
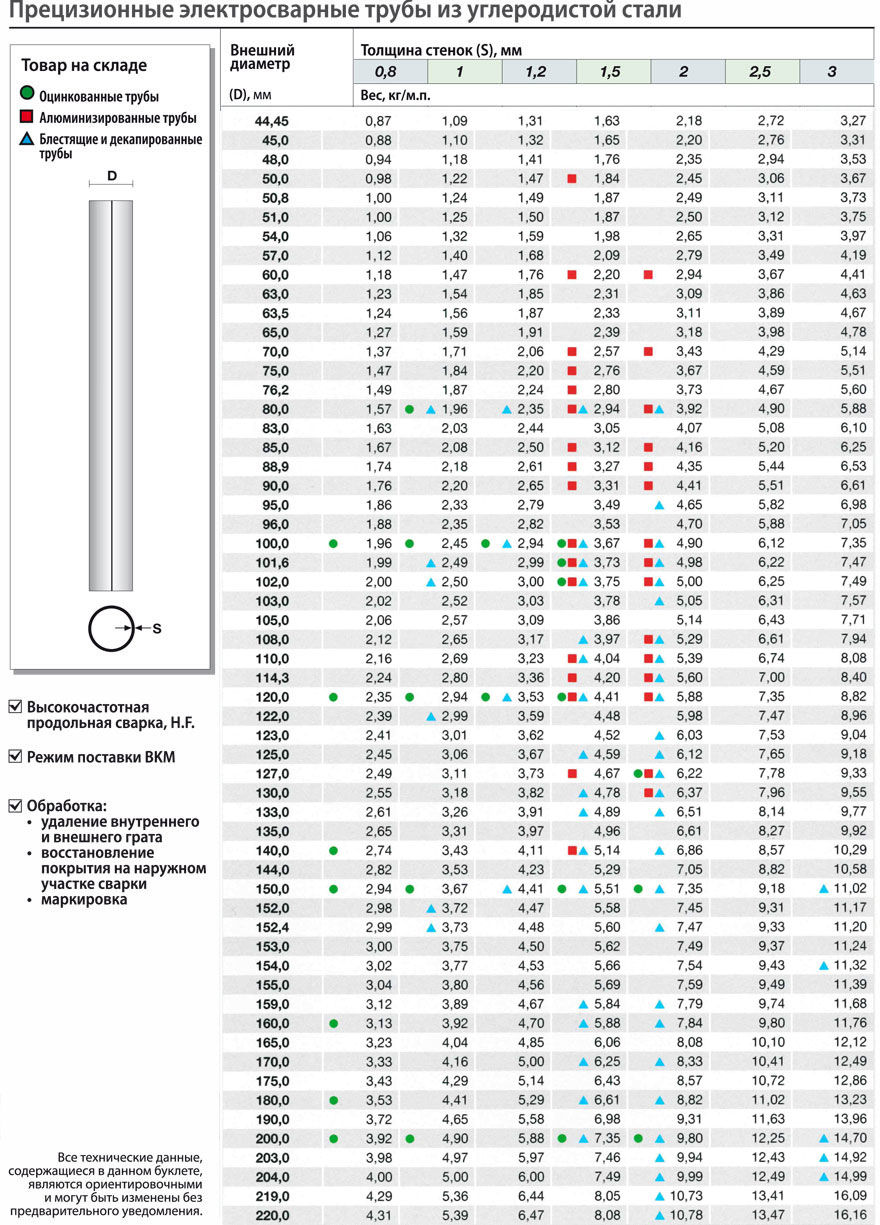
- Сферы применения труб электросварных
- Сортамент изделий из стали
- Типы труб по линейным размерам
- Виды изделий по способу производства
- Классификация по типу антикоррозийного покрытия
- Конструкции круглого сечения
- Классификация магистральных труб
- По материалу
- Стальные
- Чугунные
- Полимерные (пластиковые)
- Асбестоцементные и бетонные
- По диаметру
- По исполнению
- По внутреннему рабочему давлению
- По рабочей температуре переносимой среды
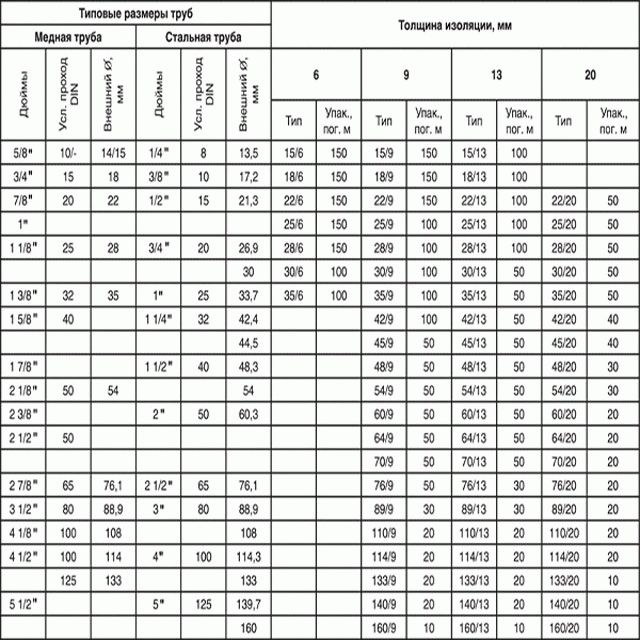
- По типу изоляционного покрытия
- Технические характеристики стальных водопроводных труб
- Легкие трубы
- Обыкновенные трубы
- Усиленные трубы
- Трубы под резьбу
- Особенности монтажа и эксплуатации
- Изготовление стальных труб: основные методы
- Как делают электросварные прямошовные изделия?
- Производство электросварных спиральношовных типов
- Изготовление горячедеформированных бесшовных изделий
- Особенности выпуска холоднодеформированных труб
- Склеивание частей пластикового трубопровода
- Стандарты и сортамент
- Горячедеформированные ГОСТ 8732-78
- Холоднодеформированные ГОСТ 8734-75
Сферы применения труб электросварных
• Теплообменники и нагреватели • Декорации, конструкции • Нефтяная и химическая промышленность • Пищевая промышленность • Судостроение и машиностроение • Системы водной транспортировки
Нормативы продукции, согласно целевому использованию (нержавеющих труб сварных)
| ИСПОЛЬЗОВАНИЕ | E.N. Euro Norm | S.S. | ASTM-ASME | DIN | NFA | ГОСТ |
| Химическая промышленность | EN 10217-7 | 219711 219713 | A 358-SA 358 A 312-SA312 A 269-SA 269 | 17457 | 49147 | ГОСТ 11068-81 |
| Пищевые продукты | EN 10217-7 | A 270 | 11850 | 49249 | ||
| Теплообменник | EN 10217-7 | 219711 219713 | A 249-SA 249 | 17457 2818 | 49247 49244 | ГОСТ 11068-81 |
| Трубопровод | EN 10217-7 | A 778 A 269 | 17455 | 49147 | ||
| Питьевая вода | EN 10312 | DVGW541 | ||||
| Декорация, конструкция | EN 10296-2 | A 554 | 17455 2395 | 49647 |
Сортамент изделий из стали
Трубы из стали – это общий термин, объединяющий обширную группу изделий. Существует несколько классификаций деталей.

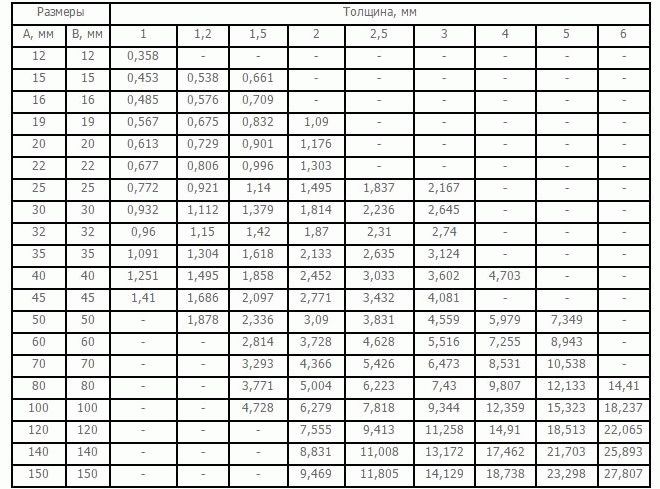
Сечение стальных труб может быть самой разной формы. Кроме традиционных круглых изделий можно найти в продаже прямоугольные, шести и восьмиугольные, овальные, квадратные и другие элементы
Типы труб по линейным размерам
Исходя из этого признака, выделяют несколько видов элементов:
- По наружному диаметру все трубы делятся на изделия среднего диаметра (102-426 мм), малого диаметра (5-102 мм) и капиллярные (0,3-4,8 мм).
- По геометрии сечения выделяют квадратные, овальные, круглые, сегментные, ребристые, восьми- и шестигранные, прямоугольные детали и др.
- Исходя из отношения наружного диаметра к ширине стенки, выпускаются особо тонкостенные, тонкостенные, нормальные, толстостенные и особо толстостенные изделия.
- По классу обработки. Первый класс предполагает обрезку краев трубы и снятие заусениц. Второй класс – только резка деталей.
- Элементы различаются по длине, которая бывает краткой, мерной и немерной.
Виды изделий по способу производства
Все стальные изделия могут быть произведены одним из двух способов: с использованием сварки либо без нее. Соответственно, и детали могут быть как со сварным швом, так и без него. В первом случае стальной лист сворачивается различными способами, после чего сваривается в инертном газе вольфрамовыми электродами. Это так называемая TIG-сварка. Или же используется метод сваривания током высокой частоты или HF-сварка.
Стальная лента может быть либо свернута в трубку вальцами, тогда получается прямой шов, либо навита по спирали, в результате чего получаются спиралешовные изделия. Водогазонапорные и профильные трубы производятся только сварным методом.

Стальные трубы могут быть изготовлены с использованием сварки или же без него. Профильные и водогазонапорные трубы всегда имеют шов
Бесшовные детали изготавливают из стальных стержней методом высверливания, холодного или горячего деформирования и литья. В первом случае стальной цилиндр высверливается, в последнем – в форму, внутри которой установлен стержень, заливается расплавленный металл. Однако наиболее часто для производства используют методы деформации. При горячем способе штанга разогревается в печи до пластичного состояния и отправляется в вальцы, где ее доводят до необходимой длины и диаметра.
Холодное деформирование предполагает, что перед обработкой в вальцах заготовка остужается, но перед началом финальной калибровки отжигается. Таким способом производятся толстостенные трубы. Исходя из способа производства, сортамент стальных труб выглядит следующим образом. Электросварные подразделяются на:
- спиралешовные;
- прямошовные;
- профильные;
- водогазонапорные.
Соответственно, бесшовные делятся на холоднодеформированные и горячедеформированные.
Классификация по типу антикоррозийного покрытия
Защита от коррозии может осуществляться различными способами. Для этих целей используются различные покрытия: экструдированный полиэтилен, цементно-песчаная смесь, полиэтилен, уложенный в один, два или же три слоя, эпоксидно-битумная смесь или цинк. В последнем случае используется холодное или же горячее цинкование.
Конструкции круглого сечения

Для систем коммуникаций использовать профильные изделия не слишком удобно. Они не выдерживают сильных внутренних нагрузок от создаваемого носителем давления. Даже для обустройства безнапорных систем нельзя использовать изделия прямоугольной или квадратной формы. Это связано с тем, что угловатая конструкция существенно снижает пропускную способностью трубопровода. Для данных задач применяются трубы с круглым сечением.
Этот вид конструкций также используется при создании дымоходов. Особенно цениться стойкость рассматриваемых труб из нержавейки к высоким температурам. Кроме того, они характеризуются невысокой шероховатостью и значительной пропускной способностью. Их часто используют для возведения ограждений и разнообразных декоративных сооружений.
Трубная продукция с круглым сечением изготовляется двумя способами:
- Бесшовным.
- Сварным.
Первый вариант изделия обладает одинаковыми параметрами прочности по всей своей поверхности. При ее производстве используют холодные, либо же горячие заготовки. Их вытягивают посредством специального оборудования. Сортамент и свойства этой продукции декларируется ГОСТом 8731-78.




Бесшовные изделия имеют в большинстве случаев меньший размер сечения. Они преимущественно применяются в нефтяной и химической отрасли. В данных секторах промышленности к профильным трубам предъявляются более высокие требования.
Электросварной вариант изделий делится на два вида: спиралешовный и прямошовный. Данная продукция характеризуются невысокой стоимостью. Сфера ее применения бывает самой широкой.
Профили делят на следующие категории по направлению их использования:
- нефтегазовые;
- магистральные;
- общего и специального назначения.
Классификация магистральных труб
По материалу
Стальные
Получили наибольшее распространение за счет надежности, относительно невысокой цены и простоты сварки. Применяются во всех типах магистральных трубопроводов, но, в последние годы, процент использования стальных труб неуклонно падает. Основные причины этого низкая коррозионная стойкость материала, потребность в большом количестве компенсаторов различного типа при в трубопроводах, высокая трудоемкость прокладки.
Соединения стальных труб осуществляют с помощью сварки. От коррозии используют метод катодной защиты или покрытие битумно-резиновой изоляцией. Для транспортирования сильно агрессивных сред, применяют стальные трубы с внутренней изоляцией.
Чугунные
В основном применяются в системах водоснабжения и водоотведения. Достоинства — долговечность и коррозионная стойкость включая стойкость к коррозии под воздействием блуждающих токов. Применяются для магистралей в условиях больших нагрузок на грунт. Современные образцы изнутри покрываются цементно-песчаным составом, для уменьшения скорости образования отложений.
Учитывая то, что коррозионная стойкость зависит от целостности внутреннего и внешнего покрытия, основной недостаток — хрупкость материала, По этой же причине плети трубопроводов имеют ограниченную гибкость, что увеличивает риск протечек.
Для чугунных труб используют стыки с асбестоцементной заделкой, они эластичны, хорошо сопротивляются вибрационным нагрузкам и надежны. Существуют соединения на резиновых кольцах без чеканки.
В настоящее время применение этого типа труб ограничено из-за высокой цены и сложности укладки, обусловленной большим весом.

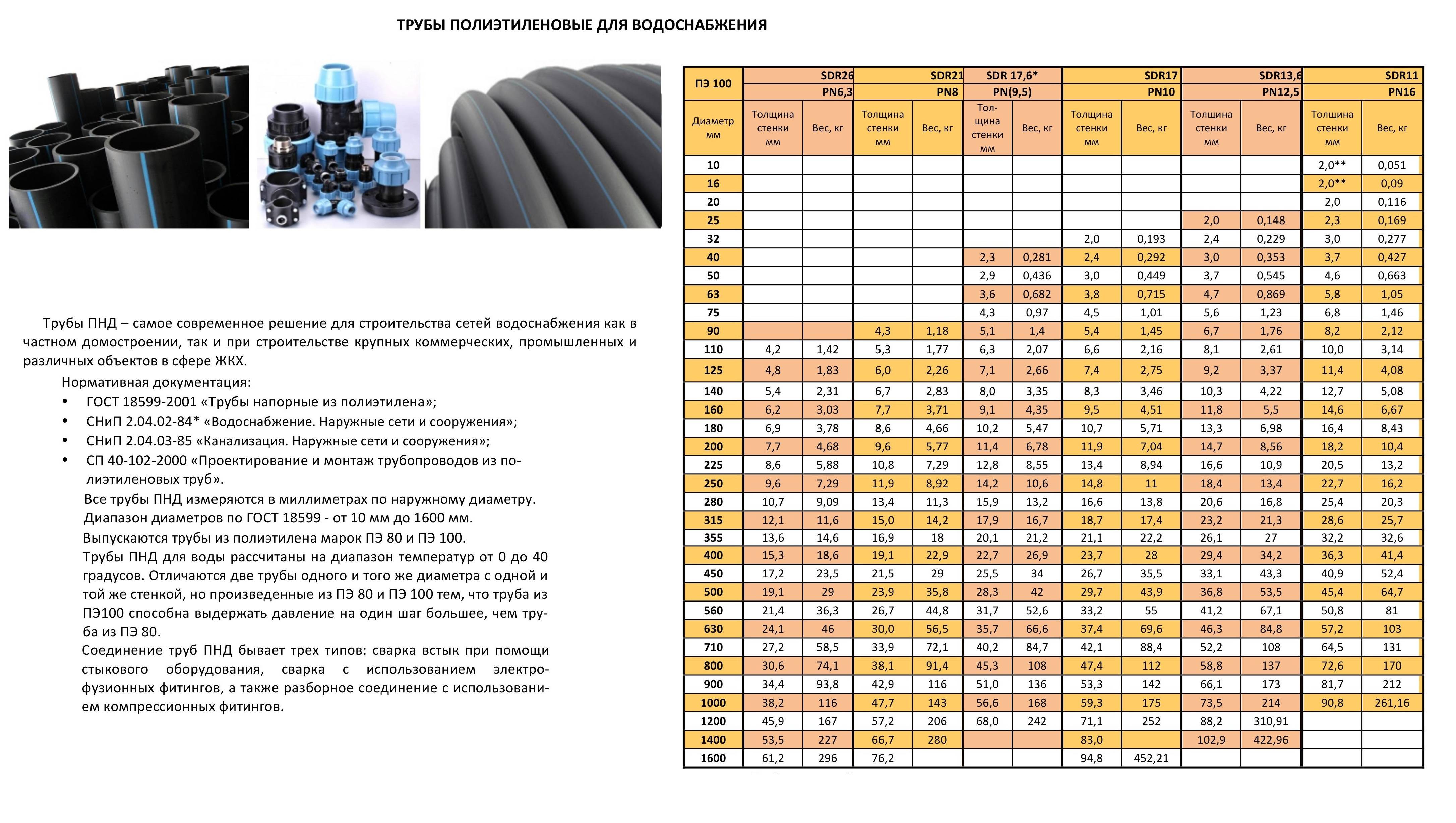
Полимерные (пластиковые)
Изготавливают из полиэтилена, поливинилхлорида, полипропилена, стеклопластика и др. В основном используются в системах водоснабжения, газоснабжения и тепловых сетях. Вид полимера подбирается в зависимости от санитарных требования (для питьевой воды) и условий эксплуатации.
При достаточной жесткости, такие трубы гибкие и эластичные, что позволяет компенсировать небольшие сдвиги грунта и тепловое расширение. Полная инертность к транспортируемым средам и устойчивость ко всем видам коррозии обеспечивают длительный срок службы. Для наземной прокладки используют предизолированные трубы — устойчивые к ультрафиолетовому излучению.
Полимерные магистральные трубы — наиболее прогрессивный вид, по мере развития химической промышленности, область применения постоянно расширяется
Асбестоцементные и бетонные
Отличаются высокой долговечностью готовых конструкций, коррозионной стойкостью механической прочностью и относительно низкой ценой. Внутренняя поверхность устойчива к образованию минеральных отложений и образованию ила. В основном используются для систем технического водоснабжения, водоотведения и канализации. Соединения для этого вида труб осуществляют муфтами с резиновыми кольцами.
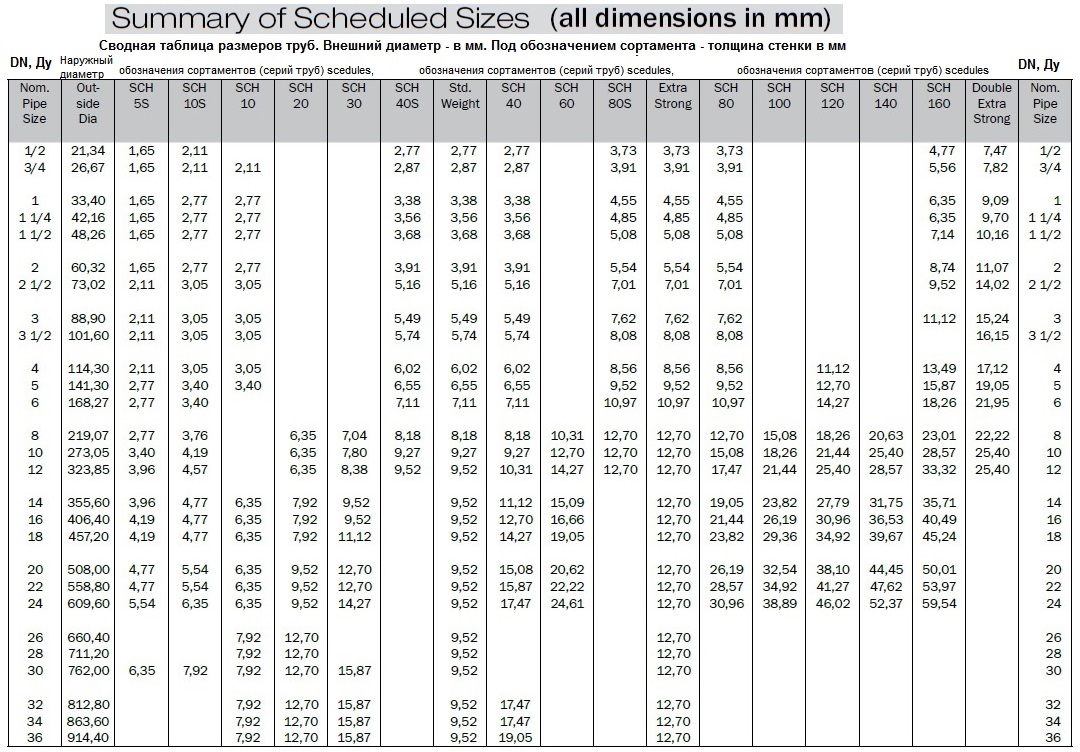
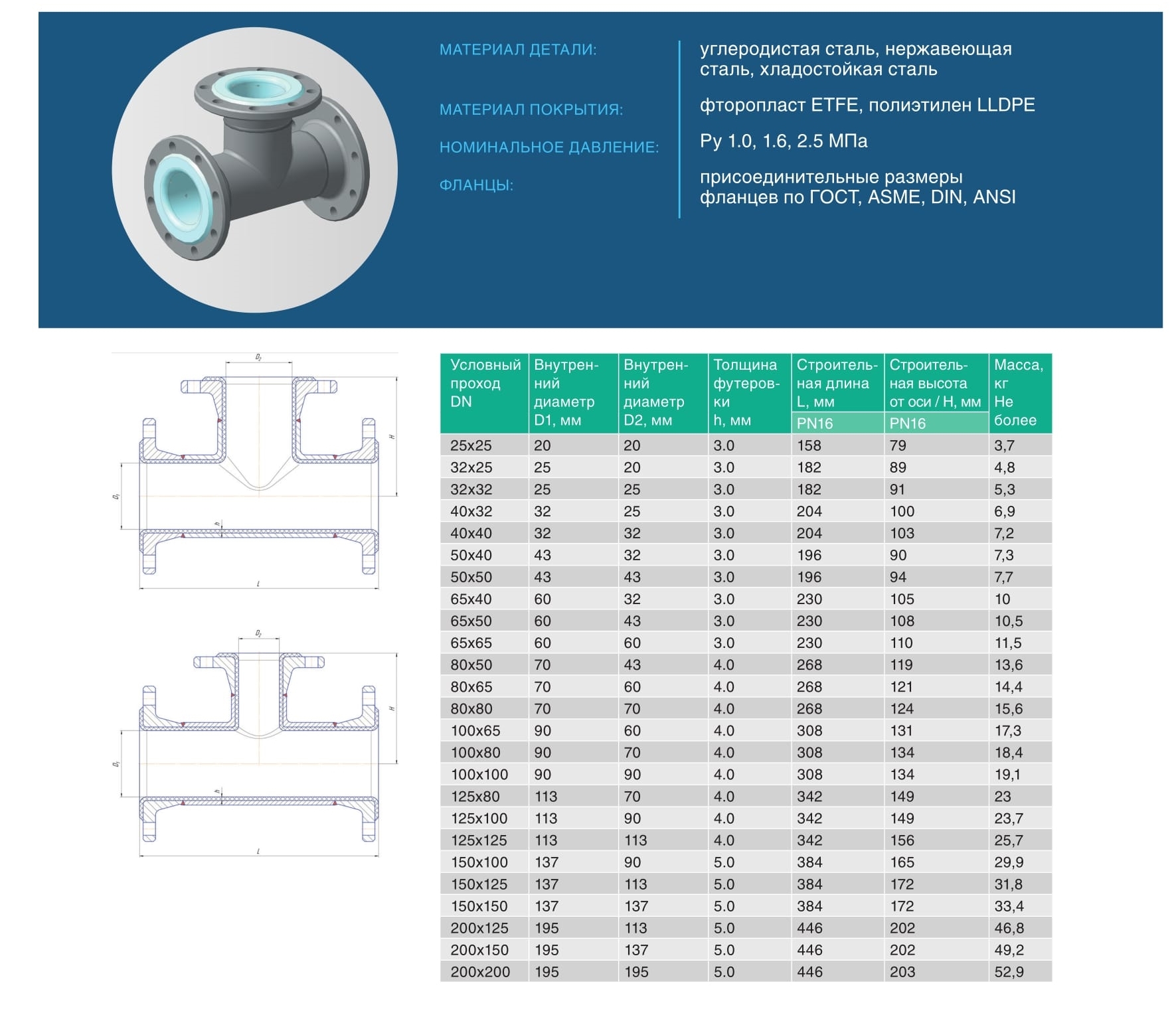
По диаметру
К магистральным, по Российским нормативам, согласно ГОСТ 20295-85, относят трубы с диаметром более 114 мм. По европейской классификации — магистральными определяются трубы из любого материала с диаметром более 200мм.
В нефтяной отрасли, в зависимости от диаметра труб для магистральных нефтепроводов существует разделение на классы:
- I – диаметр более 1000 мм,
- II – от 500 до 1000мм,
- III – от 300 до 500 мм,
- IV – менее 300мм.

По исполнению
По Российской классификации выделяют трубы «обычного» и «северного» исполнения.
- В хладостойком исполнении к ударной вязкости и доле вязкой составляющей в изломе предъявляются требования, выполнение которых должно обеспечиваться при температуре минус 20 °С, а для образцов с U-образным концентратором при минус 60 °С
- В обычном исполнении требования смягчены до 0 и минус 40°С соответственно.
По внутреннему рабочему давлению
- Напорные. Для водоснабжения, газоснабжения, тепловых сетей, нефтегазопроводы.
- Безнапорные. Используются в системах водоотведения и канализации.
В газовой отрасли, в зависимости от рабочего давления, выделяют трубы для двух классов магистральных газопроводов:
- Класс I — режимы работы под давлением от 2,5 до 10 МПа (от 25 до 100 кгс/см2),
- Класс II — рабочий режим в пределах от 1,2 до 2,5 МПа (от 12 до 25 кгс/см2).
По рабочей температуре переносимой среды
- Используются в холодных трубопроводах (менее 0 °C).
- В нормальных сетях (от +1 до +45 °C).
- В горячих трубопроводах (выше 46 °C).
По типу изоляционного покрытия
В целях защиты от коррозионного воздействия применяют покрытия, обладающие свойствами диэлектрика (защита от коррозии, порождаемой блуждающими токами), водонепроницаемости, термостойкости, эластичности и механической прочности.

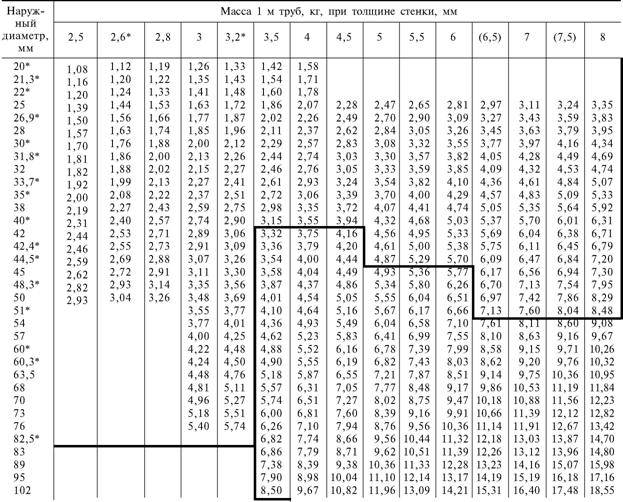
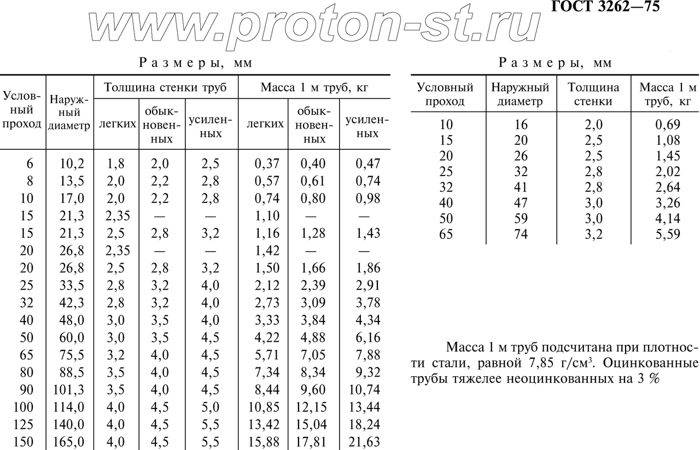
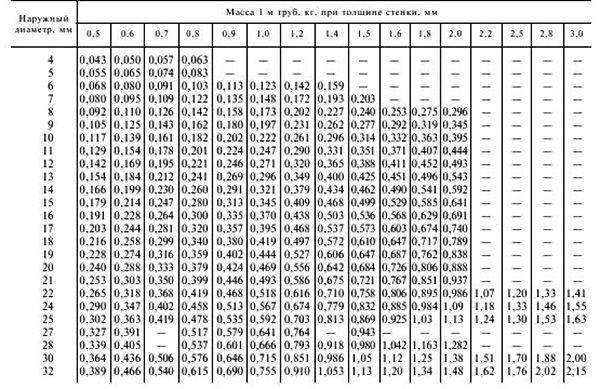
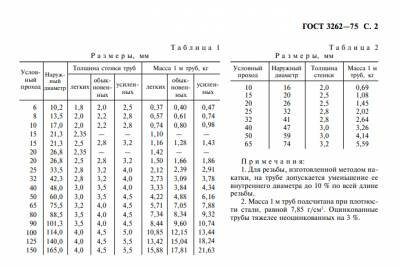
Технические характеристики стальных водопроводных труб
Государственные стандарты ВГП касаются и таких технических характеристик, как длина и вес.
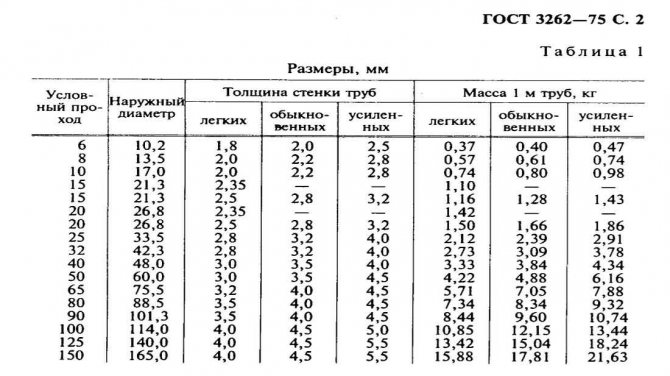
Согласно ГОСТу 3262 75, длина готовой продукции может варьироваться в пределах 4-12 м
Принимая во внимание данный параметр, этот вид продукции делят на 2 категории:
- мерная длина или кратная мерной — вся продукция в партии имеет один размер (допустимо отклонение величиной 10 см);
- немерная длина — в партии могут быть изделия разной длины (от 2 до 12 м).
Срез изделия для водопровода следует выполнять под прямым углом. Допустимым скосом торца называют отклонение на 2 градуса.






К оцинкованным изделиям предъявляют особые требования. Это цинковое покрытие должно быть сплошным толщиной не менее 30 мкм. На резьбе и торцах готового продукта могут быть области, не покрытые цинком. Места с пузырчатым покрытием и различные включения (окислы, гартцинк) категорически запрещены — такая продукция считается браком.
По толщине стенки изделия делятся на 3 вида:
- легкие;
- обыкновенные;
- усиленные.
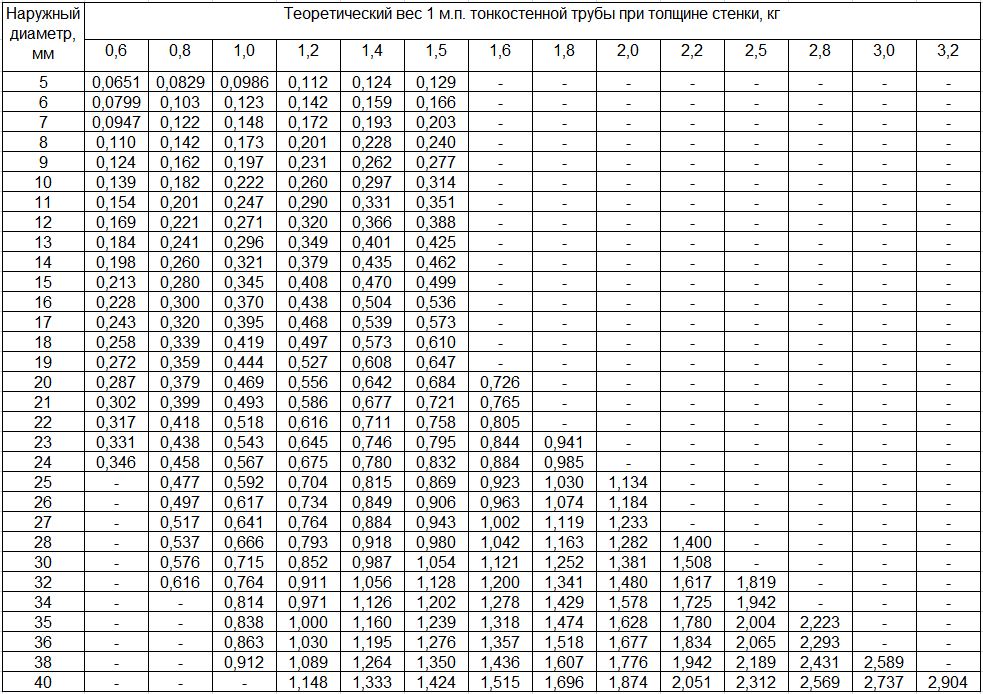
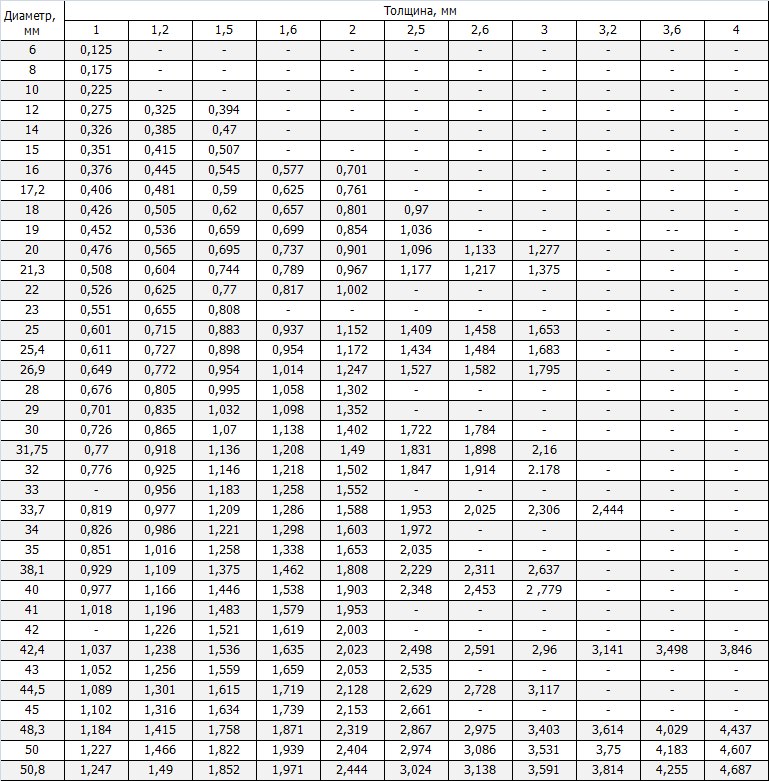
Легкие трубы
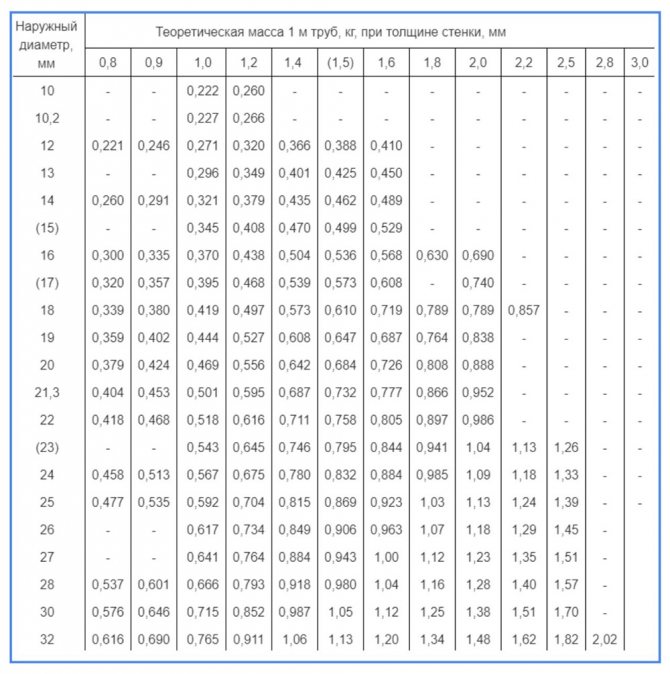
Особенностью легких труб является малая толщина стенки. Из всех возможных разновидностей ВГП легкие виды этого сортового металлопроката обладают наименьшей толщиной. Этот показатель варьируется от 1,8 мм до 4 мм и напрямую зависит от наружного диаметра изделия.
Вес 1 метра в этом случае также характеризуется наименьшими показателями. Изделия с наружным диаметром 10,2 мм в количестве 1 м весит всего 0,37 кг. Выбирать тонкостенные изделия следует в том случае, если к объекту предъявляют повышенные требования в вопросах веса. Однако водоснабжение с применением такого металлопроката обладает ограниченной сферой применения. Давление жидкости в таких трубах должно быть не более 25 кг/кв.см. При маркировке изделия с легким весом обозначают буквой “Л”.
Обыкновенные трубы
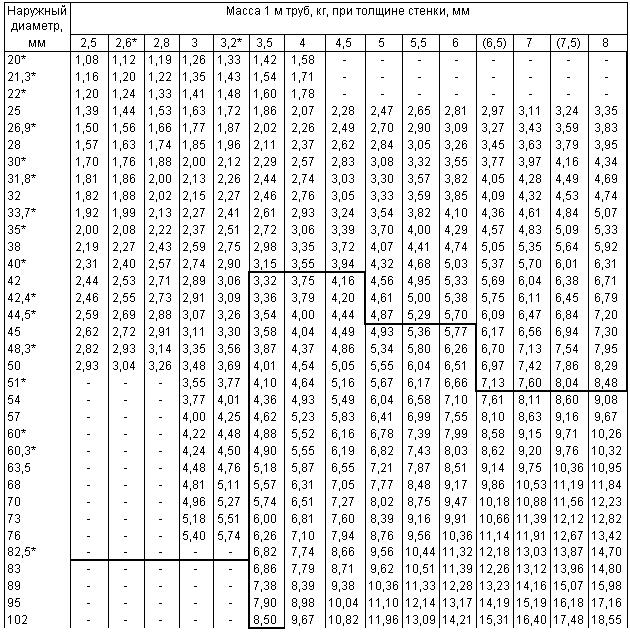
У металлопроката этого типа обыкновенная толщина стенки. Этот показатель варьируется в пределах 2-4,5 мм. Основное влияние на эту характеристику оказывает диаметр изделия.
Обыкновенные стальные трубы считаются наиболее распространенными, их следует выбирать в тех случаях, когда к прокладыванию водопровода не предъявляют каких-либо особых требований.
В списке преимуществ этого сорта металлопроката следует назвать:
- оптимальный вес — в сравнении с толстостенными такие изделия позволяют сократить общий вес готовой конструкции;
- допустимое давление имеет такой же показатель, как и для тонкостенных (25 кг/кв.м), однако здесь допустимы гидравлические удары;
- средняя стоимость — достигается за счет весового показателя.
При маркировке специального обозначения трубы обыкновенной нет. Буквенное обозначение присвоено только легкой и усиленной продукции.
Усиленные трубы
К изделиям такого типа относят те стальные трубы, которые обладают повышенной толщиной стенки — от 2,5 мм до 5,5 мм. Вес такой готовой конструкции будет сильно отличаться от весовой категории конструкции из легких и даже из обыкновенных изделий.
Однако у таких водогазопроводных систем есть и преимущество — они подходят для объектов с высоким давлением (до 32 кг/кв.см). При маркировке таких труб используется обозначение “У”.
Трубы под резьбу
Качество стальных труб с резьбой контролируется ГОСТом 6357 и должно полностью соответствовать классу точности B.
Для достижения высокого качества изделий резьба должна отвечать нескольким важным требованиям:
- быть четкой и чистой;
- не допускается присутствие заусенцев и рванин;
- на нитках резьбы может присутствовать небольшое количество черноты (если профиль резьбы уменьшается не более чем на 15%);
- согласно ГОСТу, на резьбе могут быть сорванные или неполные нитки (их общая длина не должна превышать 10% от общей);
- газоводопроводная труба может обладать резьбой, полезная длина которой сокращена на 15%.
Особенности монтажа и эксплуатации
Прокладка кабеля в металлической гофре не представляет собой больших сложностей при условии того, что специалист, занимающийся монтажом, имеются опыт и достаточную квалификацию. Так что, если у вас отсутствуют необходимые для выполнения работы знания, целесообразнее воспользоваться помощью электриков.

Монтаж электропроводки в гофре может производиться по любым поверхностям
В квартирах и жилых домах традиционно монтируется электрическая проводка скрытого типа. В таком случае гофра с кабелями укладывается в предварительно подготовленные с данной целью штробы, которые после монтажа заделываются и штукатурятся. В качестве альтернативного варианта может применяться внешняя электрическая проводка, которую обычно скрывают под подвесными потолками либо под гипсокартоном.
Если прокладка проводов электропроводки планируется в цементной стяжке основания пола, изделие для прокладки кабеля следует использовать тяжелого типа – оно рассчитано на достаточно высокую механическую нагрузку.
Когда речь идет о прокладке центральных магистралей, затягивание кабеля в гофру производится перед ее укладкой. Если речь идет про ответвления под выключатели либо розетки, протяжку вполне допустимо выполнять позднее.
При крепеже наружной проводки применяются специальные клипсы. Их размер подбирается в строгом соответствии с диаметром непосредственно самой гофры. В штробе допустимо крепление на алебастр и прочие быстрозастывающие растворы.
Изготовление стальных труб: основные методы
Трубы из стали делают несколькими способами.
Самыми распространенными вариантами изготовления являются:
- электросварный с прямым швом;
- электросварный со спиральным швом;
- горячедеформированный без шва;
- холоднокатаный без шва.
Выбор подходящего способа обработки металла зависит от качества сырья и оборудования, имеющегося в наличии у производителя.
Отдельным стандартом регламентируют водогазопроводные трубы. Однако это происходит не потому, что для этого материала существует особый способ изготовления, а только исходя из области применения.



По сути, трубы такого типа представляют собой универсальное электросварное изделие с прямым швом. Обычно такой вид применяют в системах коммуникаций с умеренным давлением.
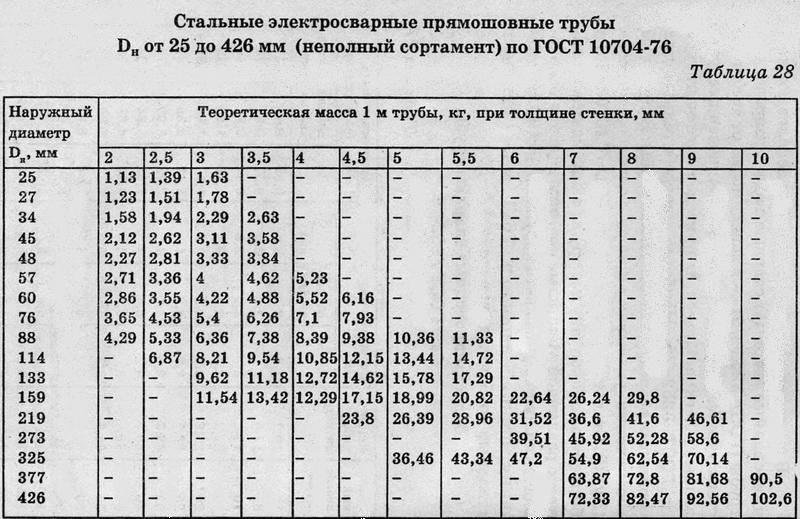
Как делают электросварные прямошовные изделия?
Свернутый в плотный рулон стальной лист (штрипс) разматывают и режут на продольные полосы нужной длины и ширины. Полученные фрагменты сваривают в бесконечную ленту, обеспечивая таким образом непрерывность в производстве.
Затем ленту деформируют в вальцах и превращают заготовку в изделие круглого сечения с открытыми краями. Соединительный шов проваривают дуговым способом, индукционными токами, плазмой, лазером или пучками электронов.

Шов на стальной трубе, выполненный в среде инертного газа вольфрамовым электродом (действующий элемент электродуговой сварки), довольно прочен и долговечен. Однако обработка занимает длительное время. Сварка труб высокочастотными индукционными токами осуществляется почти в 20 раз быстрее, поэтому и цена на такие изделия всегда значительно меньше
После всех манипуляций круглую стальную трубу калибруют в вальцах и проводят деликатный неразрушающий контроль прочности и целостности шва ультразвуком или вихревыми токами. Если в процессе тестирования погрешности не обнаружены, заготовку раскраивают на фрагменты запланированной длины и отправляют в складское помещение.
Производство электросварных спиральношовных типов
Производство стальных спиралешовных труб происходит по тому же принципу, что и прямошовных, только для изготовления продукции применяют более простые механизмы. Главная разница заключается в том, что раскроенную стальную ленту с помощью вальцов сворачивают не трубкой, а спиралью. Это обеспечивает высокую точность соединения на всех этапах.

На трубах со спиральным швом при возникновении аварийной ситуации не образуется магистральная продольная трещина, признанная специалистами наиболее опасной деформацией любой коммуникационной системы
Спиральный шов считается более надежным и наделяет трубу повышенной прочностью на разрыв. К недостаткам относится увеличенная длина шва, требующая дополнительных расходов на сварочные материалы и большего количества времени для соединения.
Изготовление горячедеформированных бесшовных изделий
В качестве заготовки для создания бесшовной (цельнотянутой) стальной трубы методом горячей деформации используют монолитную заготовку цилиндрической формы.
Ее при высокой температуре раскаляют в промышленной печи и прогоняют через прошивной пресс. Агрегат превращает изделие в гильзу (полый цилиндр), а последующая обработка несколькими вальцами придает элементу нужную толщину стенок и подходящий диаметр.

Толщина стенки трубного материала из стали, изготовленного путем горячего деформирования, достигает 75 мм. Трубы такого качества используют в сложных эксплуатационных условиях и в коммуникационных системах, где прочность и надежность являются основным приоритетом
На последнем этапе горячую трубу из стали остужают, раскраивают по заданным параметрам и передают на склад готовой продукции.
Особенности выпуска холоднодеформированных труб
Начальный этап процесса изготовления бесшовных стальных труб методом холодного деформирования идентичен «горячему» варианту. Однако после прогонки через прошивной стан гильзу сразу же остужают и все остальные операции проводят в холодной среде.
Когда труба полностью сформирована, ее обязательно отжигают, сначала прогревая до температуры рекристаллизации стали, а потом снова остужая. После таких мероприятий повышается вязкость структуры, а сам металл покидают неизбежно возникающие во время холодной деформации внутренние напряжения.

Из стальных труб, произведенных методом холодного деформирования, можно проложить коммуникационную систему высокой надежности, в которой риск протечек будет сведен к минимуму
Сейчас на рынке представлены бесшовные холоднокатные трубы, имеющие стеночную толщину от 0,3 до 24 мм и диаметр 5 – 250 мм. К их достоинствам относятся высокий уровень герметичности и способность выдерживать высокое давление.
Склеивание частей пластикового трубопровода
Методом склеивания соединяют ПВХ трубы с раструбом. Для лучшего сцепления раструб внутри и хвост вставляемой трубы обрабатывают наждаком, чтобы поверхность стала шероховатой. Далее снимают фаску, обработанные части обезжиривают, используя в качестве праймера метиленхлорид.
Перед тем как выполнить соединение, проверяют трубы на совместимость. Труба меньшего диаметра должна входить в раструб свободно, но не слишком. Затем линией отмечает границу для нанесения клея — это поможет состыковать детали без погрешностей.
На поверхности соединяемых элементов — 2 трети углубления раструба, а также полностью калиброванный конец трубы, равномерно наносят клей тонким слоем. Трубу вводят в раструб и проворачивают на четверть оборота, чтобы улучшить контакт между соединяемыми элементами. Состыкованные части удерживают до схватывания клея.
Для склеивания труб из поливинилхлорида применяют специальные агрессивные клеевые составы. Процесс схож со сваркой, но без высокотемпературного воздействия, его заменяет химическая реакция, в результате которой происходит растворение поверхностей соединяемых частей труб и превращение их в одно целое путем сополимеризаии
Занимает процесс всего секунд 20-30. Если на стыке появляется равномерный слой клея, его немедленно удаляют с помощью куска чистой ткани. От склеивания до полной стабилизации соединения и испытания трубопровода на герметичность должно пройти не менее суток.





Галерея изображений
Фото из
Предназначенные для склеивания ПВХ трубы выпускают с раструбами, позволяющими производить раструбное соединение. К ним производят фитинги, соединяемые с трубами тем же раструбным способом
Поверхности, которые будут контактировать между собой, сначала обрабатывают шкуркой, затем обезжиривают метиленхлоридом, растворяющим полимер, только после этого наносят клей
Клей, чаще всего это состав ГИПК-127, наносят тонким равномерным слоем на всю соединяемую поверхность трубы и 2/3 поверхности раструба или фитинга
Все действия по соединению должны занять не более 3 минут. Детали быстро соединяем, проворачиваем вокруг оси на 1/4 оборота и возвращаем на место. Если склеивание выполнено нормально, то вдоль кромки муфты/раструба должен выступить тоненький валик склеивающего состава
Трубы ПВХ для соединения склеиванием
Обработка труб перед соединением
Правила нанесения клея на ПВХ детали
Соединение обработанных клеем деталей
Для ремонта существующих трубопроводов используют фасонные детали в виде ремонтных муфт или изделий с удлиненным раструбом. Участок трубы вырезают, на концах снимают фаску, наносят на концы специальный клей. Муфту надевают на низ трубопровода.
На верх трубопровода надевают муфту с длинным раструбом до упора, если требуется, на нее монтируют фасонную деталь. Передвигают муфту вместе с фасонной деталью вниз до тех пор, пока она не состыкуется с нижней частью трубопровода. Надвижную муфту перемещают вверх так, чтобы она закрыла участок стыка.
Ремонтная муфта отличается от обычной соединительной тем, что у нее внутри нет бортика, поэтому в процессе ремонта сквозь нее можно перемещать раструб какой угодно трубы
Если даже после этого наблюдается течь, стык заполняют силиконовым герметиком. Низ и верх определяют в зависимости от направления движения транспортируемого вещества.
Это интересно: Выбираем утеплитель для труб — для водоснабжения, канализации и отопления
Стандарты и сортамент
Трубы стальные бесшовные производятся по двум стандартам в зависимости от метода производства:
- Горячедеформированные трубы производятся по ГОСТ 8732-78;
- Холоднодеформированные трубы изготавливаются по ГОСТ 8734-75.
Что говорят стандарты об этих видах труб?
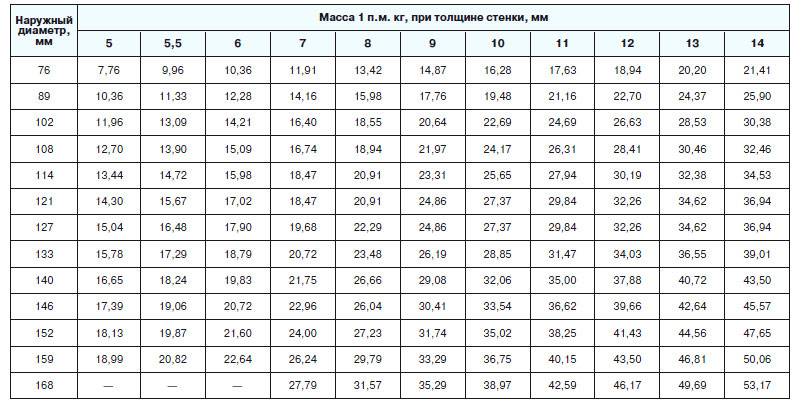
Горячедеформированные ГОСТ 8732-78
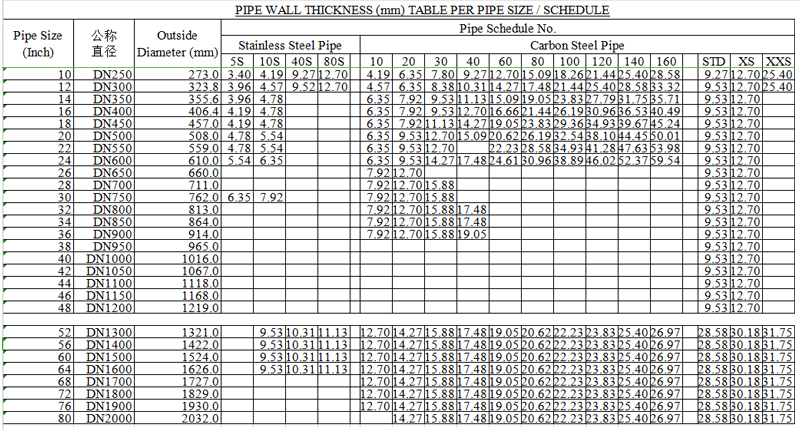
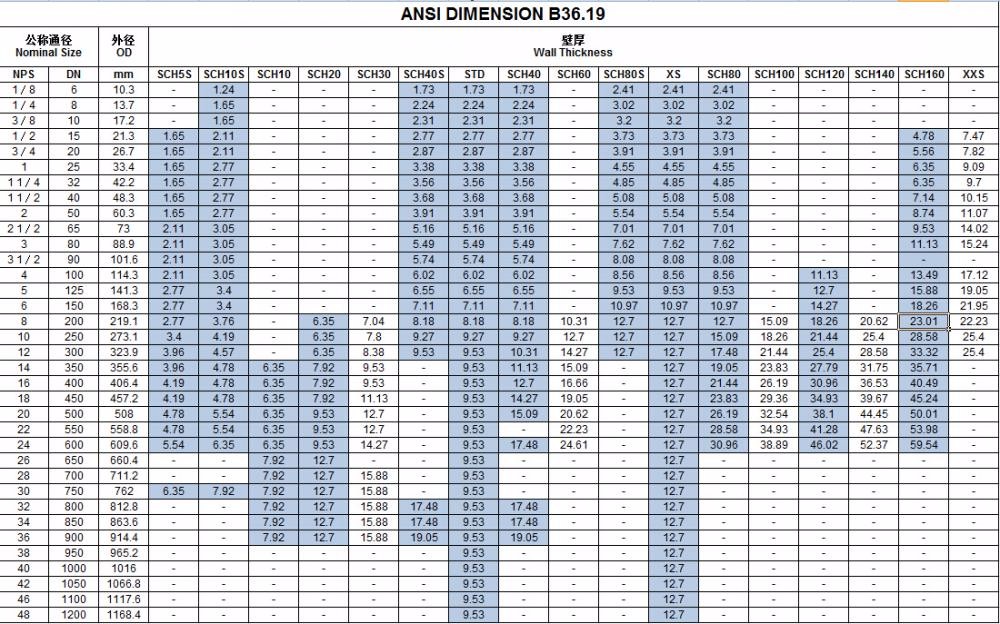
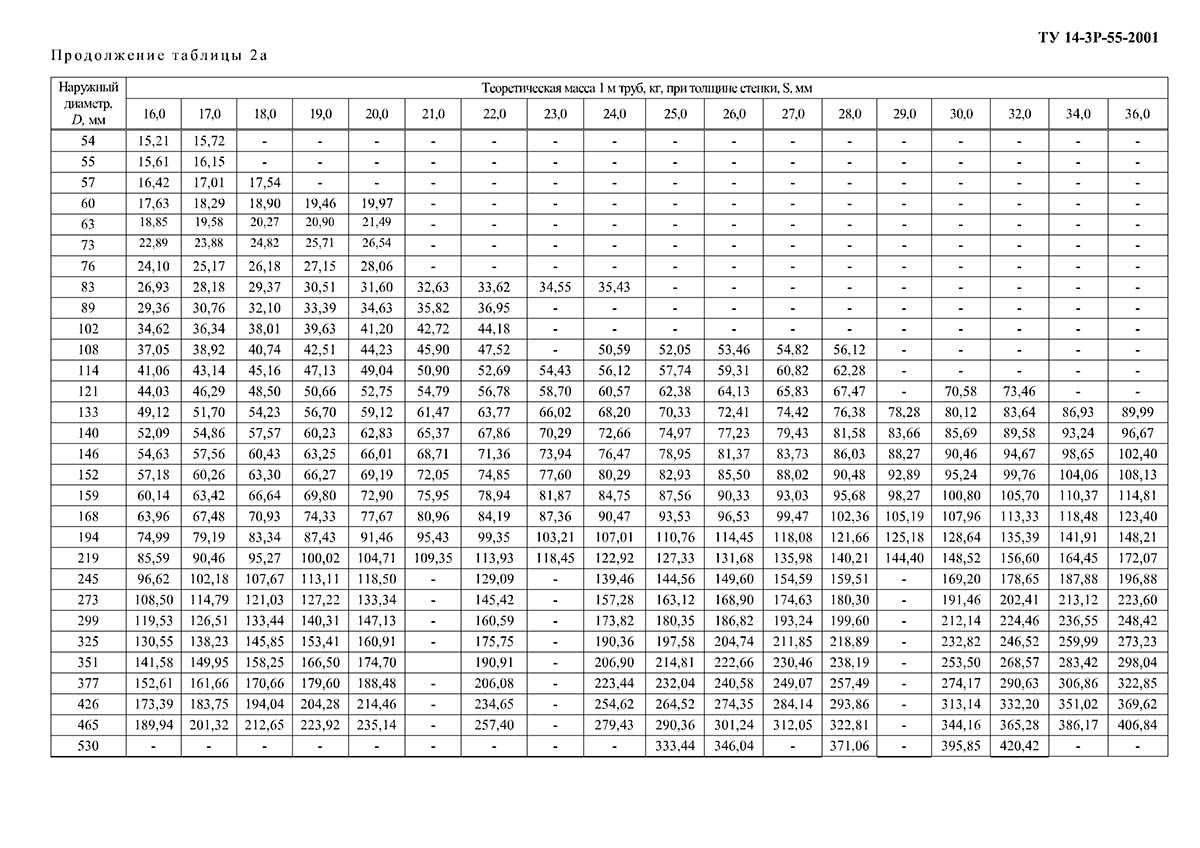
Сортамент стальных труб этого стандарта включает диаметры от 20 миллиметров до 550. Минимальная толщина стенок 2,5 миллиметра; самая толстостенная трубы имеет стенку толщиной 75 миллиметров.
Трубы могут изготавливаться немерной длины от 4 до 12,5 метра или мерной длины в тех же пределах. Возможно производство труб кратной мерной длины. Диапазон размеров — те же самые 4-12,5 метра; на каждый рез делается припуск 5 миллиметров.
Кривизна произвольного участка трубы обязана находиться в пределах полутора миллиметров для труб с толщиной стенок менее 20 миллиметров; двух миллиметров для стенок в диапазоне 20-30 мм и 4 миллиметров для стенок толще 30 мм.
Стандарт регламентирует предельные отклонения по наружному диаметру трубы и по толщине ее стенок. С полной таблицей сортамента и таблицей предельных отклонений при производстве труб можно ознакомиться в приложении к статье.



Наиболее толстостенные трубы производятся по этому стандарту
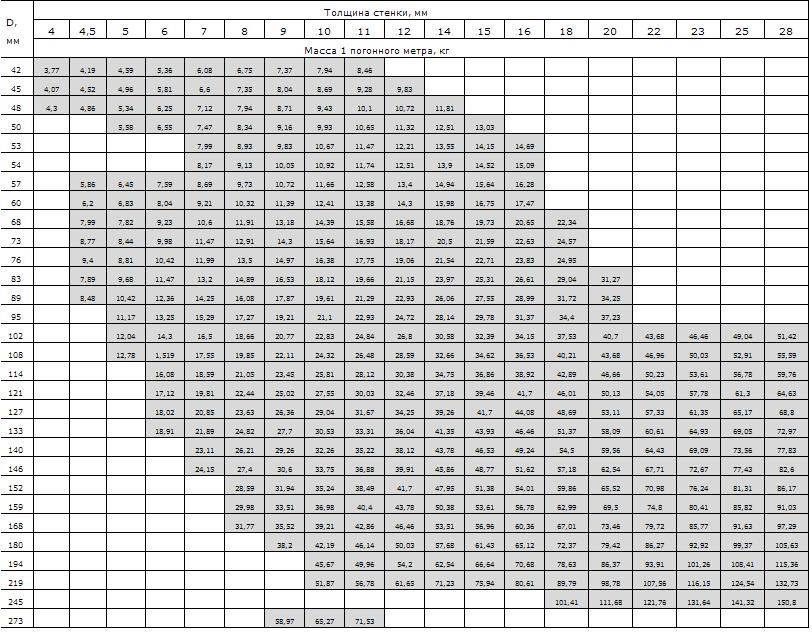
Холоднодеформированные ГОСТ 8734-75
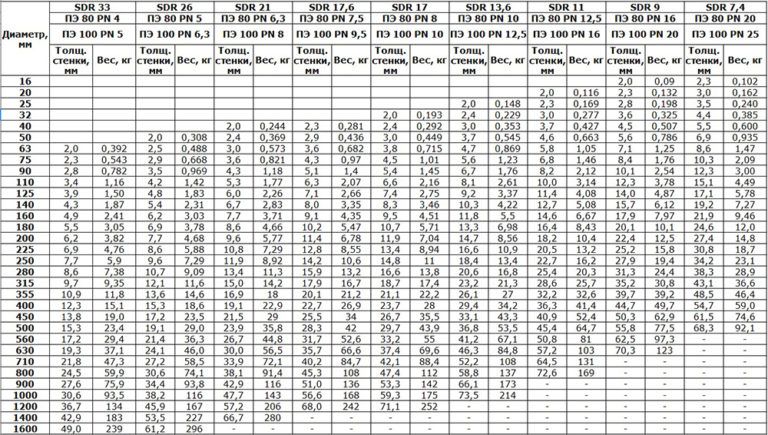
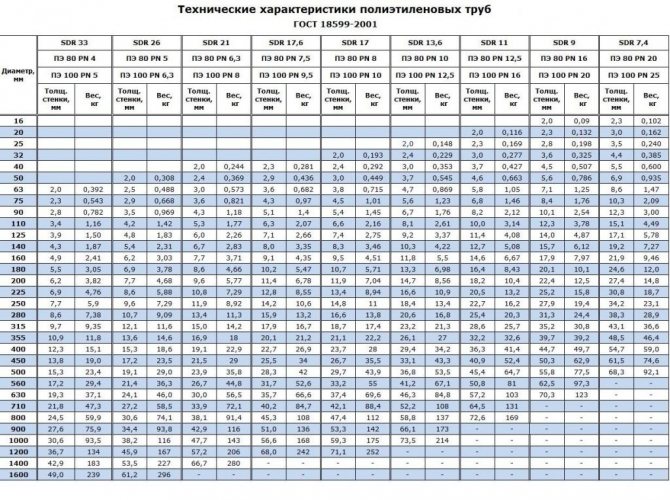
Трубы производятся диаметром от 5 до 250 миллиметров при стенках толщиной от 0,3 до 24 миллиметров.
В таблице сортамента (она тоже присутствует в приложениях) трубы четко разделены на четыре группы по толщине стенок.
- Трубы с отношением внешнего диаметра к толщине стенок больше 40 относятся к особо тонкостенным;
- Трубы, у которых отношение внешнего диаметра к толщине стенок в диапазоне от 12,5 до 40, стандарт относит к тонкостенным;
- Толстостенные трубы имеют это соотношение в диапазоне 6 — 12,5;
- Наконец, с отношением внешнего диаметра к толщине стенок менее шести трубы считаются особо толстостенными.
Кроме того, трубы диаметром 20 мм и меньше могут быть отнесены к двум категориям исходя из абсолютного значения толщины их стенок: трубы со стенками тоньше 1,5 миллиметров — тонкостенные, если же стенки тоньше 0,5 мм — трубы относят к особо тонкостенным.
О чем еще говорит стандарт?
- Трубы с соотношением диаметра к стенке более пятидесяти при диаметре больше 100 мм и трубы с отношением внешнего диаметра к толщине стенок менее четырех поставляются исключительно после согласования технической документации с заказчиком;
- Допустимы незначительные овальность и разностенность труб. Ограничение — допуски по диаметру и толщине стенок (они тоже приведены в приложении): если разностенность и овальность не выводят трубу за пределы этих допусков, то все в порядке.
- Кривизна произвольного участка трубы на погонный метр не должна превышать 3 миллиметров для труб от 4 до 8 миллиметров, 2 миллиметров для труб в диапазоне диаметров 8 — 10 мм и полутора миллиметров для труб свыше 10 миллиметров.
- По соглашению с заказчиком возможна поставка труб без финальной термообработки. Но ТОЛЬКО по соглашению: в общем случае отжиг является обязательным.

Холоднодеформированные тонкостенные трубы имеют высочайшую прочность при небольшой массе
Как вам статья?


