- Подготовка к процессу
- Виды сварных швов и соединений
- Сварка стальных труб
- Сборка трубопровода
- Выбор подходящих электродов
- Как подобрать электрод?
- О видах сварных швов на трубах
- Электросварка своими руками
- Как варить трубы: технология
- Что необходимо?
- Инструменты
- Металлические трубы
- Полезные советы и возможные ошибки
- Как правильно подобрать электроды для сварки труб
- Выбор параметров режима
- Минимальные режимы по току в зависимости от марки W-электрода
- Очередность наложения слоев при сварке одним сварщиком неповоротного стыка
- Направление и очередность укладки корневого слоя
- Подбор электродов
- Консультируют специалисты
- Как правильно сваривать профильные трубы своими руками: рекомендации профессионалов
- Как подключиться к общей водной магистрали
- Выбор инструмента и настройка оборудования
Подготовка к процессу
Перед началом сварки необходимо убедиться в отсутствии рядом горючих и материалов и взрывоопасных веществ. В случае если таковые имеются, то лучше их оградить каким-либо негорючим материалом и поставить рядом емкость с водой на всякий случай. поверхности и Кромки труб вблизи сварного шва нужно зачистить. Затем нужно надежно закрепить заземление, и проверить целостность кабеля. На трансформаторе сварочного аппарата устанавливается нужный ток в соответствии с толщиной свариваемых труб. После этого направляться зажечь дугу методом медленного перемещения электрода на расстоянии 5 мм от поверхности трубы приблизительно под углом 600, в следствии чего должны показаться искры. Затем электрод нужно перенести к месту сварки, удерживая его на таком же расстоянии от трубы.
В большинстве случаев для поворотных стыков ток на сварочном аппарате при толщине электрода 3 мм и трубы до 5 мм обязан составлять в районе от 100 до 250 А, а неповоротных – 80-120 А.
Виды сварных швов и соединений
В зависимости от взаимного положения трубы соединяются:
- встык, когда торцы примыкают друг к другу;
- в тавр, если трубы расположены в виде буквы Т;
- под углом, когда необходимо изменить направление на 45 или 90˚;
- внахлест путем развальцовки торца одной трубы и одеванием его на другую.
В зависимости от возможности доступа к стыку соединение выполняется:
- Горизонтальным швом, если монтируется вертикальный участок трубопровода.
- Вертикальным при горизонтальном положении трубопровода.
- Потолочным когда стык сваривается снизу. Такой шов приходится накладывать во время ремонта системы отопления при замене аварийного участка.
- Нижним свариваются трубы при монтаже новых систем, когда есть возможность их поворачивания, чтобы электрод находился сверху стыка.
Сварка стальных труб
Сварка труб круглого сечения производится беспрерывным швом. То есть, если процесс начался с одной точки, то он должен закончиться на ней же, не отрывая электрода от свариваемой поверхности. При сварке труб большого диаметра (свыше 110 мм) одним электродом заполнить шов невозможно. Поэтому необходимо применять многослойную сварку, где количество слоев определяется толщиною стенок труб. К примеру:
- Если толщина стенки 6 мм, то достаточно и двух слоев металла.
- 6-12 мм – сварка производится в три слоя.
- Больше 12 мм – больше четырех слоев.
Внимание! Многослойная сварка производится с одним требованием. Перед нанесением последующего слоя предыдущих должен остыть.
Сборка трубопровода
Перед тем как сваривать трубы, чтобы упростить поставленную задачу, необходимо собрать сварочный стык. То есть, устанавливаете трубы согласно конструкции сборки, зажимаете их, чтобы они не двигались и не смещались. После чего делается прихватка. Это когда делается точечная сварка в одном месте, если трубопровод собирается из изделий большого диаметра, то прихватку можно делать в нескольких местах.
В принципе, все готово, можно варить трубопровод. Казалось бы, на этом разговор о сварке можно было бы и завершить. Но для начинающих сварщиков он только начинается, потому что сварочный процесс, связанный со сборкой трубопроводов, это большое количество нюансов. Вот только некоторые из них, которые необходимо взять на вооружение.
- Варить трубы толщиною более 4 мм можно коренным швом, это когда металл заполняет пространство между кромками во всю глубину, и валковым, когда сверху шва образуется валик высотою 3 мм.
- При соединении труб диаметром 30-80 мм вертикальным швом технология чуть отличается от нижнего расположения шва. Сначала заполняется объем 75%, затем остальное пространство.
- При многослойной технологии сварки горизонтальный шов варится двумя слоями так, чтобы последующий наносился в противоположном направлении, чем предыдущий.
- Точка соединения слоя нижнего не должна совпадать с такой же точкой слоя верхнего. Замковая точка – это конец (начало) шва.
- Обычно при сварке труб последние надо все время поворачивать. Делают это вручную, поэтому необходимо знать, что оптимальный сектор поворота 60-110°. Просто в этом диапазоне шов располагается в удобном для сварщика месте. Его длина самая максимальная, и это позволяет контролировать беспрерывность шовного соединения.
- Самое сложно, как считают многие сварщики, это поворачивать трубопровод сразу на 180° и при этом соблюсти качество сварного шва. Поэтому при таком повороте рекомендуется технологию сварки изменять. То есть, сначала проваривается шов на глубину до 2/3 одним или двумя слоями. Затем трубопровод поворачивается на 180°, где шов заполняется полностью в несколько слоев. Далее опять идет поворот на 180°, где шов до конца заполняется металлом электрода. Кстати, такие стыки называются поворотными.
- Но есть и неповоротные стыки, это когда труба к трубе приваривается в неподвижной конструкции. Если трубопровод расположен горизонтально, то варить стык между его частями надо, разделив его на две части. Сварка начинается с нижней точки (потолочной) и перемещается к верхней. Точно также сваривается и вторая половина стыка.
И последний этап в технологии сварки труб – это контроль качества шва. Его необходимо обстучать молотком, чтобы сбить шлак. Затем визуально проверить на наличие трещин, выемок, сколов, прожогов и не проваров. Если трубопровод предназначен для жидкостей или газов, то после сборки в него запускают воду или газ, чтобы проверить на предмет протечек.
Процесс сварки на самом деле мероприятие ответственное. И только опыт сварщика может с первого раза гарантировать качество конечного результата. Но опыт – дело наживное. Предлагаем посмотреть видео – как правильно варить стальные трубы.
Выбор подходящих электродов
Для сварки металлических изделий требуется расходный материал. От его качества зависит надежность швов, герметичность трубопровода. Электрод представляет собой металлический стержень, покрытый специальным составом. Он поддерживает устойчивую электрическую дугу, участвует в формировании сварного соединения.
Стержни классифицируют по типу сердцевины и внешнего покрытия.
На основании первого признака выделяют такие виды расходных материалов:
- С неплавкой сердцевиной. Для изготовления стержня используют вольфрам, уголь или графит.
- С плавящейся вставкой. Сердцевина представляет собой проволоку, сечение которой выбирают в зависимости от технологии сварки.

На основании типа покрытия электроды делятся на следующие группы:
- С целлюлозной оболочкой (C). Стержни применяют при сварке труб большого диаметра, например, при монтаже водо-, газо-, нефтепроводов.
- С рутилово-кислотным (RA) покрытием. Изделия используют для получения аккуратных сварных швов. Под воздействием электрической дуги соединение покрывается тонким слоем шлака, легко удаляемым механически. RA-электроды используют при прокладке систем отопления и водоснабжения.
- С рутиловым покрытием (RR). При использовании таких стержней получают равномерные швы. Образующийся при работе шлак легко снимается. Стержни этого типа применяют при создании угловых стыков, наваривании дополнительного слоя.
- С рутилово-целлюлозной оболочкой (RC). Такие электроды позволяют соединять элементы трубопровода, лежащие в любой плоскости. Они часто применяются при создании протяженных вертикальных швов.
- С основным покрытием (B). Универсальные стержни используются при сварке любых металлических конструкций, эксплуатирующихся в экстремальных условиях. Соединение не трескается, не разрушается со временем.

Как подобрать электрод?
Перед тем как варить трубы электросваркой, нужно выбрать подходящий электрод, поскольку от его выбора сильно зависит уровень качества шва, а соответственно, и продолжительность эксплуатации трубопровода. Он представляет собой железный стержень, покрытый особым слоем для сварки. Электроды отличаются количеством обмазки и толщиной стержня. Для труб используют стержни с толщиной от 2 до 5 мм. Покрытие наряду с этим может составлять от 3 до 20% от общей массы.
Но чем больше обмазки, тем больше образуется шлака, который представляет собой неметаллическое соединение, существенно теряющее свои прочностные свойства по окончании остывания, исходя из этого нужно обнаружить некоторый компромисс при выборе.
В зависимости от толщины трубы электроды выбирают следующим образом:
- При толщине стенок свариваемых труб менее 5 мм выбирается электрод с толщиной 3 мм.
- При толщине более 5 мм подбирают электрод 4 либо 5 мм в зависимости от требуемой степени проварки и толщины шва.
- При многослойном способе формирования сварного шва в большинстве случаев применяют 4 мм электроды.
Исходя из этого необходимо знать, как верно выбрать электрод, при котором обеспечивается достаточный проходящий ток. Ориентиром может служить сухой треск дуги без дополнительных шумов.










О видах сварных швов на трубах
При соединении коммуникационных линий данным способом используют следующие варианты установки элементов металлоконструкции:
- Размещение отрезков труб встык. Края в описываемом случае располагают противоположно друг другу.
- Тавровое соединение. При такой технологии отрезки размещают перпендикулярно, формируя подобие буквы «Т».
- Внахлест. В этом случае торец одной трубы развальцовывают, после чего надевают на край другой.
- Угловая стыковка. 2 элемента размещают под острым или прямым углом по отношению друг к другу.
При сварке труб отопления электросваркой формируют такие типы швов:
- горизонтальные, с вертикальным размещением соединяемых деталей;
- потолочные, с установкой электрода в нижней части обрабатываемого участка, над головой сварщика;
- вертикальные, расположенные на стояках трубопровода;
- нижние, при которых сварочный стержень устанавливают над обрабатываемыми краями.

При сварке стальных труб отрезки монтируют только встык. Шов проваривают на всю толщину металла.
Электросварка своими руками
В быту чаще всего применяется дуговая электродная сварка, так как она является наиболее простым и доступным методом и применяется при любом расположении труб. Источником энергии здесь выступает электрическая дуга, а носителем – электрод. Бытовые аппараты, применяемые для электросварки, характеризуется невысокой мощностью, не громоздки и работают от однофазной проводки.
- Сварочный трансформатор – преобразует переменный ток сети в постоянный ток сварки. Прост в обращении, но не в достаточной степени стабилизирует дугу.
- Выпрямитель – отличается более высокой стабильностью дуги.
- Инвертор – преобразует переменный ток в постоянный через инверторный модуль, отличается стабильностью дуги и малым весом.

Электросварка осуществляется с помощью плавящихся и неплавящихся электродов. Первые участвуют в процессе, поставляя частицы для образования шва. Новичкам рекомендуют использовать твердые электроды с плавящимся покрытием.
Диаметр электрода, как и тип используемого аппарата, и собственно метод сварки зависит от характеристик изделия: состава материала, толщины стенки, диаметра и так далее. При работе с трубами отопления или водопроводными, если речь не идет о магистральных конструкциях, чаще всего используются электроды диаметром в 3 мм – для электросварки изделий с толщиной стенок до 5 мм. Если параметр больше, или требуется формировать многослойный шов, то диаметр электрода должен быть 4–5 мм.
Швы различают так: нижние – самые легкие, горизонтальные – по окружности, вертикальные – вдоль трубы, и потолочные. Характер шва определяется расположением соединяемых элементов. Он может накладываться несколько раз. Так, например, при толщине более 6 мм, требуется наложение 2 швов. На фото демонстрируется сплошной шов.

Как варить трубы: технология
Перед сваркой водопроводные трубы очищаются – особенно внутренняя поверхность, если кромка неровная, то концы выпрямляются или обрезаются. Затем края и с внутренней, и с внешней стороны зачищаются до металлического блеска. Ширина участка – не менее 1 см.

При большом диаметре или толщине стенки рекомендуется произвести предварительный прогрев – зона составляет не менее 0,75 см. Таким образом предупреждается появление закалочных структур.
- Электрод вставляется в держатель аппарата, активируется подача тока – для этого нужно чиркнуть стержнем по металлу. Сила тока определяется толщиной стенки изделия.
- После появления дуги электрод удерживается в месте стыка на расстоянии не менее 3 и не более 5 мм. Наиболее удобным полагают угол наклона электрода к плоскости участка в 70 градусов, как это показано на фото.
- Шов накладывается не ровным движением, а колебательным, имитируя распределение металла через стык на оба края. Траектория разная – серповидная, зигзагообразная, но в итоге на стыке образуется плотный неширокий валик.
- После остывания с него молоточком сбивается шлак. Если толщина стенок большая, накладывается второй и даже третий шов с обязательным удалением шлака перед каждым следующим этапом.
- При толщине более 8 мм, следует варить первый шов ступенчато: окружность разбивается на участки, фрагменты свариваются сначала через один, а на втором этапе – оставшиеся. Затем сверху накладывают сплошной шов.

Сварочные работы относятся к опасным: брызги горячего металла, высокая температура дуги, ее яркость представляют нешуточную опасность. Поэтому варить водопроводные трубы или для отопления следует с соблюдением техники безопасности: обязательно использование защитного щитка или маски, брезентовых рукавиц, костюма или халата из плотной ткани – лучше всего брезент. Во время электросварки необходимо, чтобы неподалеку находилось ведро с водой и плед или кусок брезента.
На видео о том, как варить водопроводные трубы, рассказано более подробно.
Что необходимо?
Для успешного выполнения сварочных работ требуются две составляющие: оборудование и навыки. Причём второй пункт является ничуть не менее важным, чем первый. Исключение может составлять, пожалуй, только сварка с использованием электрофитингов, так как простота технологии позволяет качественно выполнить соединение даже непрофессионалу.
Во всех остальных случаях желательно участие специалиста. Нельзя забывать, что нарушение герметичности сварного шва в системе отопления может привести к очень неприятным последствиям (порче имущества, в том числе – чужого, ожогам и т.д.).
Инструменты
Набор инструментов и оборудования, необходимых для производства сварочных работ, определяется в зависимости от типа труб, используемых для обустройства отопительной системы, а также выбранного способа сварки.
В первую очередь, это – ручной сварочный аппарат.
Утепление балкона требует знаний, а восполнить их можно в нашеи статье, как утеплить балкон пенопластом. Детальная схема подключения алюминиевых радиаторов тут.
Устройство для соединения полипропиленовых труб также иногда называют паяльником. Для бытовых нужд вполне подойдёт аппарат, мощность которого составляет 650 Вт. Его можно использовать для соединения пластиковых труб диаметром до 60 мм. Насадки идут в комплекте с аппаратом.

При использовании электрофитингов также требуется специальное устройство для их подключения. Помимо этого, в процессе работы может пригодиться роликовый труборез, позиционер, специальные устройства для снятия окислений и центровки труб, нож, молоток, а также расходные материалы (муфты, электрофитинги и т.д.).









Сварка труб из металла выполняется при помощи электрического или газового аппарата. Для резки используется «болгарка» или резак. Помимо этого, потребуется обычная экипировка сварщика: маска, брезентовый костюм, рукавицы, асбест, молоток, электроды, проволока и т.д.

Металлические трубы
Для соединения комплектующих системы отопления из металла применяется метод электрической сварки. Перед тем, как варить трубы отопления, необходимо обзавестись металлическими электродами. Они проводят электрический ток и играют роль «присадки» для заполнения сварочного шва. Приступая к соединению, отдельные отрезки труб чистят от песка, грязи и мусора. Все замеченные при этом деформированные концы необходимо выровнять или обрезать. Для реализации дуговой сварки края деталей зачищают на ширину не менее 10 мм. Для коммутации труб по окружности необходимо наблюдать непрерывный режим. Чтобы сварить трубы отопления электросваркой, как правило, применяется разное число слоев.

Это напрямую зависит от того, какую толщину имеют стенки труб отопления:
- 2 слоя – при толщине не более 6 мм.
- 3 слоя — 6-12 мм.
- 4 слоя — более 12 мм.
С каждого уложенного слоя перед укладкой следующего нужно убрать шлак. Стартовый слой укладывают методом ступенчатой наплавки. В дальнейшем применяется сплошная наплавка размягченного металла. По ходу соединения необходимо распределить ступенчатую наплавку на несколько промежутков, применив метод «через один».

Особенно важна при организации отопительного контура укладка первого слоя. Если будет допущен брак, такой участок устраняется и накладывается заново. Осуществляя накладку последующих слоев сварки, необходимо равномерно поворачивать трубу по своей оси. При реализации каждого последующего слоя делают небольшие смещения на 1,5-3 см от начала предыдущего. Завершающая наплавка должна состыковаться с основной поверхностью, и быть гладкой и ровной.
Полезные советы и возможные ошибки
Чтобы правильно варить трубы отопления не следует пренебрегать рекомендациями специалистов:
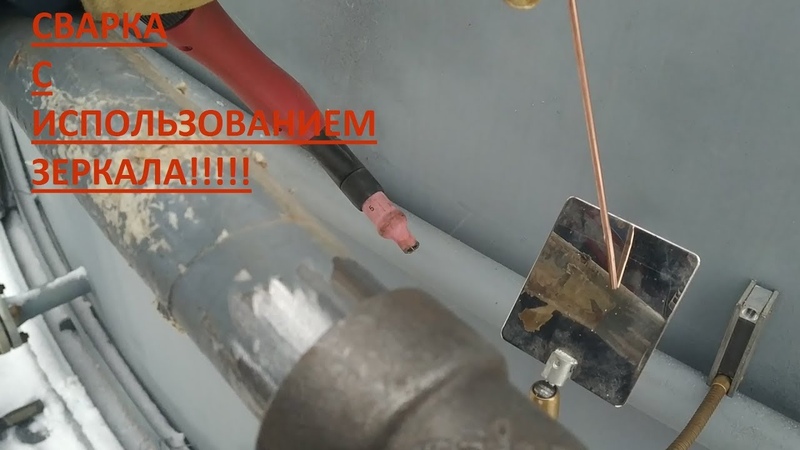
- сварку труднодоступных мест удобней проводить согнутым электродом, используя зеркальце для контроля;
- при смене электродов шов продолжается с накрытием в 1,5 см уже наложенного;
- качество сварного соединения улучшится, если верхний шов выполнять в обратную сторону от нижнего, заканчивая его в другом месте;
- прямая полярность при сварке постоянным током обеспечивает лучший прогрев металла, чем обратная.
Причиной появления дефектов часто становится невнимательность новичков и самоуверенность опытных сварщиков. Например, даже незначительное отклонение шва в сторону приводит к нарушению герметичности соединения. Изменение длины дуги во время сварки заканчивается образованием пустот и непроваров
Новички не замечают этих нюансов, а опытные считают, что на такие мелочи не стоит обращать внимание. По независящим от сварщика причинам дефекты образуются из-за некачественного оборудования и материала труб
Как правильно подобрать электроды для сварки труб

Сварочный электрод — металлический или неметаллический стержень из электропроводного материала, предназначенный для подвода тока к свариваемому изделию.
Сначала не повредит некоторая информация о свойствах самих электродов. В конструктивном плане электрод собой представляет тонкий стержень, выполненный из металла. На него наносится специальное покрытие для сварки.
В принципе, электроды бывают разного диаметра – чем больше нанесенного материала на стержень – тем он толще. Причем, электродное покрытие не только участвует в сварном соединении, но еще и защищает электрод от кислорода, обеспечивает равномерное горение дуги.
Иногда бывает так, что во время работы всплывает шлак и создает пленку, мешающую металлу поглощать воздух. Это будет оказывать негативное влияние на качество сварного шва, ведь кислород и азот, которые содержатся в воздухе, делают шов в металле хрупким.
Опытному сварщику очень хорошо знакома такая проблема. В этом случае после того, как шлак остынет, его можно будет удалить, просто нанося молотком или электродом короткие, но точные удары. Шлак внутри шва оставлять ни в коем случае нельзя! Иначе в нем образуется свищ, который приведет к разгерметизации соединения. Главная задача – получение ровного и плотного шва. Опытный сварщик выполняет его в виде подков или восьмерок. Шлак при этом с каждым новым проходом будет вытесняться. Когда же шлак будет извлечен полностью, шов будет не просто прочным, но еще и красивым.
Что же касается того, какого диаметра выбрать электрод для сварки, то здесь все будет зависеть от толщины стыка. Если трубы имеются небольших размеров, то можно приобрести электроды с диаметром в 3 мм. Такие можно будет применять для труб с толщиной стенки от 2 до 5 миллиметров. Если же трубы более толстостенные – до 10 мм, то и электрод нужно будет приобретать более толстый.

Правильно выбранные электроды даже при работе на недорогих сварочных аппаратах позволят вам сварить любой металл на высоком профессиональном уровне.
Для того, чтобы осуществить многослойный шов, для начала рекомендуется использовать электрод на 4 мм – чтобы можно было создать большую глубину сварного шва.
Выбор параметров режима
Сварочный ток выбирают: при однопроходной сварке – в зависимости от толщины стенки трубы, а при многопроходной – исходя из высоты валика, которая должна составлять 2 – 2,5 мм. Сварочный ток назначают из расчета 30 – 35 А на 1 мм диаметра электрода.
Напряжение на дуге должно быть минимальным, что соответствует сварке короткой дугой.
Скорость сварки регулируют так. чтобы гарантировались проплавление кромок и формирование требуемых размеров шва.










Расход защитного газа зависит от марки свариваемой стали и токового режима (от 8 до 14 л/мин).
Присадочная проволока диаметром 1,6-2 мм выбирается но марке свариваемой стали (см. статью Сварочные материалы).
Диаметр W-электрода, мм
Диаметр присадка, мм
Сварочный ток, А
Напряжение на дуге, В
Расход газа, л/мин
Минимальные режимы по току в зависимости от марки W-электрода
Диаметр W-электрода, мм
Постоянный ток (А) полярности
Переменный ток, А
Сварку начинают сразу же после установки прихваток, которые при выполнении первого слоя нужно переплавить. В труднодоступных местах первый корневой шов можно выполнять без присадочной проволоки, если зазор и смешение кромок не превышают 0,5 мм, а притупление кромок не более 1 мм. Исключение составляют стыки труб из сталей 10 и 20, которые всегда нужно сваривать с присадкой.
Очередность наложения слоев при сварке одним сварщиком неповоротного стыка
Зажигать и гасить дугу следует на кромке трубы или на уже наложенном шве на расстоянии 20-25 мм от конца шва. Подачу аргона прекращают спустя 5-8 с после обрыва дуги.
Сварку трубопроводов из высоколегированных, особенно коррозионностойких, сталей выполняют с защитой корня шва либо подачей аргона внутрь трубы, либо применяя флюс-пасту ФП8-2.
При сварке высоколегированных сталей нужно соблюдать ряд условий:
- минимальные токовые режимы;
- короткая сварочная дуга;
- максимальная скорость сварки без перерывов и повторного нагрева одного и того же участка металла;
- избегать поперечных колебаний горелки;
- присадочную проволоку следует подавать равномерно, чтобы не создавать брызг расплавленного металла, которые, попав на основной металл, могут вызвать впоследствии очаги коррозии
На толстостенных (более 10 мм) трубопроводах диаметром более 100 мм из низкоуглеродистых и низколегированных сталей корневой шов сваривают аргонодуговым способом без остающихся подкладных колец.
Сварку следует вести обратноступенчатым способом участками длиной не более 200 мм. Высота корневого шва должна быть не менее 3 мм. При этом необходимо обеспечить плавные переходы к поверхности трубы.
Направление и очередность укладки корневого слоя
Аргонодуговую сварку используют также, когда приваривают подкладное кольцо в трубах из углеродистых и низколегированных ст алей. Кольцо плотно, но без натяга, устанавливают в трубу, оставляя зазор между кольцом и внутренней поверхностью трубы не более 1 мм. Кольцо прихватывают снаружи угловым швом длиной 15-20 мм с катетом 2.5-3 мм к трубам диаметром до 200 мм в двух местах, а большего диаметра в трех-четырех местах.
Прихватку, независимо от марки стали трубы и подкладного кольца, выполняют с присадочной проволокой Св-08Г2С диаметром 1,6-2 мм. Подкладное кольцо приваривают однослойным угловым швом с катетом 3-4 мм с тем же присадком.
Прихватку и приварку подкладного кольца делают без предварительного подогрева независимо от марки стали и толщины стенки трубы. Исключение составляют трубы из стали 15Х1М1Ф с толщиной стенки более 10 мм – конец такой трубы подогревают до 250 – 300 °С.
Настоящих специалистов по электродуговой сварке стальных труб мало. Эта работа требует филигранной точности и большой практики. Сварка корневого шва – наиболее ответственный этап процесса.










Профессиональная варка трубы
- Сварочный аппарат для полипропиленовых пластиковых труб: как выбрать инструмент, оборудование, видео, отзывы
- Сварка полипропиленовых труб: видео-инструкция, температура и время нагрева, технология пайки, как сваривать правильно пластиковые фитинги
Наиболее качественное соединение стальных труб любого размера обеспечивает электродуговая сварка. Соединяемые детали при этом плавятся под действием электрического разряда. Статья содержит наглядные уроки по сварке.
Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
Прежде чем приступать к работе, рекомендуем вам проконсультироваться со своими знакомыми сварщиками на предмет разновидности электродов, которыми они предпочитают пользоваться. В каждом конкретном случае это будут разные марки, ведь в продаже может быть доступно большое множество марок, причем отличное от города к городу.
Консультируют специалисты
Вадим Бодров, электросварщик: Со временем у каждого сварщика вырабатывается свой собственный «почерк». Он состоит из чередования поступательного направления шва, продольного и поперечного. Хотя в теории каждый из этих способов ведения шва предназначается для своего случая, на практике нередко сварщики пользуются сразу всеми тремя. Рано или поздно даже новичок научится «чувствовать» материал и на интуитивном уровне будет понимать, в каком случае использовать тот или иной вид шва.
Николай Александрович Козырев, электросварщик: Даже если поставленная задача кажется крайне простой, а предполагаемый шов – донельзя элементарным, в случае с трубами расслабляться не стоит. Достаточно лишь немного увести шов в сторону – и это может стать причиной для нарушения герметизации стыка в процессе эксплуатации. Так что работа с трубопроводом потребует максимальной концентрации.
Как правильно сваривать профильные трубы своими руками: рекомендации профессионалов
Чтобы сварочный процесс прошел без форс-мажорных обстоятельств, нужно следовать некоторым советам:
правильный выбор температурного режима сваривания, зависящего от толщины стенок, позволит избежать деформации и прожига профиля;
если важно сохранение внутреннего просвета трубы, следует тщательно избегать попадания расплавленного металла внутрь трубы;
при торцевом соединении на углах профиля возникает высокое напряжение;
для получения практики можно потренироваться свариванию труб на ненужных деталях или отрезках.
Данная статья поможет новичкам в сварочном деле узнать, как правильно сваривать профильную трубу, и выполнить работы на высоком уровне.
Как подключиться к общей водной магистрали
Перед тем, как врезаться в водопроводную трубу под высоким давлением жидкости, ознакомьтесь с тремя вариантами технологии, которые меняются в зависимости от материала, из которого сделаны трубы (они могут быть полимерными (ПП), из чугуна, из оцинкованной стали).
Для полимерной центральной трассы врезка в трубу водопровода под давлением выглядит так:
- Раскапывается траншея размером не менее полутора метров, обнажается участок, на котором будут производится работы, и от него роется траншея к дому;
- По окончании землеройных работ подготавливается седелка для врезки в водопровод – это разборный обжимной хомут, внешне напоминающий тройник. Прямые отводы седелки расчленяются пополам, а на вертикальный отвод устанавливается кран для перекрытия напора. Через кран специальной насадкой высверливают трубу для врезки. Самая надежная схема седелки – разборная сварная. Такой хомут легко разделить на две половинки, собрать его над участком врезки, и соединить сваркой с магистральной трассой. Таким образом, хомут для врезки в водопровод вваривается в тело, обеспечивая надежный и абсолютно герметичный подвод воды к жилью;
- Труба рассверливается обычным сверлом и электродрелью. Вместо сверла можно воспользоваться коронкой, но важен результат, а не инструмент;
- Сверлится сквозное отверстие, пока из него не пойдет струя воды, после чего сверло вынимается и вентиль перекрывается. В целях безопасности в конце процесса сверления электрический инструмент заменяют на ручную дрель или коловорот. Если сверлить отверстие не сверлом, а коронкой, то она автоматически обеспечит герметичность места сверления. Кроме этих вариантов, существует решение с применением специальной фрезы, которую приводят во вращение разводным ключом или внешним коловоротом;
- Последний этап врезки в центральный водопровод – заведение своего водопровода, уложенного в траншею заранее, и подключение его к центральной трассе обжимной муфтой-американкой.
Для полного контроля места врезки желательно над ней обустроить ревизию – колодец с люком. Колодец обустраивается стандартно: на дне делается гравийно-песчаная подушка, в траншею опускают ж/б кольца, или выкладывают стенки кирпичом. Таким образом, даже зимой можно будет перекрыть водопровод при необходимости его ремонта в доме.
Для трубы центрального водопровода из чугуна врезка седельным методом выглядит так:
- Для врезки в чугунную трубу ее необходимо сначала тщательно очистить от коррозии. В самом месте сверления верхний слой чугуна снимается болгаркой на 1-1,5 мм;
- Седелка в трубопровод встраивается таким же образом, как и в первом пункте, но для полной герметизации стыка между трубой и обжимом прокладывают уплотнитель из резины;
- На дальнейшем этапе к патрубку зажима крепят запорную арматуру — кран, через который вводится режущий инструмент.
- Далее тело трубы из чугуна сверлится, и не забывайте о необходимости охлаждать место реза, а также своевременно менять коронки.
- Сверлится отверстие для врезки в главный водопровод твердосплавной победитовой или алмазной коронкой;
- Последний шаг – такой же: коронка вынимается, вентиль перекрывается, место врезки обваривается специальными электродами.
Стальная труба немного пластичнее чугунной, поэтому врезка труб проходит по методике, похожей на решение с полимерной магистралью, но седло не используется, и перед тем, как сделать врезку в водопроод из оцинкованной стали, реализуют следующие шаги:
- Труба обнажается и зачищается;
- На трубу сразу наваривают патрубок из такого же материала, что и основная труба;
- На патрубок наваривается или накручивается запорный вентиль;
- Тело основной трубы сверлят через вентиль – сначала электрической дрелью, последние миллиметры – ручным инструментом;
- Подключают к вентилю свой водопровод и врезка под давлением готова.
Выбор инструмента и настройка оборудования
Несмотря на все сложности, работа с трубами, находящимися под давлением, вполне осуществима. Главное – верно отрегулировать рабочие режимы и подобрать подходящие инструменты.








Например, лучшие электроды для сварки водопроводных труб выглядят следующим образом:
УОНИ 13/55. Универсальные элементы, позволяющие ремонтировать трубы, изготовленные из стали вне зависимости от степени легирования и содержания углерода.

Сформированный шов характеризуется оптимальным сочетанием прочности, пластичности и вязкости, выдерживает высокие эксплуатационные нагрузки без образования повторных свищей и разрушения. Новички могут испугаться того, что в процессе работы электрод прилипает к металлу, но избавиться от этого очень легко, нужно просто удлинить дугу.
За несколько минут работы можно выработать неплохой навык, почувствовать все тонкости и преимущества электрода.
МГМ-50К. Новая разработка, оптимизированная для работы с трубами, находящимися под давлением.

Основная особенность в том, что вокруг дуги формируется пузырь газа, оттесняющий пар или жидкости, что улучшает условия, в которых проводится сварка, облегчает задачу, позволяет достичь необходимого результата.
Электрод подходит для работы с трубами и из стали с высоким содержанием углерода, и с низколегированными сортами. Допускается работа на загрязненных поверхностях и металле, уже имеющем признаки коррозионных повреждений.
Посмотрите интересное видео, какие электроды лучше использовать для сварки труб:
Полезно придерживаться также следующих рекомендаций:
- Увеличение силы тока поможет достичь необходимой стабильности дуги, снизится вероятность прилипания электрода из-за того, что наплавляемый металл быстро остывает и прилипает к основанию.
- Электроды предварительно прокаливаются, а место работы прогревается газовой горелкой. Пламя испаряет просачивающуюся из трубы жидкость, повышается уровень сцепления наплавляемого металла с основой.
- При выборе напряжения стоит ориентироваться на собственные предпочтения.
Новичкам же стоит знать, что:
- переменный ток формирует более стабильную дугу, дает возможность работать даже под внушительным водяным слоем, но итоговое качество шва не слишком высоко;
- постоянный ток, в свою очередь, помогает добиться максимальной глубины проникновения наплавляемого металла и прочности шва, но вот непосредственно работа в среде повышенной влажности дается тяжелее.
Полезное видео для новичков, как варить трубу с водой, при ремонте теплотрасы:
Как вам статья?