- Принцип действия
- Как варить шов
- Сварка вертикальных швов
- Как варить горизонтальный шов
- Потолочный шов
- Информация о методе ацетиленовой сварки
- Сложность газовой сварки
- Описание технологии
- Преимущества данного метода
- Недостатки использования ацетилена
- Для каких металлов подходит
- Что потребуется для работы начинающему сварщику
- Инструменты и средства защиты
- Подготовка к выполнению работ
- Защитные средства
- Инструменты и оборудование
- Подготовка металла
- Важные особенности
- Подготовка материала к сварке
- Подготовка труб к сварке
- Подготовка деталей
- Особенности газовой сварки
Принцип действия
Основной эффект газовой сварки основывается, как уже говорилось, на сжигании горючего газа с образованием высокотемпературного пламени. Ацетиленовая молекула, наряду с парой водородных связей, имеет еще нестабильную, но энергетически мощную связь между углеродными атомами.

Если сдвинуть баланс в пользу окислителя, пламя будет заостряться, и вместо ослепительно белого приобретает голубоватый окрас.
Окислительное пламя применяют лишь для работы с латунными деталями. В этом варианте на поверхности формируются пленки, блокирующие последующее испарение цинка. Если наращивать, напротив, концентрацию ацетилена, то пламя краснеет и начинает коптить. Подобный режим оптимален для работы с высокоуглеродистыми сталями. Еще с его помощью обрабатывают алюминиевые сплавы, чугун, наплавляют прочные металлы.

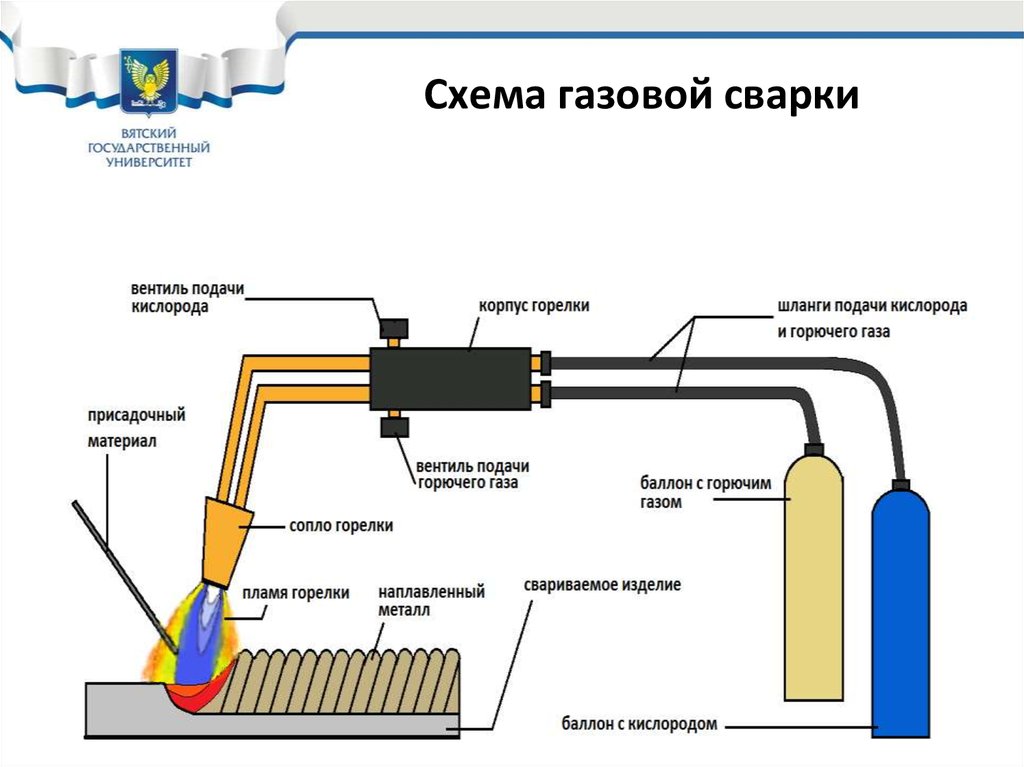
В заводских баллонах этот газ смешан с ацетоном и находится под давлением от 1,5 до 1,6 МПа. Дополнительно в емкость закладывают древесный уголь, образующий своеобразные капилляры. Баллонный кислород находится под давлением от 600 до 1500 КПа, а трубопроводный — до 15 МПа.
С потребительской точки зрения важную роль играет расход газа, прямо влияющий на экономичность сварки. Он зависит прежде всего от типа наконечника и толщины металла, который необходимо сварить. Ориентировочные показатели таковы:
- при соединении частей не толще 1 мм будет тратиться 75 л газа за 60 минут;
- если толщина составляет от 2-х до 4 мм, придется израсходовать 300 л ацетилена;
- металл от 9 до 14 мм получится сварить, если истратить 1200 л окислителя.
В процессе работы требуется непрерывно контролировать содержание ацетилена в воздухе. Это означает, что не обойтись без специальных автоматических сигнализаторов. Не допускается насыщение более 0,46%. Баллоны с топливом нельзя ставить около печей, котлов, источников открытого пламени. Сами емкости должны стоять строго вертикально и в закрепленном состоянии.

На участке, где хранятся и используются ацетилен и кислород, нужно применять лишь инструменты, не образующие искр. Все электрические приборы, в том числе осветительные, должны иметь взрывобезопасное решение. При возникновении утечек баллон быстро запирают особым ключом. На рабочем участке должны быть огнетушители и другие противопожарные средства.


Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.







Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
https://youtube.com/watch?v=eNo05v10ToM










Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Информация о методе ацетиленовой сварки
Основным компонентом в данном виде сварки является ацетилен. Его получают искусственным путем в процессе смешивания воды и карбида кальция. В горелке образуется его смесь с кислородом, горение которой позволяет создавать высокую температуру.
В результате горения ацетилена в кислородной среде создается высокая температура, что позволяет оплавлять края деталей и прочно соединять их между собой.
Сложность газовой сварки
Основная сложность сварки ацетиленом и кислородом в том, чтобы получить C2H2. Раньше это делали в специальном аппарате, затем газ подавался по шлангам в горелку.
В нее же подводился кислород из баллона, они смешивались, и образовывалось пламя. Карбид кальция и вода заливались в генератор вручную. Этот трудоемкий процесс выполнялся перед каждой сваркой. После выполнения работ воду сливали и повторно использовали оставшийся карбид.
Сейчас проводить ацетиленовую сварку намного проще. Уже не надо вручную смешивать воду с карбидом: есть специальные баллоны и ацетиленом, их надо только подключить к горелке.
Описание технологии
Для проведения сварки сначала на горелке открывают подачу ацетилена. На то, что он выходит, указывает неприятный запах. Затем поджигают газ и медленно начинают подавать кислород из баллона.
Пламя должно приобрести синий цвет. На емкостях с кислородом и ацетиленом имеются редукторы. Для первого газа давление выставляют до 2 атм., а для второго — 2-4 атм. Большие значения усложняют процесс сварки.
В процессе газовой сварки под действием высокой температуры края соединяемых заготовок переходят в жидкое состояние, а после их застывания получается прочное соединение. Баллоны с кислородом окрашивают в голубой цвет, а с ацетиленом — в белый.

Баллоны с кислородом и ацетиленом.
Преимущества данного метода
При горении такого газа в среде кислорода достигается температура, превышающая градус плавления стали и других металлов. Квалифицированный сварщик с помощью такого оборудования выполняет работы качественно и с высокой эффективностью.
Кроме этого, ацетиленовая сварка имеет такие преимущества, как:
- высокая мобильность (не требуется подключения к электричеству);
- возможность регулировки температуры пламени (это позволяет предотвратить деформацию деталей и стыка, контролировать скорость выполнения работ);
- удобное выполнение поворотного шва, когда расстояние до стены небольшое (в других видах сварки приходится делать операционный стык);
- возможность соединять заготовки из металлов с разной температурой плавления;
- возможность сваривать тонколистовые изделия из конструкционной стали, меди, чугуна, латуни (в таких случаях другие методы сваривания неэффективны);
- применение разных присадочных проволок, помогающее улучшить качество шва.
Недостатки использования ацетилена
Среди недостатков такого способа сварки надо отметить следующие:
- Взрывоопасность ацетилена высокая, но здесь многое зависит от человека.
- Во время работы нагревается большая площадь соединяемых изделий, что приводит к изменению свойств материала. В машиностроении такой метод не используют.
- Если надо соединить детали толщиной более 5 мм, то лучше использовать электросварку.
- Ацетилен не подходит для работы с высокоуглеродистой сталью.
- Если соединять внахлест, то в изделиях образуются большие напряжения, и они деформируются.
- На материалы и оборудование затраты увеличиваются, в отличие от электродуговой сварки.
- Выполнять работы может только опытный сварщик.

Только опытный специалист может справиться с ацетиленовой сваркой.
Для каких металлов подходит
Данный вид сварки подходит для большинства черных и цветных металлов. Он практически незаменим при соединении тонкостенных труб и аналогичных деталей, при работе с медью, чугуном, заготовками из конструкционной стали.










Что потребуется для работы начинающему сварщику
Прежде всего нужно подготовить оборудование и спецодежду.
Инструменты и средства защиты
Обязательно понадобится сварочный аппарат, комплект электродов, молоток и зубило для сбивания шлака, металлическая щётка для очистки швов. Электродержатель служит для зажима, удержания электрода и подведения к нему тока. Нужен и набор шаблонов для проверки размеров шва. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, который не пропускает инфракрасные лучи и защищает глаза. Эту же функцию выполняют экраны и щитки. Брезентовый костюм, состоящий из куртки с длинным рукавом и гладких брюк без отворотов, кожаную или валяную обувь для защиты от брызг металла и перчатки или рукавицы, брезентовые или замшевые с напуском на рукава. Такая прямая закрытая одежда предохраняет сварщика от попадания расплавленного металла на тело.
Существуют средства специальной защиты, которые применяются для работы на высоте и внутри металлических объектов, при работе в положении лежа. В таких случаях понадобятся диэлектрические сапоги, шлем, перчатки, коврик, наколенники, подлокотники, а для высотной сварки нужен предохранительный пояс с лямками.
Подготовка к выполнению работ
Перед тем как приступить к выполнению работ, надо очистить пост газосварки ото всех посторонних предметов, а также надежно защитить легковоспламеняющиеся поверхности.
Защитные средства
Для защиты от негативного воздействия высокой температуры газосварщик должен обязательно использовать:
- специальные очки;
- рукавицы-краги;
- огнестойкую одежду и обувь.

Защитные средства.
Инструменты и оборудование
Для выполнения работ понадобятся следующие инструменты:
- плоскогубцы;
- рожковые ключи;
- измерительные инструменты;
- щетка по металлу;
- присадочная проволока;
- зажигалка для горелки;
- огнетушитель.
Кроме того, надо подготовить такое оборудование:
- рукав для подачи ацетилена и баллон с этим газом;
- ацетиленовый и кислородный редукторы;
- рукав для подачи кислорода и баллон с ним;
- газовую горелку с мундштуком.
Подготовка металла
На данном этапе с изделий в местах их соединения удаляют грязь, ржавчину, имеющиеся следы консервации. Для этого используют щетку по металлу.

Зачистка металла перед сваркой.
Важные особенности
Качество и надежность швов, полученных в результате применения кислородно-ацетиленовой сварки, во многом зависят от соблюдения технологии проведения работ.
Существует три основных фактора, влияющих на характеристики соединения:
- мощность пламени;
- диаметр присадочного материала;
- угол сварки.
Главные особенности ацетилено-кислородной сварки:
- мощность пламени выбирают в зависимости от характеристик материала, из которого сделаны свариваемые изделия;
- чем толще свариваемые изделия, тем больше должна быть мощность пламени (с тонкими деталями поступают наоборот), но с увеличением мощности возрастает и расход газа;
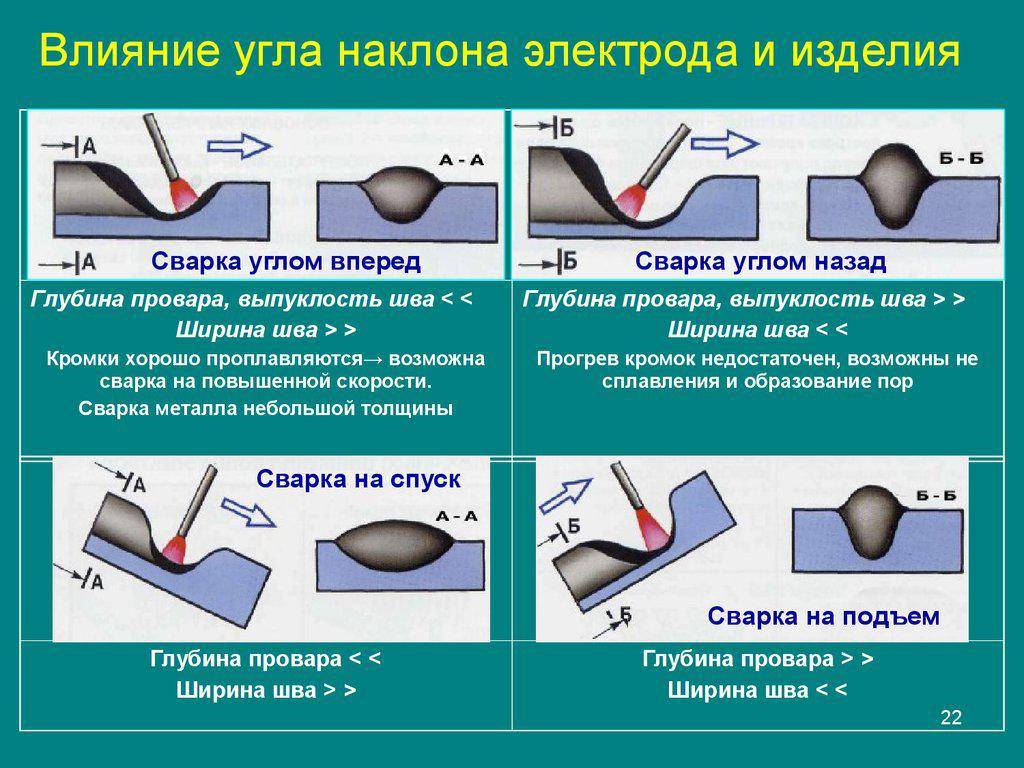
- толщина соединяемых изделий влияет на угол наклона горелки (чем они толще, тем больше угол), для большинства деталей он составляет 10-80°;
- для прогрева деталей, независимо от их толщины, горелку направляют под углом 90°;
- диаметр присадочной проволоки зависит от толщины соединяемых элементов (для его расчета толщину детали в миллиметрах делят пополам и прибавляют 1 мм);
- горелку двигают от себя или на себя.

Правильно выбирайте присадочную проволоку для ацетиленовой сварки.
Подготовка материала к сварке
Очищенные от грязи и ржавчины детали надо правильно подготовить к сварке. Это поможет облегчить и ускорить процесс их соединения, а также получить более качественный шов.










Подготовка изделий включает следующие этапы:
- Правку — исправление деформаций, которые могли возникнуть в процессе транспортировки и доставки изделий.
- Разметку. Ее выполняют при помощи ручных измерительных инструментов или с применением разметно-маркировочных машин.
- Гибку, если это необходимо.
- Разделку и очистку кромок. Соединяемые детали должны совпадать по плоскости. Подрезать их можно холодным способом (станками или ручными интервентами), термическим (с помощью горелок).
- Сборку конструкции. Все элементы раскладывают, чтобы они заняли свое пространственное положение и между ними образовался необходимый зазор. Для этого используют стенды, кондукторы, прижимные устройства и т.д.
Подготовка труб к сварке

Сварочный процесс начинается именно с подготовки. В первую очередь нужно выбрать электроды, которыми трубы и будут свариваться. Здесь два критерия выбора: материал, из которого делается металлический стержень, и обмазка – материал, покрывающий стержень.
Для сварки металлических труб используются плавящиеся электроды и неплавищиеся. В первых стержень плавится, во вторых нет. Во втором случае используется дополнительный материал – присадка, которая и заполняет собой сварочный шов. Практика показывает, что сварка труб плавящимися электродами сегодня в бытовых условиях используется чаще. Просто потому что этот способ проще.
Теперь, что касается обмазки электродов. Здесь несколько позиций, где используются различные материалы для образования защитной поверхности.
- Рутиловые.
- Кислотные.
- Рутилово-кислотные.
- Целлюлозные.
- Рутилово-целлюлозные.
- Основные.
У каждой позиции свои плюсы и минусы, поэтому при выборе необходимо учитывать условия сварки трубопроводов. Но есть среди них универсальный вариант – это электроды с основным покрытием. К данной категории относятся такие марки электродов, как УОНИ, ОЗС, ВИ, ЭА, НИАТ, ОЗШ и другие менее известные. Начинающим сварщикам рекомендуется проводить сварку труб электродами УОНИ.
Перед тем как сварить две трубы, необходимо понять, что существует несколько видов сварных соединений.
- Встык, когда две трубы располагаются напротив друг друга.
- Внахлест, так обычно соединяются две трубы разного диаметра, или одинакового диаметра, только одна из труб развальцовывается, то есть, ее диаметр механическим способом увеличивается.
- Тавровое соединение, когда два трубопровода стыкуются в перпендикулярных плоскостях.
- Угловое соединение, когда стык производится под углом меньше 90°.
Кстати, вариант под номером один кажется очень простым. Но в нем таится сложность самого процесса. Во-первых, варить такой шов лучше в нижнем положении, это когда электрод в стык соединения подается сверху. Во-вторых, проварить металл надо во всю толщину стенки.
И еще несколько полезных советов.
- Для сварки трубопроводов встык и тавр лучше всего использовать электроды диаметром 2-3 мм.
- Режим сварки, то есть, величина устанавливаемого тока должна быть в пределах 80-100 ампер. При сварке внахлест силу тока нужно поднять до 120 А.
- Заполняемость сварочного шва должна быть такой, чтобы над плоскостью трубы металл поднимался на 2-3 мм.
- Сварка профильных труб (квадратных) производится точечно. То есть, сначала сваривается небольшой участок на одной стороне, затем на противоположной, после на соседней и далее на противоположной соседней. После чего производится полная сварка стыков. Цель – чтобы труба не покоробилась в процессе ее нагрева.
Перед тем как варить трубы электросваркой, их необходимо подготовить. В основном это касается кромок. Вот последовательность, как это надо делать.
- Проверяются геометрические размеры на соответствие проводимому монтажу трубопроводов. Могут стыковаться трубы с разной толщиною стенки, что может привести к не провару толстой трубы или к прожогу тонкой.
- В разрезе трубопровод должен быть круглым, а не овальным или другой формы. Это просто обеспечит качество сваренного стыка и упростит сам процесс.
- Стенки труб должны быть без дефектов: трещин, заломов, расширений и так далее.
- Срез кромки должен быть прямым (90°).
- Кромки защищаются до металлического блеска (используется щетка, наждачка). Длина зачищаемого участка – не меньше 1 см от кромки.
- Удаляются масляные и жировые пятна, краска, обязательно торцы обезжириваются при помощи любого растворителя.
И хотя электроды УОНИ не являются капризными, то есть, с их помощью можно заварить даже ржавые детали, на качество шва влияют любые дефекты металла. Поэтому стоит уделить немного времени для подготовки кромок трубопровода.
Подготовка деталей
Перед началом работ по свариванию труб, необходимо подготовить кромки к выполнению соединения. Я всегда делаю это в такой последовательности:

- Проверяю трубы на соответствие тем параметрам, которые указаны в проекте инженерной системы (водопровода). Инструкция требует соблюдения следующих параметров:
- геометрических размеров;
- сертификата соответствия (особенно для труб, по которым предполагается транспортировать питьевую воду);
- отсутствие дефектов в окружности (трубы должны быть идеально круглыми, а не овальными на срезе);
- отсутствие дефектов в толщине (стенки металлических труб должны быть одинаковыми по всей длине детали);
- соответствие химического состава металла тем требованиям, которые закреплены в ГОСТ России (это выясняется при лабораторном исследовании или из сопроводительных документов).
Зачистка торца трубы с помощью шлифовальной машинки перед свариванием.
- Готовлю трубы к соединению. Для этого лично я рекомендую выполнить следующие:
- проверить, чтобы срез кромки трубы был выполнен строго под углом в 90 градусов;
- зачистить кромку до металлического блеска (ширина зачищенного участка должна составлять до 10 мм от среза);
- обезжирить торец, удалить все следы масла, краски, ржавчины и так далее.
Для правильного соединения необходимо, чтобы угол раскрытия кромок среза трубы составлял около 65 градусов, а величина притупления 2 мм. Если это не так, необходимо выполнить дополнительную механическую обработку торца.








Для этого используются специальные фаскосниматели, шлифовальные машинки и торцеватели. Специалисты, конструирующие трубопроводы большого диаметра, используют фрезерные машины или особые способы подготовки (плазменные или газовые резаки).
Инструменты для обработки торцов труб помогут в работе любому начинающему мастеру.
Особенности газовой сварки
Ацетилено-кислородная сварка имеет три основных параметра, от которых зависит качество конечного результата. Это мощность огня (пламени), это под каким углом к сварочной поверхности располагается горелка, диаметр используемого присадочного прутка.
Мощность пламени горелки выбирается в зависимости от теплофизических свойств металла и от толщины свариваемых заготовок. Зависимость такая: чем толще детали, чем выше у их металла теплопроводность и температура плавления, тем больше должна быть и мощность пламени горелки. Последняя определяется расходом газовой смеси. Чем больше расход, тем выше мощность. Для каждого вида металлов выбирается свой мощностной показатель. Существуют формулы, по которым он определяется. Основная зависимость – это толщина свариваемых заготовок.
- Для черных металлов (сталь и чугун) мощность располагается в пределах (100-150)n, где n – это толщина детали.
- Для цветных металлов, к примеру, для меди – диапазон равен (150-200)n.
Мощность пламени, как и расход газов, имеет единицу измерения – л/час.
Что касается угла наклона горелки, то она также изменяется в зависимости от толщины соединяемых изделий. К примеру, если толщина варьируется в диапазоне от 1 до 15 мм, то угол наклона будет изменяться от 10 до 80°. И чем толще металл, тем больше угол наклона. Но в самом начале сварки необходимо угол наклона выдерживать максимальным, даже до 90°, потому что при таком значении будет быстрее нагреваться соединяемые детали, плюс быстрее сформируется сварочная ванна.
Диаметр присадочного стержня также выбирается в зависимости от толщины заготовок. Формула определения проста: половина толщины плюс один миллиметр. К примеру, если свариваются между собой детали толщиною 4 мм, то для их соединения необходима присадка диаметром 3 мм.
Как вам статья?


