фитинги изготавливаются из латуни. Если судить по степени пластичности материалов, эти значения для меди и латуни практически одинаковы
Важной особенностью парной связки латунь-медь является почти полное отсутствие гальванической связи между материалами
Этим фактором гарантируется чистота соединения в процессе эксплуатации – отсутствие окислов, коррозии и т.п.
Совсем иначе обстоит дело с алюминием. Этот металл, в отличие от латуни, гальванически связывается с медью. При условиях, когда водопроводная вода насыщена солями, то есть является активным электролитом, образуется благоприятная среда возникновения электрохимической реакции.
Под воздействием такой реакции алюминий разрушается. Поэтому прямая связь медных труб и алюминиевых батарей отопления (или других приборов из алюминия) нежелательна. Следует использовать, например, стальные переходы.
Монтаж фитинга обжимом:
- Концевая область трубы зачищается от заусенцев.
- На конец трубы надевается гайка, обжимное кольцо, фитинг.
- Гаечным ключом под нужный размер фитинг удерживается в одном положении.
- Вторым гаечным ключом гайка наворачивается на резьбу фитинга.
Плотность соединения достигается за счёт равномерного прижима обжимного кольца по диаметру медной трубы. Не рекомендуется применять крайнюю силу в процессе затяжки гайки. От места начального упора достаточно протянуть гайку на 1-2 оборота.
Преимущества применения пресс-соединителей – их можно при необходимости разобрать и собрать вновь. Но вместе с тем, на качество уплотнения таких соединений оказывают влияние изменения температуры внешней и внутренней среды.
Нередко по причине температурных перепадов обжимные соединения дают течь. Устраняется такой дефект просто и быстро – подтяжкой накидной гайки.
Однако для скрытого монтажа водопровода методика обжимных цанговых соединений медных труб явно не подойдёт.
Как вам статья?



