- Этапы работ
- Типы соединений труб из ПЭ
- Особенности
- Контролируем качество сварного шва
- Параметры сварки и последовательность операций
- Еще по этой теме на нашем сайте:
- Инструкция по сварке
- Базовые правила
- Электромуфтовое соединение
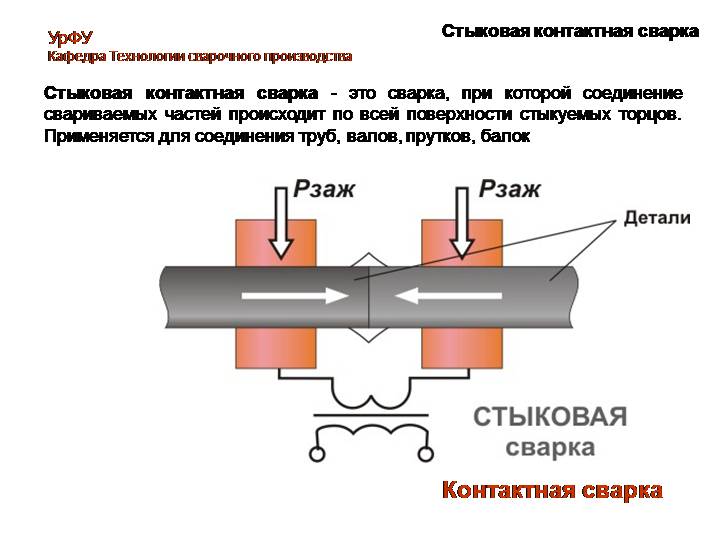
- Стыковая сварка
- Раструбная технология
- Диффузионный способ пайки ПЭ труб
- Как согнуть или выпрямить изделие
- Обзор способов разгибания трубы
- Эффективные методы, позволяющие согнуть заготовку
- Стыковая сварка
- Сильные стороны применения электромуфты
Этапы работ
Сварка полиэтиленовых магистралей своими руками возможна методом электромуфты.
Инструкция может быть представлена следующим образом:
- подготовка;
- фиксация центратором и установка муфты;
- подключение сварочника к муфте;
- сварка;
- удаление аппарата из-под соединения.

Несмотря на то, что сварка предполагается в домашних условиях, торцы нужно все равно обрезать специальным инструментом – труборезом. Это позволит получить лучшую соосность при соединении. Оксидный налет с места соединения удобнее удалить ручным скребком или использовав пруток. Удаляемый слой должен составить около 200 мм от края труб. Полученную стружку нужно снять этим же скребком. Стыкуемые детали нужно обезжирить спиртом. На этом этапе можно применить специальные салфетки. Для наиболее точного размещения в центраторе магистраль можно разметить в соответствии с габаритами муфты. По этим значениям трубы и муфту будет удобнее закрепить.

Собранную конструкцию нужно фиксировать с соблюдением техники безопасности. К разъемам на муфте нужно подключить клеммы сварочного аппарата. Устройство включается и производится распознавание штрих-кода, который есть на поверхности муфты. Режим большей части сварочников автоматический. Период нагрева и охлаждения муфты задается как раз в момент распознавания шифра. Ход сварки запустится после того, как код будет считан, а окончится с подачей звукового сигнала. Для остывания трубы ее нужно оставить в покое на семь минут. Только после этого можно освободить зажимы с центратора, а оборудование вытащить из-под места пайки.

Типы соединений труб из ПЭ

Полиэтиленовые трубы можно соединять в единую магистраль при помощи разных способов. При этом каждый из них пригоден для конкретных условий.
- Так, стыковка туб из ПНД при помощи фитингов и муфт (раструбная сварка) используется в основном для устройства внутренней части системы водопровода в доме.
- Монтаж трубопровода своими руками с помощью стыковой сварки. Этот способ используется для монтажа протяженного участка коммуникации наружного назначения. При этом трубы можно укладывать и по поверхности грунта, и в траншею с последующим закрытием их грунтом.
- Электромуфтовая сварка. Этот способ соединения туб из ПНД производят с помощью специальных пластиковых муфт со встроенными в них спиральными элементами, которые нагреваются в результате подачи тока к ней.
Рассмотрим подробнее каждый из способов.
Особенности
Основная сложность в том, что эксплуатационные и технологические качества полиэтиленовых труб во многом схожи с качественными характеристиками труб из полипропилена. Они также не подвержены коррозии. Внутренняя поверхность труб не покрывается налетом. Трубы имеют высокую химическую стойкость. Материал экологичный, имеет длительный срок службы.


Из отличий профессионалы отмечают низкую термостойкость. Поэтому трубы ПНД используются только для систем холодного водоснабжения и вентиляции. Иногда их применяют для монтажа газопроводов. Применение полиэтиленовых труб возможно при транспортировке в среде свыше 40-50 градусов. Исключение представляет сшитый полиэтилен, который допускается эксплуатировать при температуре до +95 градусов. Полиэтиленовые трубы имеют отличную морозоустойчивость, что позволяет применять их при температурах до -70 градусов.

ПНД представлены в продаже диаметром от 20 до 1200 мм. Благодаря разнообразию вариантов они получили широкое распространение в самых разных сферах. Кроме водопроводов, магистрали большого диаметра покупают и для канализации, причем как для внутренней, так и для внешней.










Технические характеристики труб ПНД определяются свойствами основы – полиэтилена низкого давления. Он легкий, что делает проще монтаж трубопровода, устойчив к давлению в десятки атмосфер. Из отрицательных качеств материала стоит отметить ограниченную возможность использования при температурах ниже нуля (ПНД стекленеет), а при повышенных температурах (более 40 градусов) ПНД утрачивает жесткость. При нагреве до 70 градусов основа из полиэтилена прибавляет в размерах, но немного.

Сортамент ПНД регулируется ГОСТом, который был опубликован еще в 2001 году. Вся маркировка, наносимая на одну из поверхностей магистралей, соответствует стандартам. Маркировка очень упрощает выбор нужных вариантов. Первые буквы включают название поставщика, далее – сортамент ПЭ, величину, например, 1000 мм. Таблица также содержит обозначение толщины магистралей, возможное рабочее и максимальное давление, дату выпуска и номер партии.

Технологическая карта маркировок содержит и цветовые обозначения в виде полос. Если раструб окрашен в желтый цвет, трубы можно использовать для газопроводов, если полоса синяя, то из труб можно проложить только водопровод. Схема подключения труб составляется с учетом стандартных отрезков, имеющихся в продаже – от 5 до 25 метров. Магистральные водопроводные трубы обычно делаются на заказ, имеют длину до 0,5 километра, поэтому содержат минимальное количество соединений.

Контролируем качество сварного шва
При монтаже сварных соединений любым из описанных выше методов очень важно правильно оценить, насколько качественным получился сварной шов. От этого зависит, можно ли будет использовать этот участок трубопровода, или придется все переделывать

Деталь с двумя правильными сварными швами
Критериев оценки на самом деле не так много, и запомнить их довольно просто:
- Самый главный признак качества — наличие равномерного валика из полиэтилена по всей окружности трубы. Если валик будет искривленным, или же вместо валика будет впадина, пользоваться соединением нельзя;
- Следующий важный фактор – соосность. Небольшое смещение стыкуемых деталей допускается, но оно не должно превышать 10% от толщины трубной стенки;

Фото дефектного участка при несоблюдении соосности
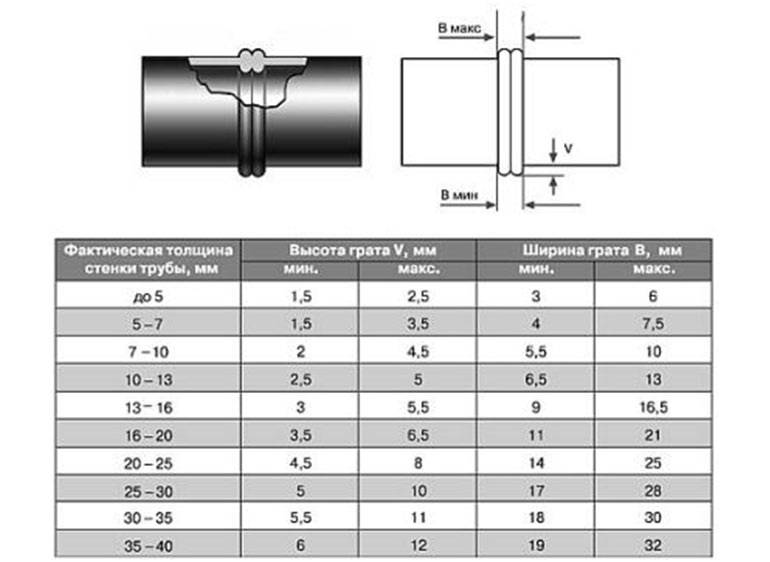
- Высота валика из расплавленного полиэтилена также лимитируется. Для труб со стенками 5 – 10 мм эта величина составляет 2,5 – 3 мм, для труб со стенками до 20 мм – 5 мм и менее.
Конечно, если вы монтируете трубопровод низкого давления или безнапорные коммуникации, то небольшим отступлением можно и пренебречь, но делать этого все-таки не стоит. Куда проще сделать новое сварное соединение, чем впоследствии ремонтировать эксплуатируемую трубу.






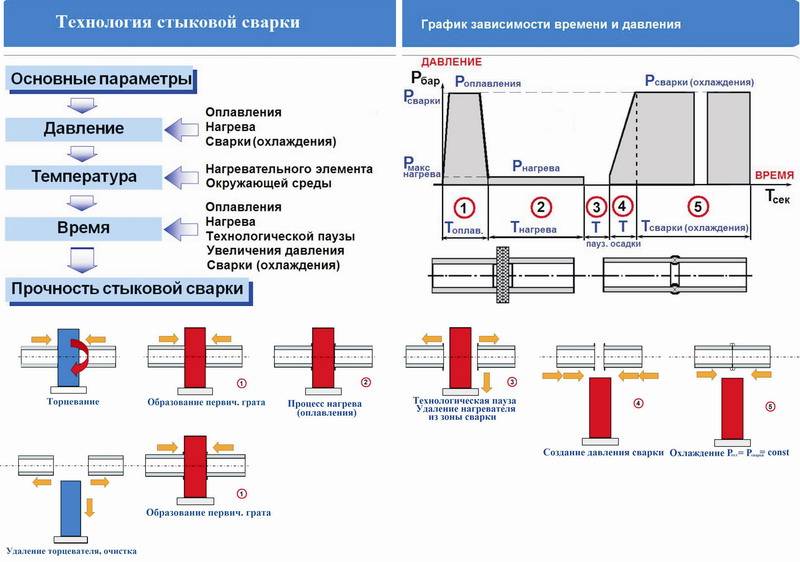
Параметры сварки и последовательность операций
К параметрам стыковой сварки относятся:
- Степень давления на торцы.
- Температура, при которой плавится материал. Зависит от марки.
- Усилие, с которым торцы прижимаются к нагревательному элементу.
- Длительность процесса.

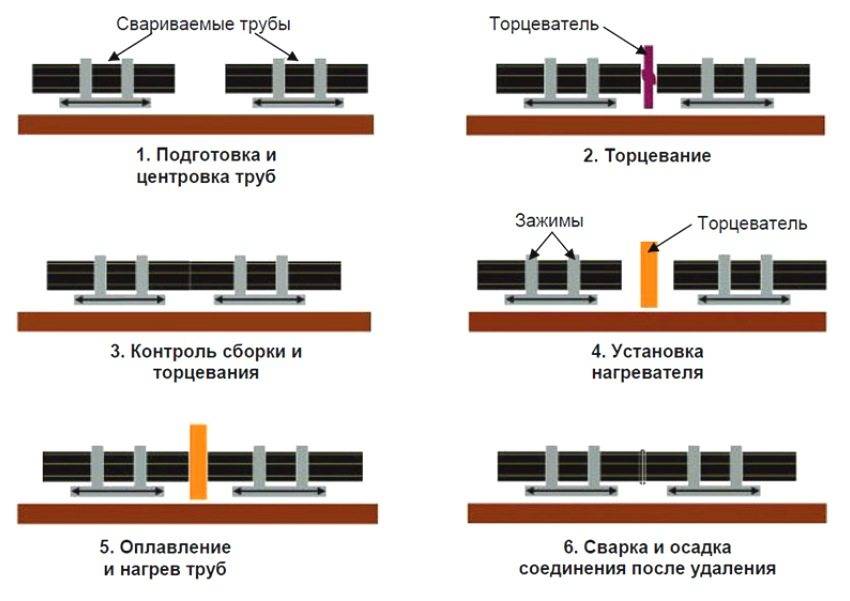
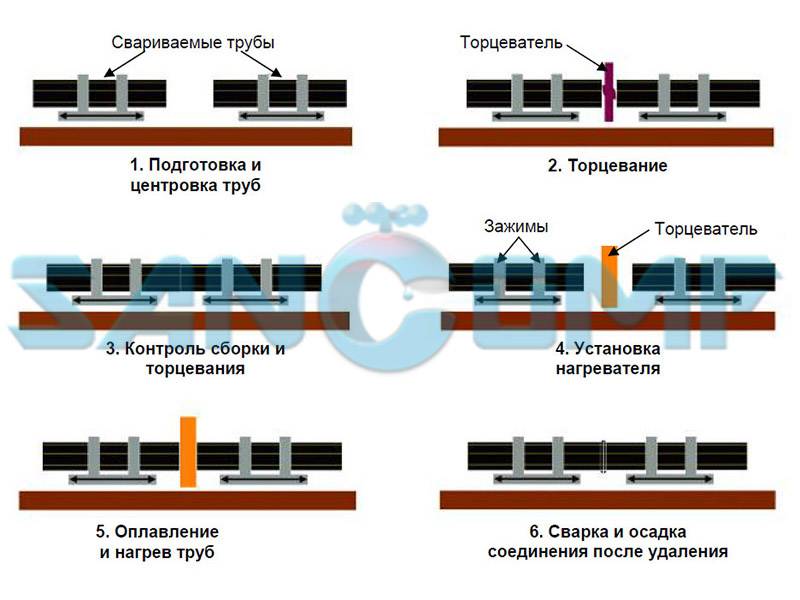
Последовательность операций:
- Первым этапом сварки полиэтиленовых труб является очищение концов труб, которые будут соединяться.
- Закрепление труб в центраторе устройства, где будет выполняться сварка полиэтилена. Обработка торцов труб резцом, чтобы обеспечить перпендикулярность оси. При этом проверяются готовые заготовки, чтобы отсутствовали зазоры.
- Нагревание торцов труб при помощи сварочного зеркала до температуры плавления, которая составляет около 220 °C.
- Прижатие торцов труб с необходимым усилием.
- Извлечение готовой трубы из устройства.
Для того чтобы понять, как происходит сварка пластиковых труб, видео на нашем сайте даст более подробную информацию. Таким образом, вы сможете самостоятельно выполнить работу при наличии необходимого оборудования.
Еще по этой теме на нашем сайте:
- Сварка полипропиленовых труб – видео процесса Благодаря своей невысокой стоимости и простоте соединения, пластиковые трубы занимают лидирующую позицию в монтаже тепловых и водопроводных систем. В сравнении с металлическими конструкциями, полипропиленовые трубы…
- Виды электродов для сварки — сварка электродами на видео Сварочный электрод представляет собой разной длины металлический стержень, используемый в процессе сварки деталей из самых различных материалов. Их основное предназначение – подвод электрического тока к…
- Сварка для начинающих — видео уроки Под словом сварка общепринято понимать технологический процесс, где в результате нагревания устанавливается межмолекулярная и межатомная связь между частями. Таким образом, соединяются непосредственные материалы. В основном…
- Сварочные работы видео уроки — смотрим уроки сварки инвертором для начинающих сварщиков Начинающим специалистам стоит просмотреть сварочные работы видео уроки для того, чтобы избежать распространённых ошибок, и сделать свою работу качественной и безопасной. Всегда нужно помнить, что…
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Инструкция по сварке
Если вы выбрали полиэтиленовые трубы, поступили мудро, но теперь их еще нужно грамотно установить. Давайте учиться
Базовые правила
Вне зависимости от того, какая технология вами выбрана – электромуфтовая или стыковая сварка полиэтиленовых труб, необходимо придерживаться таких важных принципов:
- Соединяемые элементы должны быть совместимыми (и по составу, и по физическим параметрам).
- Сварка встык полиэтиленовых труб может производиться только, если части имеют одинаковый диаметр и равную толщину стенок.
- Края следует тщательно очистить и обезжирить.
- Концы конструкций, не задействованные в процессе соединения, необходимо закрыть заглушками, дабы избежать воздействия холодного воздуха, негативно влияющего на процесс.
- Во время работ нужно минимизировать воздействие внешней среды, а именно:
- в жару не допускайте попадания солнечных лучей на область соединения;
- в ветреную погоду создайте преграду для порывов воздуха;
- в холодное время помещение для работ рекомендовано обогреть.
- Во время сварки и остывания конструкции исключите механическое воздействие на систему.
А теперь рассмотрим в деталях, что собой представляет технология сварки полиэтиленовых труб встык и при помощи электромуфтового метода.
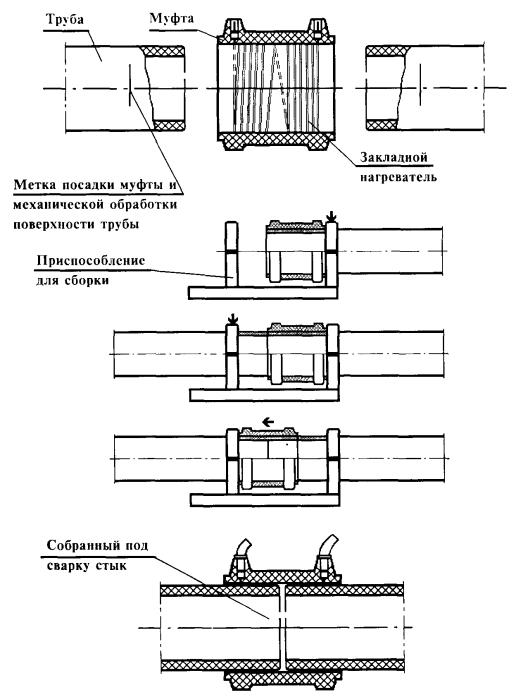
 Фотофрагмент электромуфтовой методики: присоединенные нагреватели
Фотофрагмент электромуфтовой методики: присоединенные нагреватели
Электромуфтовое соединение
Такой вид сварки, называемый также терморезисторным, используют для крепления элементов разной толщины стенок и диаметра, а также для установки безнапорных трубопроводов – установок дренажа, самотечной канализации и т.д.
Для соединения по данной технологии потребуются специальные – электросварные фитинги. А теперь запоминайте порядок работ.
- Разработайте проект системы.
- Рассчитайте необходимое количество труб и других деталей.
- Произведите закупку.
- Нарежьте конструкцию на части предполагаемой планом длины. Следите, чтобы срез был выполнен ровно, избегайте затекания расплавленного материала внутрь системы.
- Подготовьте и очистите детали, включая муфты. Не будет лишним обезжирить поверхность элементов при помощи спирта, нанеся его на кусок ветоши.
- Если поверхность элементов окислена, удалите лишнее при помощи специального скребка.
- Закрепите элементы в позиционере, помня о соосности.
- Во избежание попадания пыли обмотайте место соединения липкой лентой.
- Открытые концы конструкций закройте заглушками.
- Подайте напряжение к выводам муфты.
- Дождитесь пока элементы, разогревшись, скрепятся.
Терморезисторная сварка полиэтиленовых труб должна производиться только при условии неподвижности соединяемых элементов. В таком же положении конструкция должна пребывать до полного остывания шва.
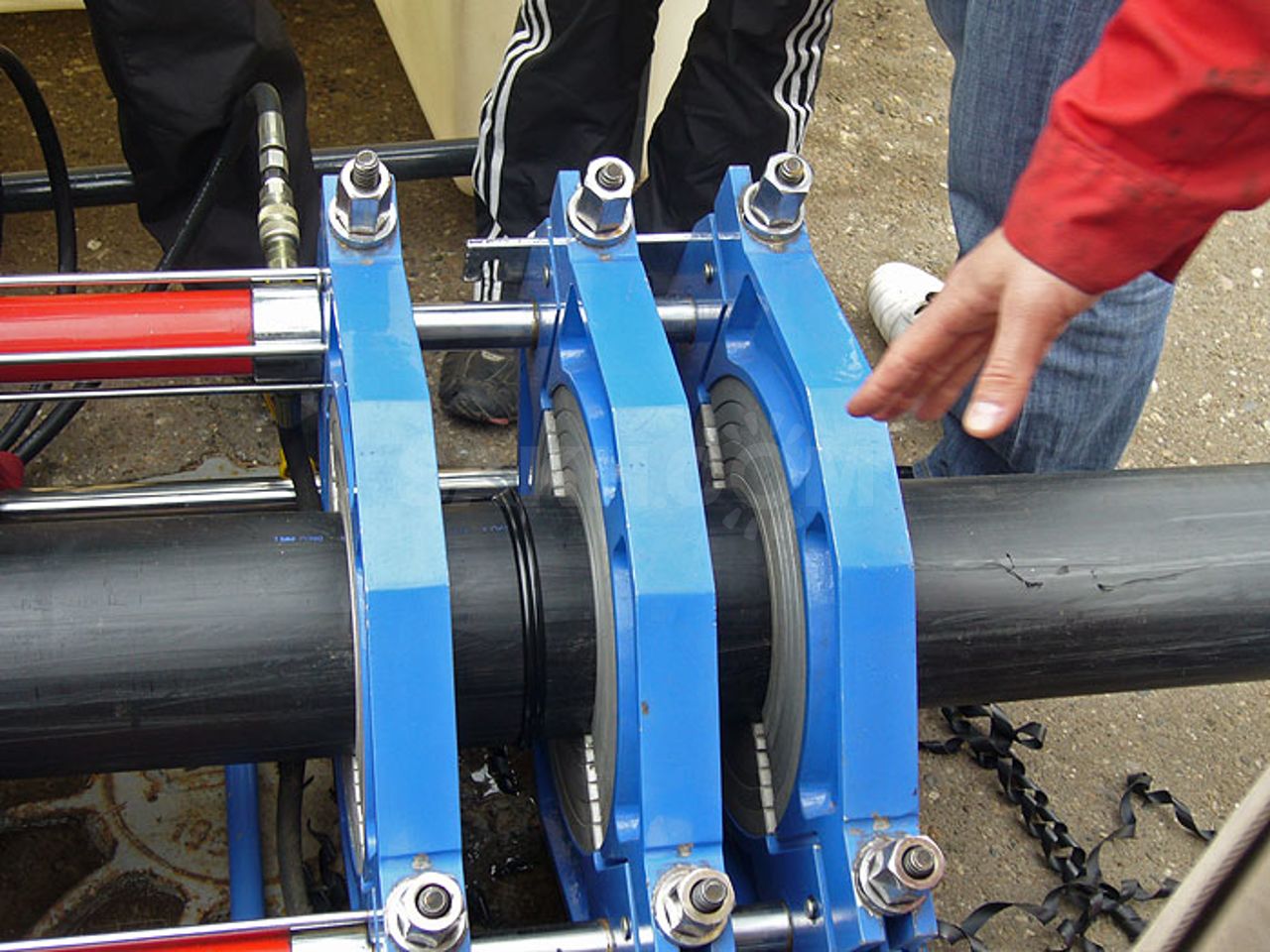
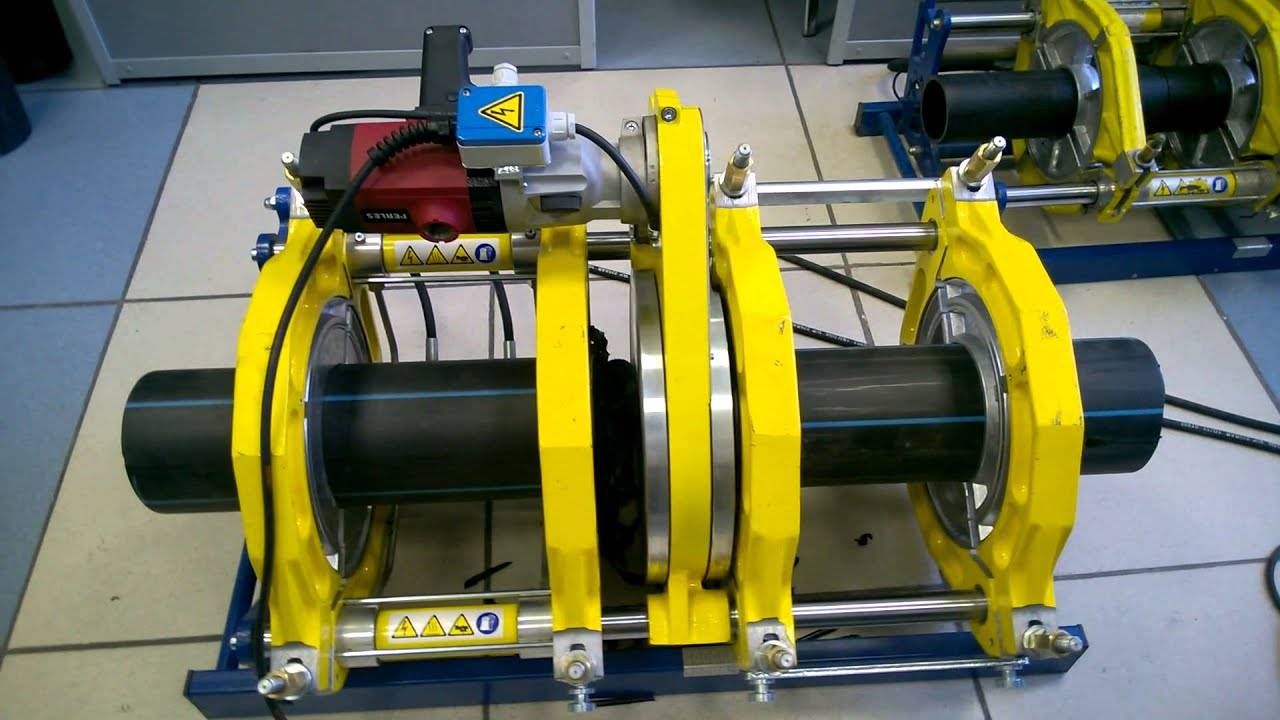
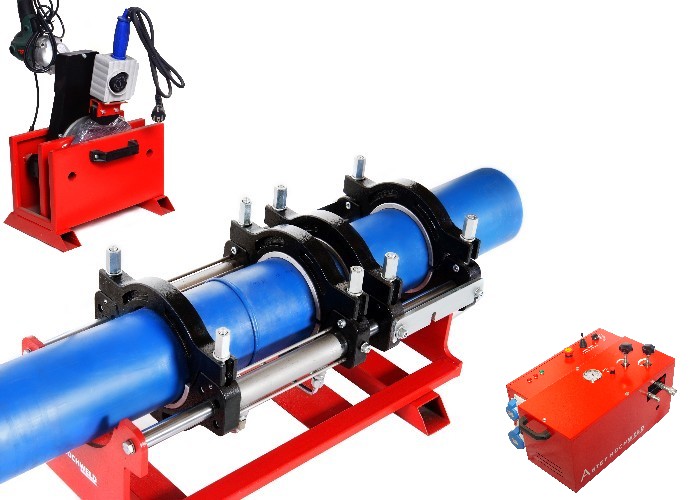
 Так выглядит установка для соединения встык
Так выглядит установка для соединения встык
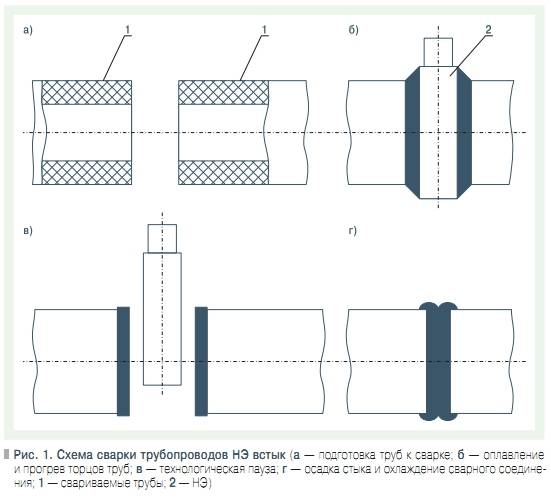
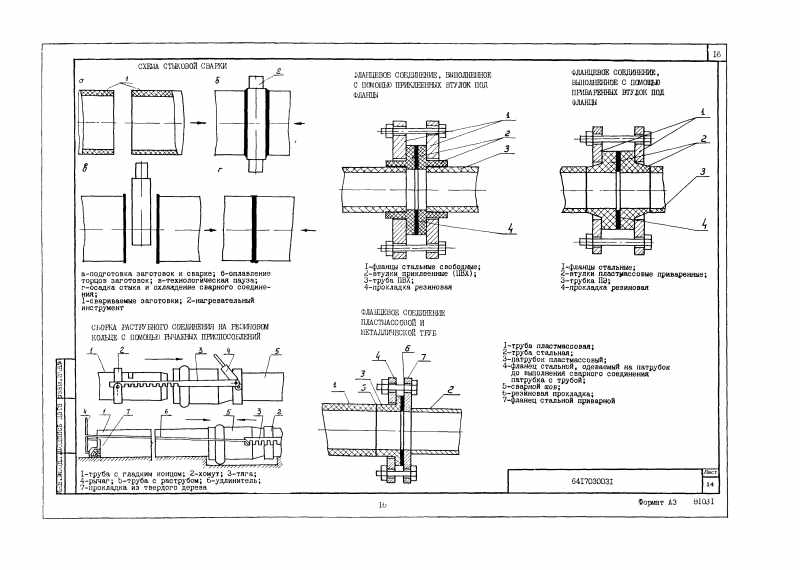
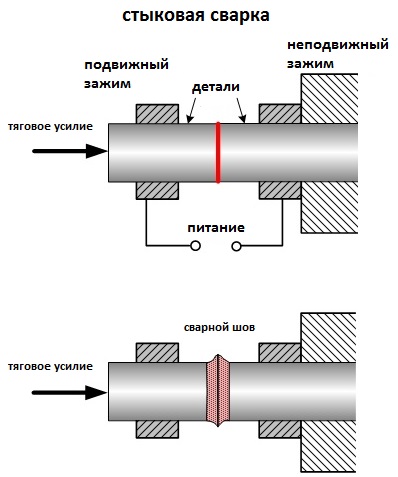
Стыковая сварка
Технология и параметры сварки полиэтиленовых труб встык более интересны, поскольку элементы соединяются на молекулярном уровне, образуя более прочный шов. Используется такой метод для монтажа элементов, имеющих диаметр от 50 мм и толщину стенок от 5 мм.
При данном способе края изделий при помощи специального нагревательного прибора разогреваются, а затем расплавляются и в таком состоянии стыкуются, образуя одно целое и безупречный шов.
Порядок работ при таком виде сварки до пункта № 7 идентичен предыдущему варианту соединения (за исключением того, что муфты для работ не требуются).
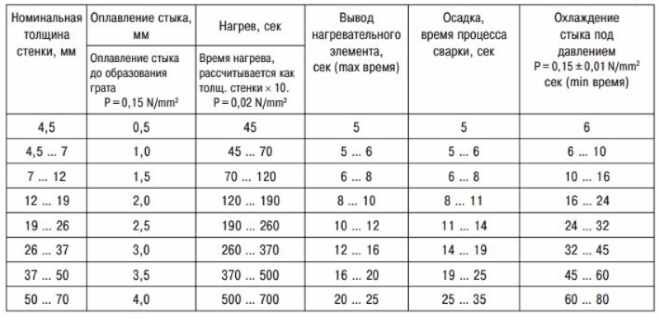
 Таблица для определения времени нагрева и охлаждения свариваемых элементов
Таблица для определения времени нагрева и охлаждения свариваемых элементов
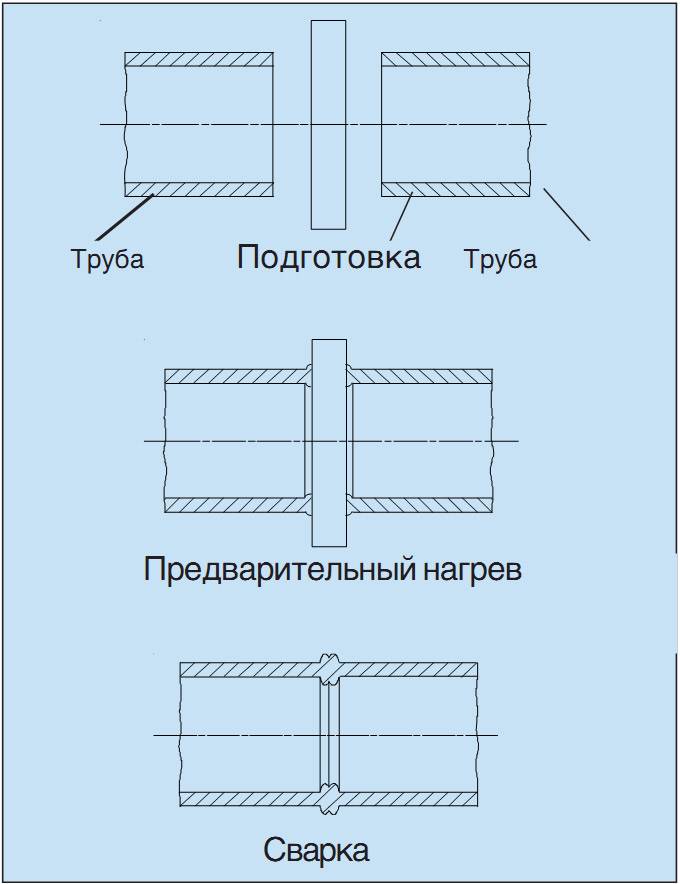
А затем отличается и идет по такому «сценарию»:
- торцы элементов вставьте в аппарат так, чтобы разогревающая плита оказалась между ними;
- края прижмите к плите и не меняйте давления нажима до процесса плавления;
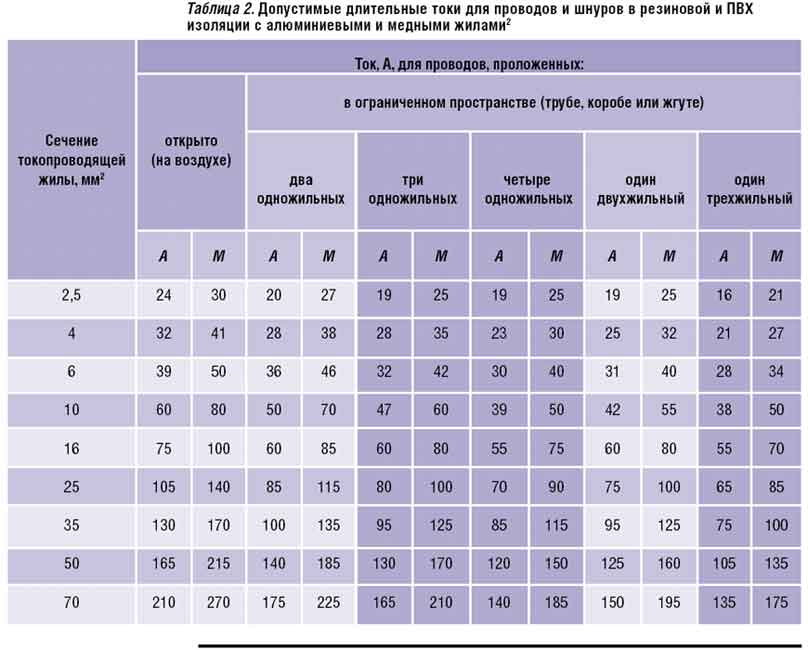
- нагревайте элементы, придерживаясь норм (в этом вам поможет приведенная ниже таблица сварки полиэтиленовых труб);
- удалите плиту и состыкуйте торцы, оказывая на них равномерное давление;
- удерживая узел, дождитесь остывания полиэтилена.
Раструбная технология
Пайка ПНД-труб может осуществляться несколькими способами. Ничего особо сложного в этих процессах нет, но сварщик должен определиться с тем, какой метод ему больше всего подходит.







Существует раструбная технология соединения. Ее еще иногда называют «муфтовой». Ее суть заключается в соединении элементов с помощью специальных устройств – фитингов. Кроме них, для работы понадобится оборудование, а именно сварочный аппарат. Можно выбрать ручную модель для изделий небольших размеров (до 50 мм) или механическую для полиэтиленовых труб большого диаметра (от 40 мм и больше).
Также нужно не забыть приготовить для работы адаптеры или сварочные насадки и различные инструменты для резки изделий.
При осуществлении такой сварки нужно соединить внешнюю часть трубы с внутренней стороной фитинга. Обе эти поверхности нагреваются сварочной насадкой: гильзой греется труба, а дорном – фитинг.
Аппарат для сварки полиэтиленовых труб стоит достаточно дорого
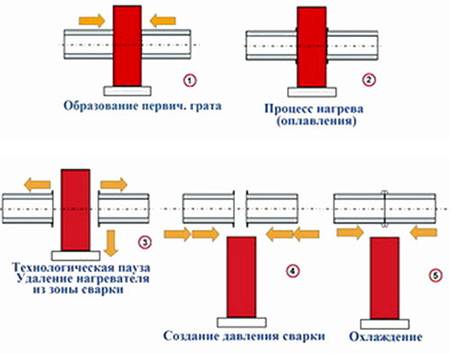
Непосредственно процесс раструбной сварки выглядит так:
- Сварочный аппарат нагревается до необходимой температуры;
- Фитинг максимально натягивается на дорн, и одновременно с этим на гильзу до упора надевается конец трубы (все это нужно делать очень быстро);
- Из-за разницы в размерах деталей появляется лишний слой, который, нагреваясь, оплавляется и вылезает наружу в виде небольшого валика, именуемого гратом;
- Грат уменьшает диаметр труб и тем самым позволяет им войти в сварочную насадку и совместиться дорну с фитингом;
- Все детали должны двигаться в нагревающую насадку до упора, и по достижении этого момента следует прекратить любое давление на них;
- Далее все фрагменты удерживаются в этом положении на протяжении нужного времени;
- После окончания времени фитинг снимается, труба вынимается из насадки и эти детали максимально совмещаются;
- После того, как остынет спаянный фрагмент, в другой край фитинга нужно вварить второе изделие.
Диффузионный способ пайки ПЭ труб
На сегодняшний день полиэтилен все еще не имеет такого авторитета как металл или металлопластик, но по факту его прочностные и эксплуатационные характеристики ничуть не хуже. Современные технологии на этапе производства позволяют сделать ПЭ трубы качественными и надежными. Наиболее интересным способом их сварки считается диффузионный, не требующий использования специального оборудования. Даже новичок сможет выполнить сварочные работы данным способом.

Полиэтилен высокого и низкого давления (ПВД и ПНД) – это одни из самых популярных полимерных термопластов, пользующихся высочайшим спросом при организации самых разных систем водоснабжения, водоотведения и т.д. Отличительной особенностью полимерного материала является то, что при нагревании он размягчается, поскольку теряется взаимосвязь цепочки молекул между собой. Застывая, он возвращает себе былую прочность, будто трансформации вовсе и не происходило. Именно эта особенность делает полиэтилен идеальным материалом для проведения сварочных работ на нем. Во время размягчения двух изделий их можно соединить, что после застывания приведет максимально прочному скреплению. Между двумя кусками будет создан прочнейший сварочный шов.

Производится сварка ПЭ труб под относительно низкой температурой в 270 градусов по Цельсию, что значительно облегчает задачу по выбору оборудования и последующему его использованию. Время работы крайне мало (несколько секунд на каждый этап) и может корректироваться лишь за счет изменения толщины трубопроводов.
Как согнуть или выпрямить изделие
Полиэтиленовые трубы выпускаются в продажу прямыми 12-метровыми отрезками либо же в виде цельных изделий, намотанных на большие бухты. Будучи в скрученном состоянии, изделия приобретают форму колец и деформируются. Перед тем, как выпрямить или согнуть деформированную трубу ПНД, ее надо нагреть.

При сборке трубопровода нередко возникает необходимость выпрямить скрученную или, напротив, согнуть деформированную полиэтиленовую трубу
Полиэтилен низкого давления славится хорошей упругостью. Но утрачивает это свойство при температуре нагрева свыше +80°С. Этот момент и используют при необходимости изменить конфигурацию изделия.
Но стоит помнить, что для расправления или сгибания температуру можно повышать только на короткий временной период. Ведь полиэтиленовая труба принадлежит к категории строительных материалов, которые при нарушении температурного режима можно повредить.
Обзор способов разгибания трубы
Распрямить трубу, устранив заломы, которые возникли при ее хранении и транспортировке, проще всего после легкого нагрева изделия. Если замена или ремонт трубопровода проводится в летний период, когда солнечные лучи максимально припекают, можно задействовать их для достижения поставленной задачи.






Чтобы выпрямить трубу ПНД, нужно всего лишь оставить ее пару часов под прямыми солнечными лучами, крепко зафиксировав концы отрезка
УФ лучи не ухудшат эксплуатационные параметры полиэтилена, но при этом на время смогут размягчить стенки изделия. Вам останется лишь закрепить размягченную трубу вдоль жесткой опоры или стены, либо же уложить в заранее прорытую траншею. Перед тем, как распрямить изогнутую ПНД трубу на грунте, нужно освободить участок.
Если же работу приходится выполнять в зимнее время, используйте для разогрева изделия горячую воду. Но этот метод эффективен для труб, размер которых не превышает 50 мм. В качестве вспомогательных средств для выправления можно использовать металлические перила и кирпичную кладку. В любом случае: чем короче отрезок изделия, тем легче с ним будет работать.
Эффективные методы, позволяющие согнуть заготовку
Если возникает обратная ситуация, когда нужно согнуть ПНД трубу, применяют всю ту же тепловую обработку. Для разогрева задействуют такие методы:
- обдувают горячим направленным воздухом строительного фена;
- прогревают стенки изделия газовой горелкой;
- обдают поверхность кипятком.
Для упрощения процедуры сгибания лучше соорудить формовочный каркас. Оправу, размер которой соответствует диаметру сгибаемой трубы, можно сделать из обычных листов ДВП. Для придания гладкости поверхности оправы отшлифуйте ее отрезом наждачной бумаги.
Чтобы согнуть ПНД трубу с помощью фена, работу выполняют в такой последовательности:
- Обрабатываемое место прогревают строительным феном.
- Размягченную заготовку заглубляют в формовочный каркас.
- Аккуратно сгибают трубу, не прилагая чрезмерных усилий с тем, чтобы в месте сгиба не разорвать изделие.
Создав требуемый угол изгиба, нужно оставить изделие до полного охлаждения и лишь после этого извлечь из каркаса.

Чтобы обеспечить равномерное прогревание поверхности полиэтиленового изделия, трубу необходимо постоянно вращать вокруг своей оси, подставляя под лучи различные участки
Важный момент: разогревая трубу, необходимо придерживаться «золотой середины». При недостаточном нагреве поверхности в момент сгиба труба может сломаться. Если же в момент разогрева слишком близко поднести к изделию нагревательный элемент, полимер может воспламениться.
Стыковая сварка

Сваривать трубы ПНД своими руками можно и встык. Стыковую сварку выполняют при помощи специального оборудования с механическим или гидравлическим приводом. Такой сварочный аппарат позволит состыковать два элемента туб до полного и плотного соединения. Самыми востребованными аппаратами считаются те, которые имеют программное управление. Подобное оборудование отличается полной автоматизацией и возможностью контролировать процесс сварки без вмешательства оператора в плане физических усилий.
Перед выполнением работ своими руками следует отобрать трубы ПНД с едиными техническими характеристиками. Желательно сваривать тубы даже из одной партии. Поскольку здесь соединение полимера происходит на молекулярном уровне, то такой подход позволит сделать сварочный шов более герметичным и надежным.
Принцип стыковой сварки заключается в нагревании концов трубы на специальной пластине. После плавления ПЭ пластину между концами двух свариваемых труб убирается и происходит механическое сжатие элементов до полного перемешивания и спаивания полимера. После чего трубам нужно дать полностью остыть.
Описание методов сварки труб из ПВХ
- Так, для труб сечением 20 мм длина плавления (глубина сварки) составит 14,5 мм;
- Элементы 25 мм — 16 мм;
- Для туб диаметром 32 мм — 18 мм;
- Для туб сечением 40 мм — 20 мм;
- Трубы с диаметром 50 мм — 23 мм.
Сильные стороны применения электромуфты
Обычно электромуфты применяются в тех случаях, когда сваривать полиэтиленовые трубы встык не удобно или не практично. Чаще всего это бывает в канализационных колодцах, узких и неудобных каналах, монтажных шурфах в основании и стенах домов. Строго говоря, электромуфты приходят на выручку в тех случаях, когда стыковую сварку использовать невозможно.







Еще одно достоинство данного способа стыковки полиэтиленовых труб является его удобство в случае аварии или повреждения трубопровода. Как правило, такие ситуации требуют очень быстрого устранения возникших неполадок. Сварка ПНД труб электромуфтами характеризуется значительной простотой реализации – какие-то особые знания в этом случае не понадобятся.

Легкость установки приспособления обеспечивается наличием на нем специальных отверстий. Для определение оптимального для стыковки температурного режима на современных сварочных аппаратах предусмотрена функция считывания требуемой информации напрямую с штрих-кода, которым оснащаются электромуфты. Процедура соединения реализуется самыми простыми инструментами – устройством для зачистки торцов трубы, электромуфтой и сварочным аппаратом.
Как вам статья?



