
- Так какой аппарат подойдет для сварки труб?
- HAMER MULTIARC-250 Evolution
- Необходимые оборудование и инструменты
- 4 Нормативная база сварки встык
- Производители ручных аппаратов для электромуфтовой сварки
- Какое оборудование существует?
- Механический сварочный агрегат
- Ручной сварочный аппарат (утюг)
- Особенности
- Виды
- Критерии выбора сварочного инструмента
- 5 ELITECH СПТ 800
- Производители сварочных аппаратов доя полипропиленовых труб, краткий обзор моделей.
- Метод сварки встык
- Типы аппаратов
- Ручные
- Механические
- Гидравлические
- Электромуфтовое оборудование
- Как правильно выбрать аппарат?
- Ручной аппарат
- Механический
- Выводы и полезное видео по теме
Так какой аппарат подойдет для сварки труб?
Подводя итог, приведем перечень требований к оборудованию для сварки труб:
- Режимы сварки: MIG/MAG; MMA; TIG
- Сварочный ток: в диапазоне от 20 до 250 А (MMA); от 20 до 250 А (MIG); от 20 до 200 (TIG);
- Диаметр проволоки: от 0,6 до 1,2 мм;
- Диаметр электрода: до 1,5 до 5 мм;
- Напряжение: 220 В/380 В;
- КПД: 70-90%;
- Вес: 15-20 кг.
Этим требованиям в полной мере соответствует сварочный аппарат HAMER MULTIARC-250 Evolution
HAMER MULTIARC-250 Evolution
-
- Сварочный ток 20-250 А (MMA); 15-60 А (CUT); 20-200 А (TIG);
- Тип сварки MMA/CUT/TIG;
- Напряжение 220 В/ 50 Гц;
- Продолжительность нагрузки для режима MMA 250 А/35%; 118,5 А/100%;
- Продолжительность нагрузки для режима CUT 60 А/35%; 29,6 А/100%;
- Продолжительность нагрузки для режима TIG 200 А/35%; 118,5 А/100%;
- КПД 85 %;
- Вес 15 кг;
- Подходит для работы с нестабильным напряжением сети (гаражи, хутора, сельская местность и т.д.)
HAMER MULTIARC-250 Evolution — многофункциональный сварочный аппарат, работающий в режимах MMA, TIG, CUT. Сочетание нескольких режимов значительно расширяет перечень сварочных процессов, позволяя работать с разными типами металлов. Это делает HAMER MULTIARC-250 Evolution незаменимым помощником на производстве, в частности для проведения сварочных работ по ремонту, подготовке к установке и монтажу труб.
Получи 90 рублей в подарок!

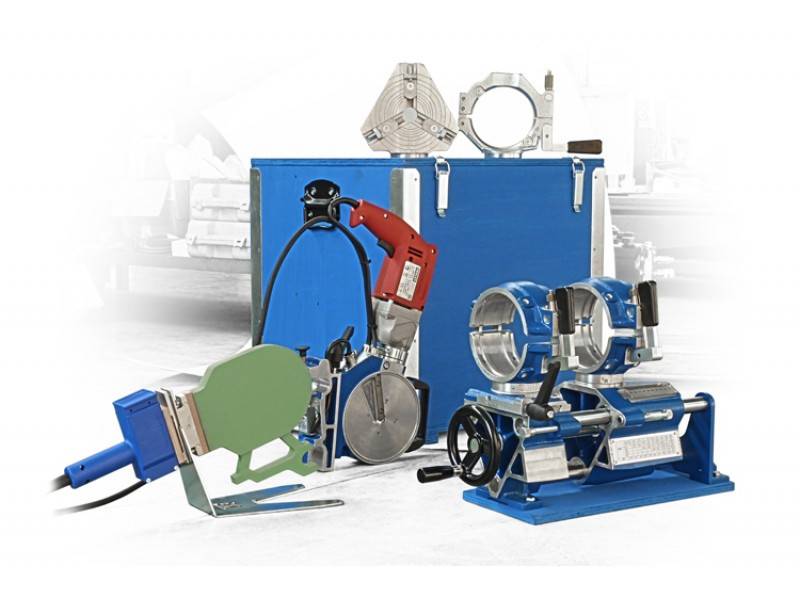
Необходимые оборудование и инструменты
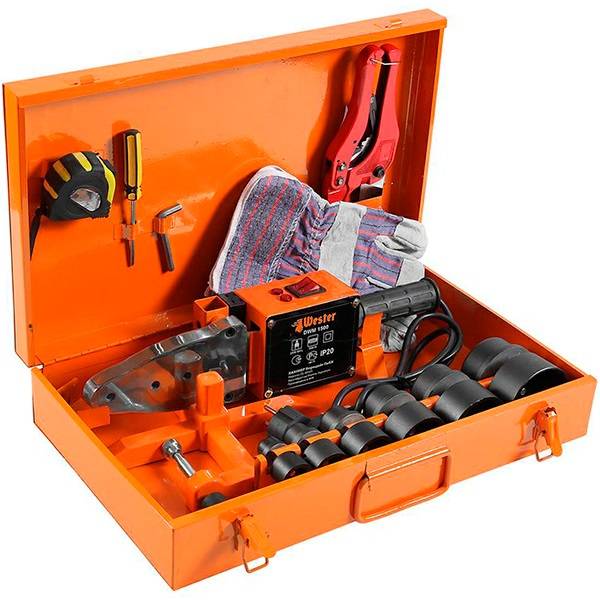
Для сварки пластиковых труб удобно использовать мечевидные паяльники со съемными насадками. Нагревательный элемент для сварки труб представляет собой плоскую платформу, называемую утюгом, в ней есть отверстия для крепления нагревающих насадок.
У сварочного аппарата для сварки пластиковых труб обязательно есть температурный регулятор, световой индикатор нагрева. Кроме оборудования для сварки нужны инструменты для раскроя заготовок и снятия фольгирующего слоя. Режут пластиковый прокат любым удобным способом:
- труборезом, похожим на кусачки;
- ножницами по металлу;
- ножовкой с узким полотном.
Для зачистки срезов, удаления наплывов применяют напильники с мелкой нарезкой или наждачную бумагу. Для раскроя элементов трубопровода перед сваркой нужно подготовить линейку, угольник, фломастер или маркер.
4 Нормативная база сварки встык
Как видно из , до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- ГОСТ Р 55276 – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307;
- ГОСТ Р ИСО 12176-1 – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!








Пред.
2
След.
Производители ручных аппаратов для электромуфтовой сварки
На рынке сварочных аппаратов для пайки ПНД труб наибольшим спросом пользуются изделия следующих производителей:
- Rothenberger. Данная компания была основана в Германии в 1949 году. За все прошедшие годы компания смогла добиться очень больших успехов, став одним из ведущих производителей сварочных аппаратов. Продукция, выпущенная под брендом Rothenberger, отличается максимально возможным качеством и крайней степенью надежности.
- Ritmo. Итальянская компания Ritmo была образована в 1979 году. На сегодняшний день она относится к категории ведущих компаний, занимающихся обработкой полимеров и изделий из них. В своей деятельности Ritmo постоянно следует наиболее современным и строгим стандартам. Бизнес компании поставлен на очень высоком уровне, и то же самое можно сказать о продукции – изделия Ritmo отличаются разнообразием, универсальностью и высочайшим качеством.
- DYTRON. На фоне старших аналогов продукция чешской компании DYTRON, основанной в 1992 году, не кажется недостаточно качественной – с этим все в порядке. Ассортимент продукции необычайно широк – компания выпускает как ручное, так и автоматическое оборудование, позволяющее соединять ПНД трубы. Кроме того, модельные ряды постоянно расширяются и дополняются, поэтому подобрать хорошее оборудование на стендах этого бренда проблемы не составит. Также стоит отметить и соответствие выпущенных устройств самым современным требованиям.

Заключение
Выбирая аппарат для пайки ПНД труб, необходимо отталкиваться от требований, обусловленных конкретной ситуацией. Правильный подбор оборудования позволит создать надежное и герметичное соединение, которое сможет прослужить столько же, сколько и цельные трубы.
Какое оборудование существует?
По своему исполнению сварочный аппарат представляет собой прибор, при использовании которого участки труб подвергаются нагреву, тем самым позволяя получить неразъемное соединение. Нет нужды объяснять, что оборудование, используемое для сварки пластиковых труб, будет иметь иное конструктивное исполнение, нежели аппарат для сварки металлических труб.
На сегодняшний день на рынке доступно два типа устройств, используемых для сварки полипропиленовых труб:
- механический аппарат для сварки;
- ручной сварочный аппарат.
Об использовании первого стоит задуматься в тех случаях, когда необходимо совместить стыки, приложив для этого большое усилие, либо возникла задача по монтажу труб, которые обладают довольно большим диаметром.
Ручной же аппарат для сварки пластиковых труб станет лучшим выбором тогда, когда планируется своими силами выполнять сборку трубопровода и для работы планируется использовать трубы, отличающиеся своим диаметром.
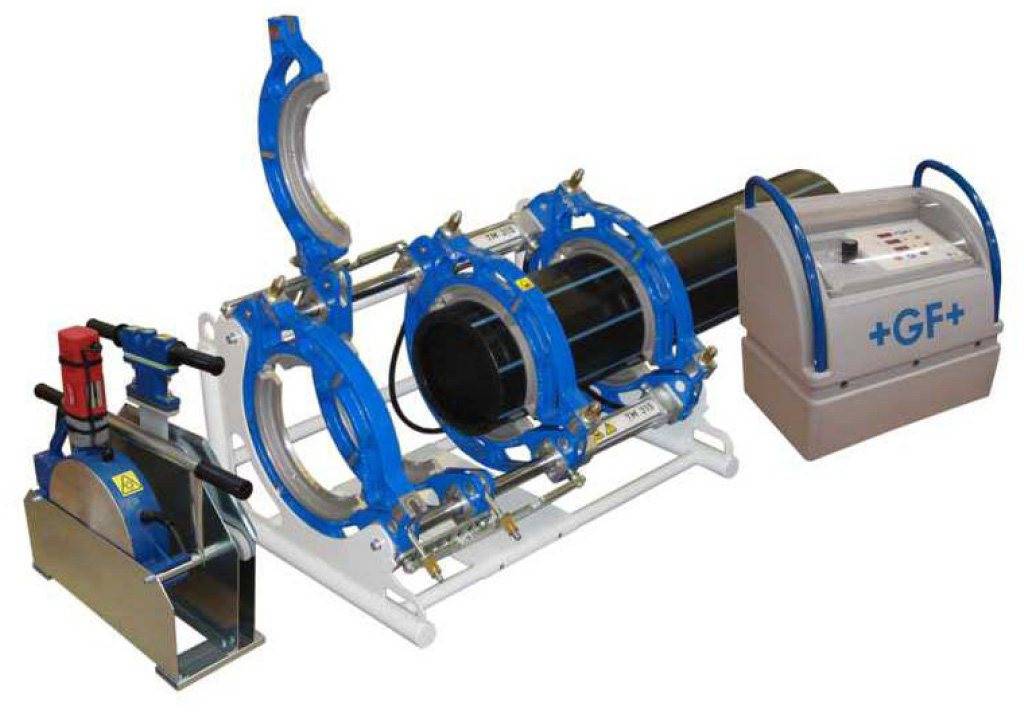
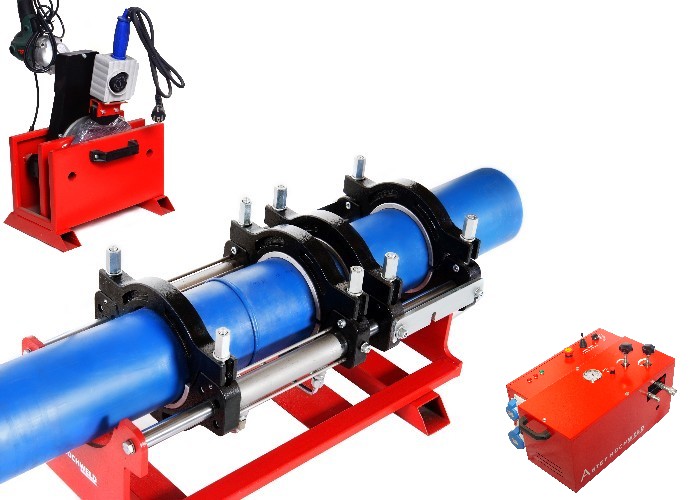
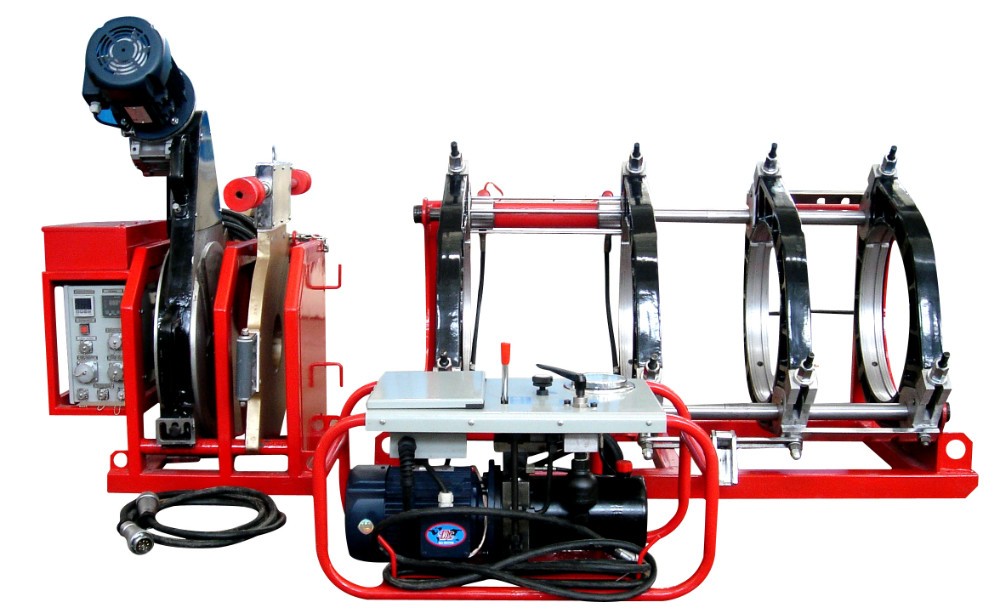
Механический сварочный агрегат
 В конструкционном плане механический аппарат для сварки труб из полипропилена выполнен в виде опорной рамы, на которой имеется приборный блок и гидроагрегат. По левую и правую стороны присутствуют захваты, у каждого из которых имеется пара полуколец. Захваты разделены между собой вкладышами, которые помогают сбалансировать давление и выполнить центровку. По своему внутреннему диаметру они не отличаются от труб, с которыми предстоит работать.
В конструкционном плане механический аппарат для сварки труб из полипропилена выполнен в виде опорной рамы, на которой имеется приборный блок и гидроагрегат. По левую и правую стороны присутствуют захваты, у каждого из которых имеется пара полуколец. Захваты разделены между собой вкладышами, которые помогают сбалансировать давление и выполнить центровку. По своему внутреннему диаметру они не отличаются от труб, с которыми предстоит работать.
В конструкции аппарата присутствует электроторцеватель, основное назначение которого заключается в выравнивании торцов труб. Это приспособление имеет вид вращающегося диска, оснащенного двухсторонними ножами, у которого также присутствует блокирующий механизм, обеспечивающий безопасную работу. В роли основного рабочего нагревательного элемента выступает стальной диск с антипригарным покрытием, содержащий внутри себя ТЭНы. В конструкции многих моделей таких аппаратов часто присутствуют терморегуляторы и датчики контроля температуры.
Ручной сварочный аппарат (утюг)
Учитывая, что перед обычным потребителем вряд ли возникнет задача по монтажу протяженных сетей, ему не стоит покупать громоздкий прибор для сварки.
Большинство потребителей обычно использует для сборки труб такой прибор, как сварочный утюг. Если оценивать его по конструкционному исполнению и особенностям в работе, то в этом плане он мало отличается от традиционного бытового прибора. Из его особенностей можно выделить только иное оформление.
Основными элементами его конструкции выступают нагревательная плита, терморегулятор и эргономичная ручка. Если присмотреться, то в нагревательной плите можно обнаружить два отверстия, необходимые для крепления парных сварочных элементов, отличающихся своим диаметром. Они выделяются, в первую очередь, наличием тефлонового покрытия, благодаря которому пластик не липнет к горячей поверхности.
Особенности
Выбирая аппарат для сварки труб из ПЭ, нужно четко представлять себе, какие именно работы будут производиться с его помощью. Особенности желаемого оборудования во многом будут зависеть от способа сварки, которым вы планируете пользоваться чаще всего.
Существуют четыре основных метода пайки полиэтиленовых изделий.
- Стыковая сварка – этот метод является наиболее распространенным, а в его основе лежит соединение нагретых торцов труб друг с другом или с фитингами при помощи специального сварочного зеркала. Соединение встык позволяет получать довольно качественное соединение при приемлемой цене оборудования, но метод не подходит для соединения изделий с толщиной стенок меньше 4,5 мм. Применение стыковой сварки требует тщательной очистки соединяемых поверхностей, максимальной точности торцевания изделий и приложения правильного давления на трубы в процессе их соединения.
- Стыковка труб в раструб (или муфтовый способ) – надежный, но менее распространенный и более дорогой метод, основанный на соединении изделий через специальную муфту. Возможны и варианты соединения между собой напрямую двух труб различного диаметра. Данный метод не применяют для прокладки трубопроводов, находящихся вне помещений.
- Электромуфтовая (или терморезисторная) сварка труб – этот способ похож на стыковку в раструб, но применяемая в нем муфта содержит металлический нагревательный элемент, что способствует более равномерному нагреву соединяемых изделий и электромуфты. На каждой электромуфте нанесен специальный штрихкод, в котором зашифрованы необходимые для этой муфты параметры электрического тока, поэтому аппараты такого типа нередко оснащают сканером штрихкодов. Терморезисторный способ еще надежней (и дороже), чем муфтовый, поэтому применяется в основном в случаях, когда нужно обеспечить очень устойчивое соединение (например, при проведении трубопроводов в районах частых землетрясений). Этот метод используют для соединения труб диаметром от 20 мм с любой толщиной стенки, а требования к точности выдержки технологических параметров в нем значительно ниже, чем при пайке встык.
- Экструзионная сварка – метод, подобный электросварке, при применении которого через специальный экструдер в область сварки подается нагретый полиэтилен, формирующий соединение между трубами. Прочность полученного соединения обычно не превышает 80% прочности полиэтилена, поэтому экструзионный метод обычно применяют в основном для соединения труб с другими пластиковыми изделиями и монтажа труб диаметром от 630 мм в местах, которые скорее всего не будут подвергаться высоким нагрузкам.


Виды
Все устройства для сварки полиэтилена состоят из четырех основных модулей – генератора (обычно работающего по принципу инвертора с трансформатором или импульсным источником питания), модуля контроля мощности, модуля регулировки температуры и технологического узла, в котором и осуществляется сам процесс соединения. Каждый из четырех рассмотренных выше методов сварки производится с помощью соответствующего инструмента.











Существующие для каждого из 4 способов машины можно разделить еще на 3 категории по степени автоматизации.

Полуавтоматические аппараты разделяются по типу используемого привода на механические и гидравлические. В устройствах с механическим приводом усилие, необходимое для центровки и удержания труб в процессе сварки, создается с помощью оператора, поэтому применяют их только при работе с трубами диаметром менее 160 мм. Гидравлический привод не требует приложения силы от оператора и применяется для сварки изделий любого диаметра, в том числе и больше 160 мм.


Еще одной важной характеристикой сварочного аппарата является диаметр труб, которые он может соединять, ведь стандартные типоразмеры ПЭ труб находятся в диапазоне от 16 до 1600 мм. Например, для проведения водопровода в квартирах обычно применяют трубы диаметром от 20 до 32 мм, а вот для монтажа магистральных трубопроводов уже может понадобиться аппарат, способный паять трубы диаметром 90/315 мм и более
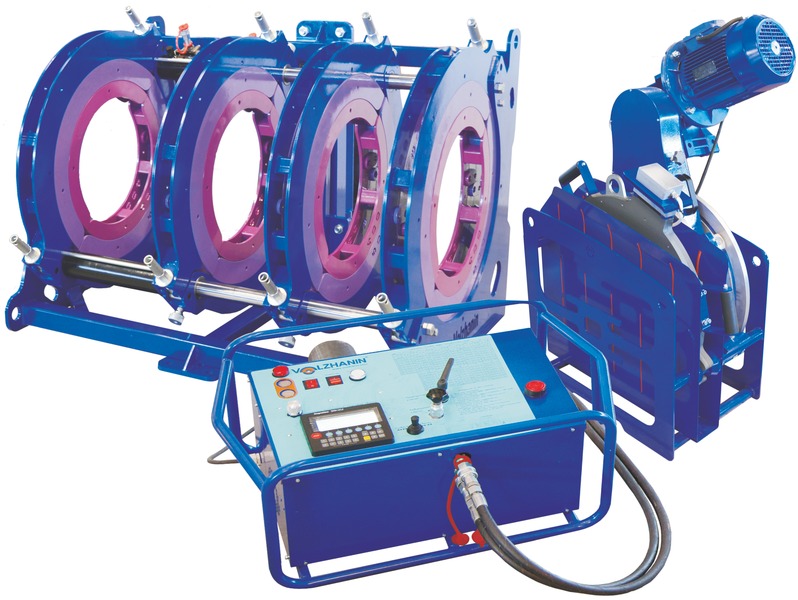
Наибольшей популярностью в настоящее время пользуются аппараты фирм Georg Fischer (Швейцария), Rothenberger (Германия), Advance Welding (Великобритания), Eurostandard, Technodue и Ritmo (Италия), Dytron (Чехия), KamiTech и Nowatech (Польша). Существуют и российские производители устройств для сварки полиэтилена, например, завод «Волжанин», выпускающий оборудование для пайки встык изделий диаметром от 40 до 1600 мм и электромуфтовые аппараты, способные соединять трубы диаметром до 1200 мм.
Критерии выбора сварочного инструмента
Решая вопрос с предпочтительным классом сварочного оборудования, необходимо в первую очередь обращать внимание на объем запланированных работ. Здесь большую актуальность приобретают следующие параметры:
- Диапазон диаметров труб, с которыми придется работать.
- Потребляемая мощность.
- Цена аппарата.
Примечательно, что между названными параметрами присутствует четкая взаимосвязь. Так, с увеличением внешнего диаметра трубы необходимо рассматривать модели, обладающие более высокой мощностью. Принято считать, что показатель мощности, единицей измерения которой являются ватты, должен в 10-кратном размере превышать диаметр, исчисляемый в миллиметрах. Иными словами, если предполагается сваривать трубы, внешний диаметр которых составляет 30 мм, то можно ограничиться моделью, показатель мощности которой равен 300 Вт. Стоит заметить, что приводимые цифры не являются окончательными и точными, а потому здесь допускаются погрешности в пределах 30%.
Поэтому, если модель сварочного оборудования имеет большую потребляемую мощность, то это позволяет владельцу осуществлять сварку труб большего диаметра. Однако приобретение подобного оборудования потребует больших затрат.
5 ELITECH СПТ 800

Богатая комплектация Страна: Россия (производится в Китае) Средняя цена: 1 638 руб. Рейтинг (2019): 4.5

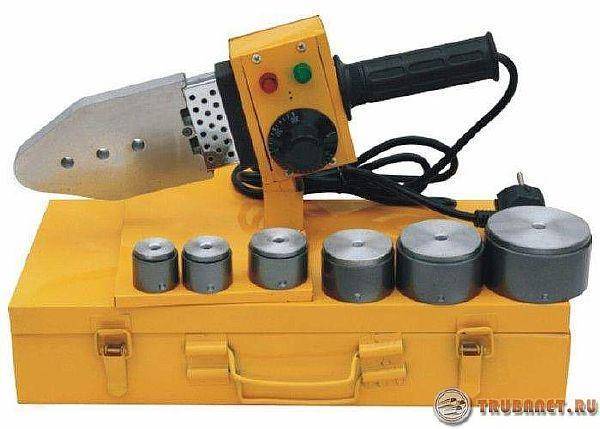



Этот бюджетный паяльник полипропиленовых труб можно увидеть не только в руках начинающих монтажников, но и профессионалов. Модель может работать с 6 типоразмерами труб, начиная с 20 и заканчивая 63 мм. Эксперты отмечают качественные насадки, покрытые тефлоном. При мощности нагревателя 800 Вт прибор способен быстро разогреться до 300°С. Достаточно быстро происходит и охлаждение нагревателя. Производитель укомплектовал свое изделие 6 насадками, подставкой, надежным металлическим кейсом, а также набором инструментов (отвертка, шестигранный ключ).
Анализируя отзывы потребителей, можно выделить несколько преимуществ и недостатков аппарата. С одной стороны модель заслуживает похвалы за мощность, быстрый нагрев и остывание, ровные швы, доступную цену. Нарекания поступают в адрес неудобной подставки, хлипкого корпуса, некачественного тефлонового покрытия.
Производители сварочных аппаратов доя полипропиленовых труб, краткий обзор моделей.
При выборе любого оборудования одним из определяющих критериев является репутация компании –производителя. И хотя аппараты для ручной сварки полипропиленовых труб нельзя назвать слишком сложными и высокотехнологичными приборами, в этой области тоже есть определенные авторитеты.
Так, «законодателями мод» в производстве подобного оборудования считаются «Rothenberger», «Valfex», «Dytron», «BRIMA», «Gerat», «KERN». Не менее надежны и востребованы аппараты «Elitech», «Sturm», «Калибр», «Энкор», «PATRIOT», «Энергомаш», «DeFort». Главное, чтобы приобретаемое оборудование было действительно оригинальным, а не подделкой, и сопровождалось заводской гарантией изготовителя.
В завершение, традиционно, небольшой обзор популярных моделей и среднего уровня цен на них.
| Наименование модели, иллюстрация | Краткое описание модели | Средний уровень цен, руб. (апрель 2016 .г) |
|---|---|---|
«BRIMA TG-171», Германия — Китай  | Мощность 750 Вт, диаметр сварки – до 63 мм, электромеханический термостат, температура нагрева – до 300 °С. Время разогрева – не более 15 мин. В комплекте – шесть пар насадок от 20 до 63 мм. | 3900 |
«ЭНКОР АСП-800», Россия — Китай  | Мощность 800 Вт, диаметр сварки – до 63 мм, электромеханический термостат, температура нагрева – до 300 °С. Устойчивая подставка платформенного типа. В комплекте – шесть пар насадок от 20 до 63 мм с тефлоновым покрытием. | 2200 |
«Elitech СПТ 1000», Россия — Китай  | Аппарат с цилиндрическим нагревательным элементом. Мощность – 1000 Вт. Диаметр сварки – от 16 до 32 мм. Набор насадок (4 диаметра) с тефлоновым покрытием – в комплекте поставки. Эргономичная форма корпуса и ручки, позволяющая проводить работы в труднодоступных местах. Электромеханический термостат. | 2700 |
«Sturm TW7219», Германия — Китай  | Модель повышенной мощности – 1900 Вт, с возможностью включения полной и половинной мощности (оного или двух нагревательных элементов). Шесть пар насадок с тефлоновым покрытием. Максимальный диаметр сварки — 62 мм. Время нагрева – порядка 12 мин. Расширенная комплектация поставки, не требующая приобретения дополнительных аксессуаров. | 3300 |
«Dytron Polys P-1a», Чехия  | Высококачественный аппарат профессионального класса. Мощность – 650 Вт. Цилиндрический нагреватель с капиллярным термостатом высокой точности. Диаметр сварки – до 32 мм. Патентованные насадки колодочного типа на 3 диаметра, покрыты высококачественным синим тефлоном. Шесть положений температуры. Автоматическая защита от перегрева. Масса – всего 1,3 кг, что облегчает работу в труднодоступных местах. | 11200 в минимальной комплектации – прибор, подставка и три насадки. |
«Rothenberger ROWELD P 40T», Германия  | Мощность – 650 Вт. Максимальный диаметр сварки – 40 мм. Мечевидный нагреватель с возможностью установки двух пар муфта-дорн. В комплекте – 4 пары насадок от 20 до 40 мм, высококачественное тефлоновое покрытие. Особенности этого прибора – встроенный термостат расчитан именно на полипропиленовые трубы и запрограммирован на высокоточное поддержание стабильной температуры 260 °С. Масса прибора – 2,8 кг. | 14500 |
«KERN Welder R63E», Германия  | Модель профессионального класса. Относительно невысокая мощность, 800 Вт, и вместе с тем – возможность сварки труб диаметром до 63 мм. Шесть пар насадок с тефлоновым покрытием в комплекте поставки. Высокоточная электронная установка заданной температуры с микропроцессорным контроллером, цифровой дисплей. | 13500 |
В завершение – видеосюжет о еще одном сварочном аппарате для полипропиленовых труб
Метод сварки встык
Данный метод позволяет соединять полиэтиленовые трубы сварным швом при помощи специального оборудования для сварки в стык. Сварной шов (или «стык») равен по прочности на разрыв самой полиэтиленовой трубе. Сваркой нагретым инструментом соединяют ПЭ трубы диаметрами от 50 мм до 1600 мм включительно. Стандартные технологические режимы сварки рассчитаны на работы при температуре воздуха от -10оС до +30оС. Если температура воздуха на улице выходит на рамки стандартных температурных интервалов, то сварку полиэтиленовых труб необходимо проводить в укрытие, для соблюдения технологических параметров. Сварку напорных ПНД труб встык разделяют на два основных этапа: подготовительные работы и непосредственно сама сварка. Подготовительный этап включает в себя:
- проверку работоспособности и подготовку к работе сварочного оборудования,
- подготовку места для размещения сварочного оборудования,
- выбор необходимых параметров для сварки,
- закрепление ПЭ труб и центровка в зажимах сварочного аппарата,
- механическую обработку торцов свариваемых поверхностей у труб или деталей.
При подготовке оборудования подбираются вкладыши и зажимы, соответствующие диаметру свариваемой трубы. Рабочие поверхности нагревателя и инструмента для обработки ПЭ труб должны быть очищены от грязи и пыли. Работоспособность оборудования проверяется при визуальном осмотре узлов и комплектующих сварочного аппарата, а также при контрольном включении. У сварочной машины проверяют плавность хода подвижного зажима центратора и работу торцевателя. Размещение сварочного оборудования производят на заранее подготовленной и расчищенной площадке или трассе трубопровода после складирования на ней ПЭ труб. Если необходимо, то место сварки защищают при помощи тентов, чтобы оградиться от атмосферных осадков, песка и пыли. В сырую погоду рекомендуется устанавливать сварочное оборудование на деревянные щиты. А свободный конец полиэтиленовой трубы рекомендуется закрывать инвентарными заглушками для предотвращения сквозняка внутри трубы во время сварки.
Сборку свариваемых напорных ПНД труб и деталей, включающую установку, центровку и закрепление свариваемых концов, производят в зажимах центратора сварочной машины. Зажимы сварочного аппарата для ПЭ труб стягивают так, чтобы предотвратить проскальзывание труб и устранить, в пределах возможного, овальность на торцах. При сварке ПЭ труб большого диаметра встык, так как они обладают достаточно большим собственным весом, под свободные концы подставляют опоры, чтобы выровнять трубу и не дать возможности смещения свариваемого конца трубы. Последовательность проведения процесса сварки:
- вначале замеряют усилие необходимое для перемещения подвижного зажима с закрепленной трубой,
- устанавливают между торцами труб нагреватель, разогретый до необходимой температуры,
- проводят процесс оплавления, прижимая торцы ПЭ труб к нагревателю, создавая необходимое давление,
- торцы сдавливают некоторое время (по технологии сварки для данной полиэтиленовой трубы) до появления первичного грата высотой от 0,5 до 2,0 мм,
- после появления первичного грата снижают давление и выдерживают его в течении времени, необходимого для прогрева торцов труб,
- после окончания процесса прогрева отводят подвижный зажим центратора на 5-6 см назад и удаляют нагреватель из зоны сварки,
- после удаления нагревателя сводят концы полиэтиленовых труб до соприкосновения, создавая давление необходимое для осадки,
- давление осадки выдерживают в течении времени, необходимого для остывания стыка, а после проводят визуальный контроль полученного сварного шва по размерам и конфигурации наружного грата,
- после маркируют полученный сварной шов.
Типы аппаратов
По принципу соединения деталей сварочные агрегаты делятся на 2 типа:
- для электромуфтового соединения;
- для раструбного и стыкового.
По принципу действия все виды оборудования делятся на ручные и механические. Любое сварочное оборудование, независимо от типа, имеет 4 основных узла: генератор, регулятор температуры, модуль мощности и технологический узел, где осуществляется соединение деталей. Последний имеет разное строение (в зависимости от вида сварки).
Ручные
Ручные малогабаритные сварочные аппараты имеют вид плиты с наконечниками для фиксации концов ПНД деталей. Для соединения подготовленных поверхностей требуется усилие человека, поэтому диаметр трубы не должен превышать 125 мм. Ручной прибор выбирают для домашнего использования, его освоить проще всего, он имеет невысокую цену.
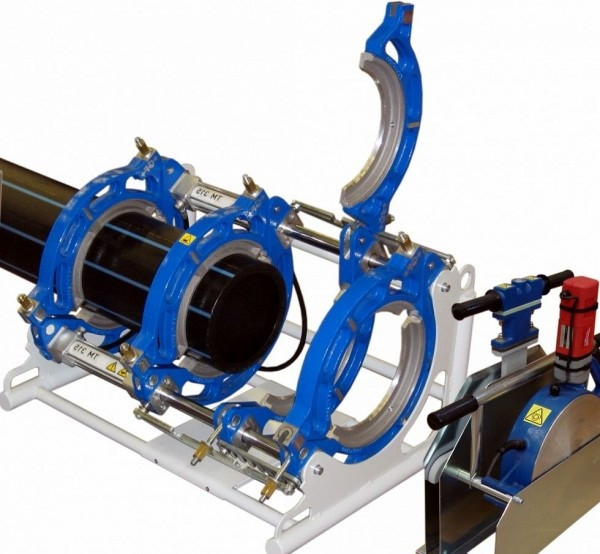
Механические
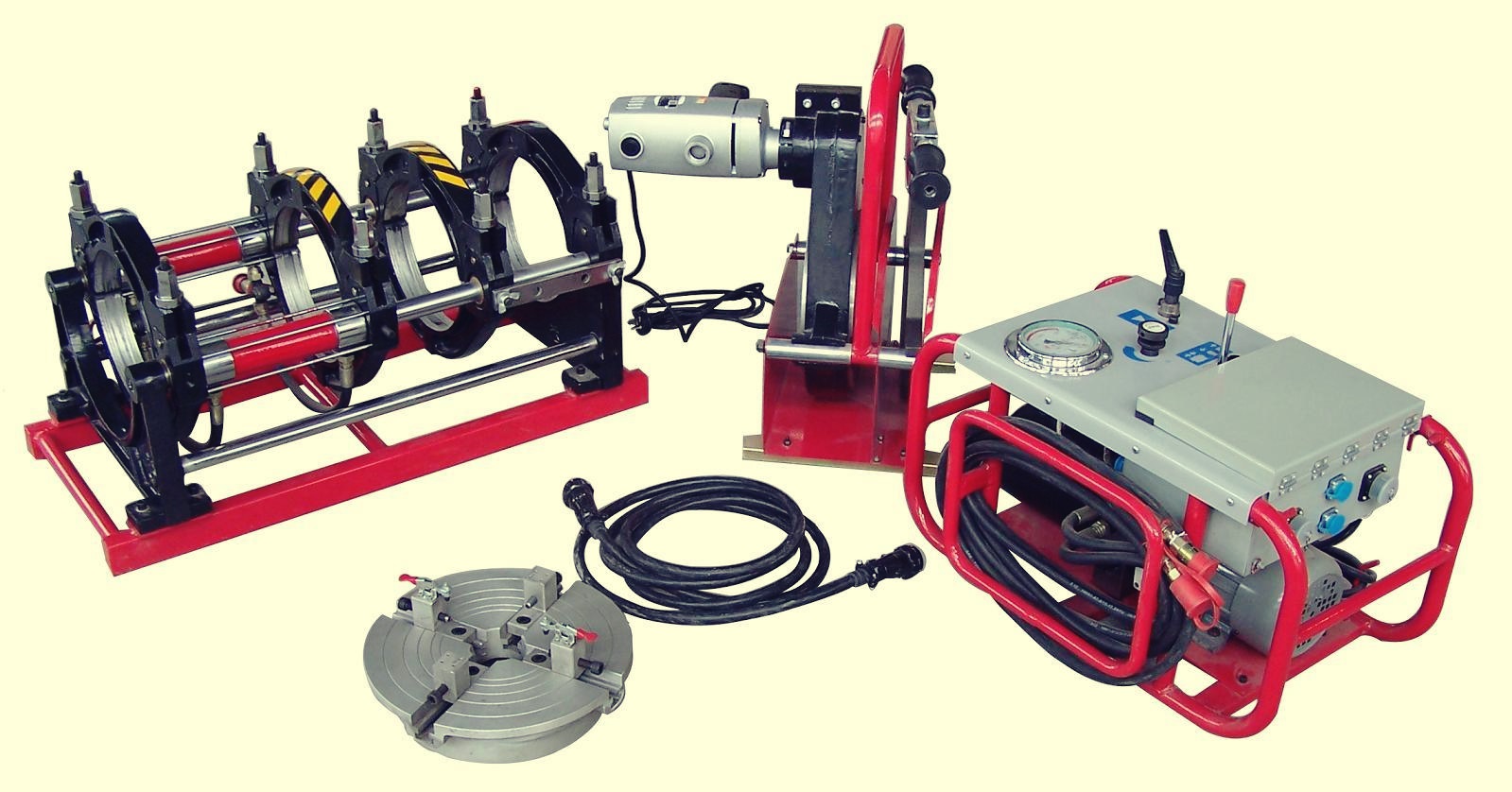
Такие аппараты предназначены для профессионалов. В их состав входит следующее:
- центратор с наконечниками для зажима деталей;
- торцеватель с заточенными ножами для обработки трубы;
- нагревательный элемент (сварочное зеркало);
- устройство для сжатия.
Сжатие соединяемых труб обеспечивает механика, поэтому их диаметр неограничен. Сварка прибором с механическим приводом — более прогрессивный метод: он облегчает работу оператора и делает стык более надежным.
Гидравлические
В гидравлическом оборудовании сжатие изделий осуществляется гидравлическим приводом. Такие аппараты предназначены для сварки встык и бывают 3 видов:
- Ручные. Все операции осуществляются вручную. Применяются для сварки трубопроводов со средним и низким напором.
- Полуавтоматические. Ручная работа предусматривает только закладку труб. Соединение происходит автоматически.
- Автоматические. Движения всех узлов агрегата от начала и до конца процесса управляются компьютером, оператор только вводит нужные параметры.
Современные автоматы работают с высокой точностью. Они могут считывать необходимую информацию со штрихового кода, нанесенного на ПНД или на электромуфты, в конце процесса выдают отчетный протокол, указывают на ошибки.
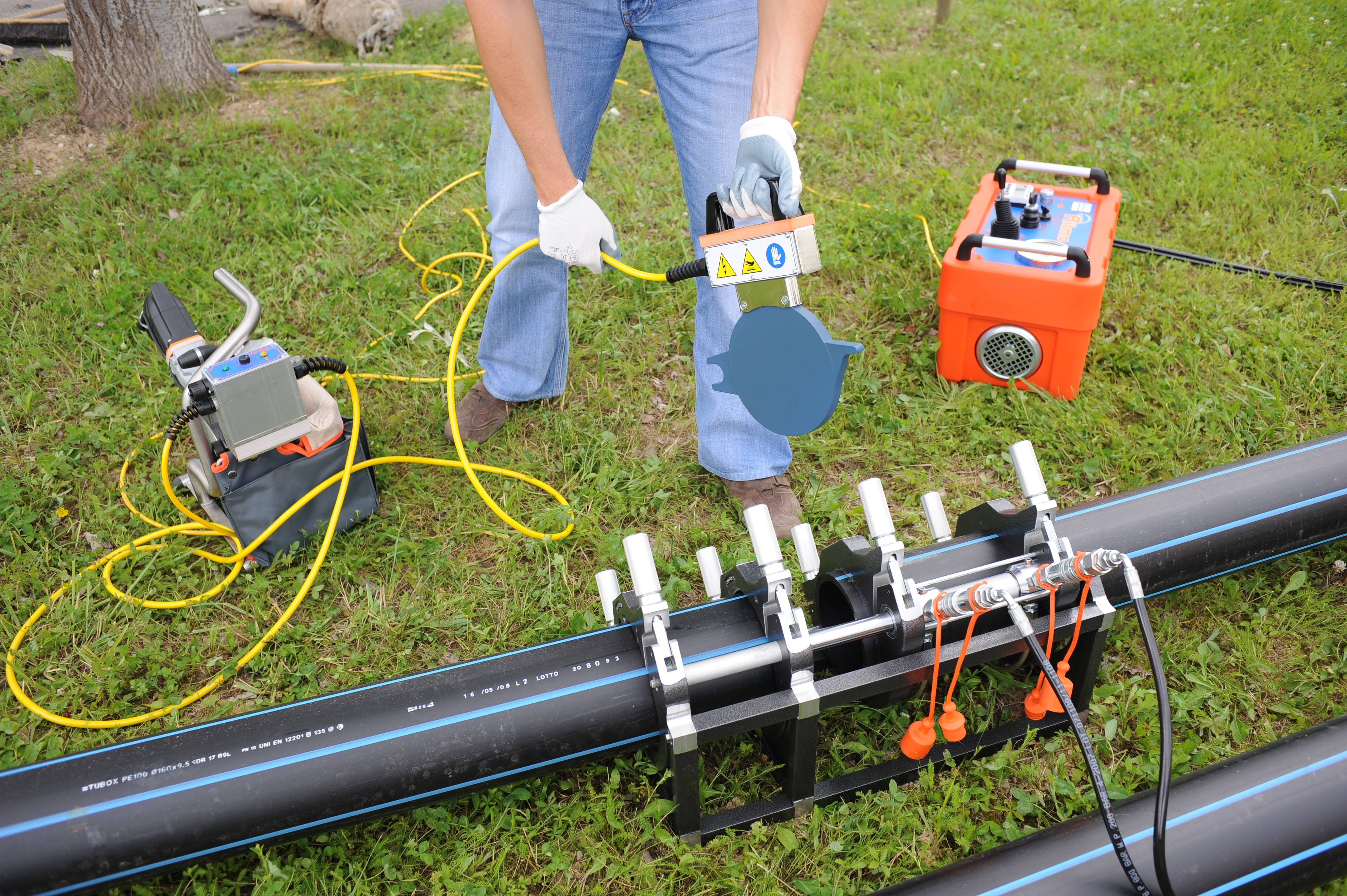
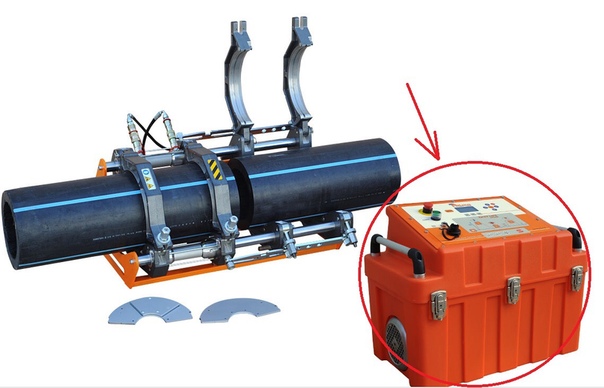
Электромуфтовое оборудование
 Технология электромуфтовой сварки состоит в следующем. В каждую муфту на этапе производства с внутренней поверхности закладывается нагревательный элемент с двумя выводами на ее внешнюю поверхность.
Технология электромуфтовой сварки состоит в следующем. В каждую муфту на этапе производства с внутренней поверхности закладывается нагревательный элемент с двумя выводами на ее внешнюю поверхность.
Соединяемые трубы вставляются в муфту. Специальным кабелем выводы муфты и сварочного аппарата соединяются. После этого происходит нагрев элемента, находящегося внутри муфты.








За счет этого происходит расплавление участка полипропиленовой трубы и муфты в районе нагревательного элемента. При отключении аппарата происходит обратная полимеризация соединяемых частей изделия. В итоге образуется монолитное соединение.
могут работать с изделиями практически любого диаметра. Они могут сваривать полипропиленовые трубы, а также изделия из полиэтилена низкого давления (ПНД).
Основным элементом является микропроцессорный блок с источником регулируемого питания. Он сохраняет протокол сварки для контроля работы и вырабатывает необходимый ток для получения требуемой температуры нагрева.
В заданное время в зависимости от диаметра изделия и других условий он отключает устройство. Аппарат может работать на открытых площадках в диапазоне температур -20…+60 °C.
Например, аппарат Rothenberger ROWELD ROFUSE PRINT при малом весе и габаритах (небольшая коробка весом около 20 кг) позволяет соединять ПНД и полипропиленовые трубы диаметром до 1200 мм.
Данные по ним могут вводиться вручную или считываться со штрих кода, установленным на трубе производителем. Пользоваться аппаратом легко, к нему прилагается подробная инструкция.
Как правильно выбрать аппарат?
Аппараты для сварки пластика работают как паяльник и условно разделяются на 2 вида — ручные и механические.
Ручной аппарат
Представляет собой нагревательную плиту с наконечниками для концов труб и ручкой. По принципу работы схож с утюгом и электропаяльником.

Требует усилия человека для сжатия соединяемых изделий. Подойдет для пэ труб диаметром не более 12.5см. Соответственно для больших объемов работ он не годится, и выбирать его стоит для домашнего использования.
Механический
Механический аппарат для пайки представляет собой опорную раму с дисками для крепления труб и приборным блоком. Нагревательный элемент с ТЭНАми внутри раскаляет концы соединяемых труб, а механика обеспечивает сильное сжатие этих мест.
Применяется для сварки изделий, подвергающихся высокой эксплуатационной нагрузке. Диаметр изделий — неограничен.
Выбирать этот вариант следует профессионалам.
Полезные советы для правильного выбора:
Обращайте внимание на комплектацию
Аппарат с ключом для насадок — подойдет для работы с одним, максимум двумя диаметрами. Если фронт работ больше — выбирайте оборудование с насадками различных диаметров;
Мощность агрегата
У профессионалов есть один секрет. Минимальная мощность оборудования рассчитывается по простой формуле — самый большой диаметр труб, с которым придется работать, умножается на 10.








Например, если вы в домашних условиях собираетесь варить трубы диаметром 50мм, то минимальная мощность агрегата = 50×10 =500Вт;
Какого производителя выбрать?
Самый высокий рейтин г- у продукции чешских фирм ( например ТМ «Дайтрон»). Но и цена изделий — кусается. Поэтому — как альтернатива — турецкие производители. Встречаются неплохие модели отечественного производства.
Выводы и полезное видео по теме
Сравнение и полезные советы по выбору сварочных аппаратов:
В этом ролике продемонстрирован пошаговый процесс сборки сварочника для пп труб своими руками:
Выбрать подходящий сварочный аппарат для труб из полиэтилена не так уж сложно. Лучше отдать предпочтение продукции известных производителей в приемлемой ценовой категории. При точном соблюдении технологии сварки можно получить надежное соединение.
Расскажите о том, как выбрали сварочный аппарат для сборки полимерного трубопровода у себя дома или на даче. Поделитесь аргументами, определившими ваш выбор. Оставляйте, пожалуйста, в находящемся ниже блоке, размещайте фото по теме статьи, задавайте вопросы.
Как вам статья?


