
- Как правильно паять медные трубы, пошаговая инструкция
- Подготовка соединения
- Нанесение флюса
- Пайка
- Медные трубы: советы монтажнику
- Расстояние между крепежными элементами
- Соединение медных труб с цанговыми и пресс-фитингами
- Этапы процесса
- Соединение при низкотемпературной пайке
- Пайка высокотемпературного типа
- Ремонт
- Техника безопасности
- Отопление из медных труб монтаж за приемлемую цену, покраска лаком от производителя
- Методы получения неразъемных соединений для монтажа системы водоснабжения: пайка
- Особенности разных методов соединения
- Сварное соединение медных труб
- Капиллярное соединение или пайка
- Использование резьбовых фитингов
- Обжимные фитинги
- Особенности применения пресс-фитингов
- Достоинства медных фиттингов
- Теперь технология: девять этапов и кое-какие советы
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок
Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
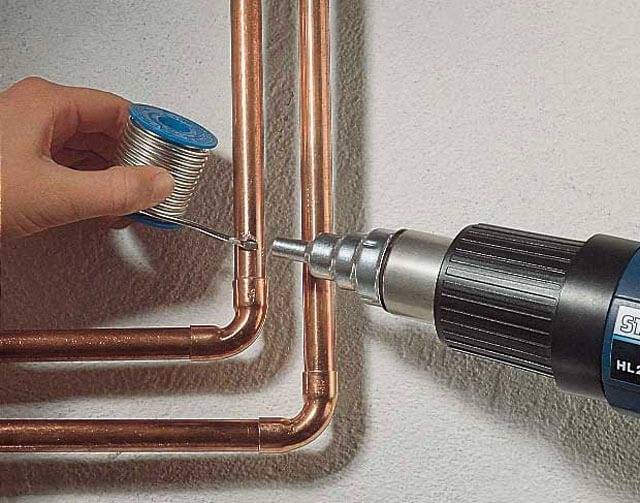
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.







Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Медные трубы: советы монтажнику
Продолжая публикацию работы крупного специалиста в области проектирования и монтажа медных труб Брайана Карри (Великобритания), следует отметить, что собственно монтажные работы по меди не отличаются сложностью и не требуют каких-либо специальных навыков. В большинстве развитых стран медные трубы в сантехнических изделиях используются давно и повсеместно: в США в отдельных штатах доля медных трубопроводов в системах водоснабжения и отопления жилых и общественных зданий превышает 90 %; в Великобритании медная труба является основным материалом, а в целом по Европе доля медных трубопроводов в сантехнических установках составляет 70 %. В этих странах существует объективное стремление к совершенству: специалисты-монтажники устраивают соревнования, кто быстрее, точнее и красивее осуществит монтаж. В Европе и США профессия монтажника санитарно-технических систем является высокооплачиваемой и почетной. Книга Брайана Карри “Медные трубы: советы монтажнику” рассчитана не только на начинающего, но и на опытного специалиста. Она содержит, среди прочего, нюансы монтажа, которые, возможно, и излишни при массовом строительстве, но необходимы тем, кто ставит перед собой задачу создать совершенную систему и гордится результатами своего труда.
Журнал “Сантехника” совместно с Европейским институтом меди продолжают серию публикаций по методике монтажа медных трубопроводных систем.
Медные трубопроводы прошли испытания временем практически во всех возможных сферах применения в водоснабжении и отоплении. Универсальность медных труб привела к тому, что появилось большое число разнообразных крепежных систем для различных задач. В качестве общего принципа следует понимать, что какой бы вид крепежа не применялся, он должен выполнять одну главную функцию: обеспечивать надежное крепление в течение всего расчетного срока системы, т. е. от 50 до 80 лет. Различные производители предлагают разнообразные крепежные конструкции, лишь некоторые из которых изображены на рис. 1. Принципиально крепеж можно разделить на зажимы и опоры, а опоры, в свою очередь, на скользящие и неподвижные.
Рисунок 1. (подробнее)
Распространенные виды зажимов и опор
Выбор подходящего крепежа зависит от ряда факторов, связанных с назначением конкретной системы, с местоположением участка и другими факторами. Например, в случае если требуется изоляция трубы от источника тепла или от замерзания, то простой пластиковый фиксирующий зажим не обеспечит достаточного расстояния между оболочкой трубы и прилегающей поверхностью. В этом случае более уместна кольцевая опора с резьбовым удлинителем (соответствующей длины) с пластиной для крепления к опорной поверхности.
С экономической точки зрения, крайне важен вопрос общего количества крепежных изделий, поскольку это напрямую влияет на стоимость всей системы. В этом смысле медные трубы, обладающие высокой механической прочностью, а оттого в некоторой степени имеющие свойство пространственной “самоподдержки”, находятся в преимущественном положении по сравнению с трубами не металлическими.
Расстояние между крепежными элементами
Рекомендуемые интервалы между точками крепления приведены в таблице, из которой видно, что при вертикальной прокладке требуется меньше крепежных элементов (расстояние между точками крепления больше). Это объясняется тем, что проложенные вертикально трубы не испытывают прогибающих усилий от собственного веса и по иным причинам. Воздействие прогибающего усилия, даже только под действием собственного веса, присуще трубам из любых материалов, проложенным горизонтально. В случае если расстояние между рекомендуемыми точками крепления не будет соблюдаться, то экономия на крепеже неизбежно приведет к провисанию труб.
При креплении вертикальных труб следует избегать того, чтобы собственный вес вертикальной трубы и находящейся в ней жидкости приходился на горизонтальный трубопровод, соединенный с ней. Иначе говоря, в нижней части вертикальные трубы должны обязательно фиксироваться неподвижными опорами.
Необходимо правильно выбрать способ крепежа при креплении труб большого диаметра и/или при креплении к малопрочным конструкционным поверхностям. Выбранный способ должен обеспечивать надежность крепления не только с учетом веса самой трубы и находящейся в ней жидкости, но и с учетом иных сил, воздействие которых если даже и неочевидно, но теоретически возможно в каждом конкретном случае.
Рисунок 2. (подробнее)
Расположение неподвижных опор для правильной организации компенсации теплового линейного расширения
Соединение медных труб с цанговыми и пресс-фитингами
Рис. 41. Соединение медных труб пресс-фитингом
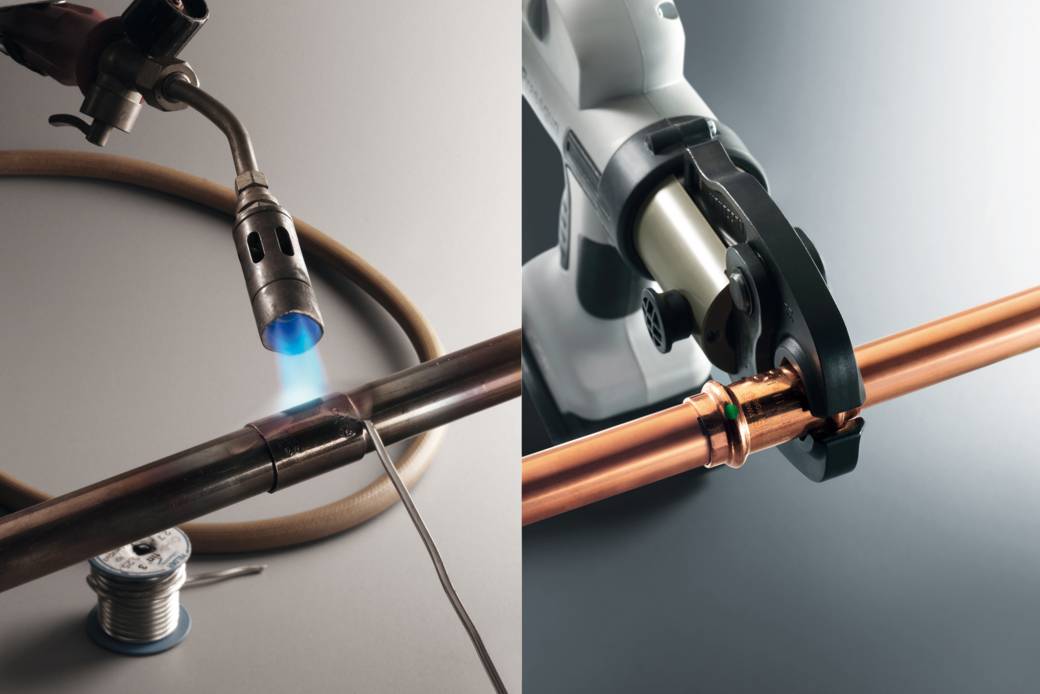
Еще один вид неразъемного соединения медных труб делается на обжимных пресс-муфтах (рис. 41), по аналогии с пресс-фитингами полимерных труб и фитингами для пайки медных труб с заложенным в них припоем. Это как бы гибрид двух конструкций: пресс-фитинга и фитинга для капиллярной пайки. Внешне пресс-фитинг для медных труб очень сильно напоминает фитинг для капиллярной пайки (рис. 39), а технологическая разница заложена во внутреннем содержании фитинга. Припой, заложенный в капиллярный поясок фитинга, здесь заменили на уплотнительные кольца из эластичных полимеров, похожих на резину. Технология соединения медных труб на пресс-фитингах сводится к простым операциям: отрезать и очистить трубы от грата, откалибровать их, вставить в пресс-фитинг и сжать соединение пресс-клещами (рис. 42).
Рис. 42. Закрепление фитинга пресс-клещами
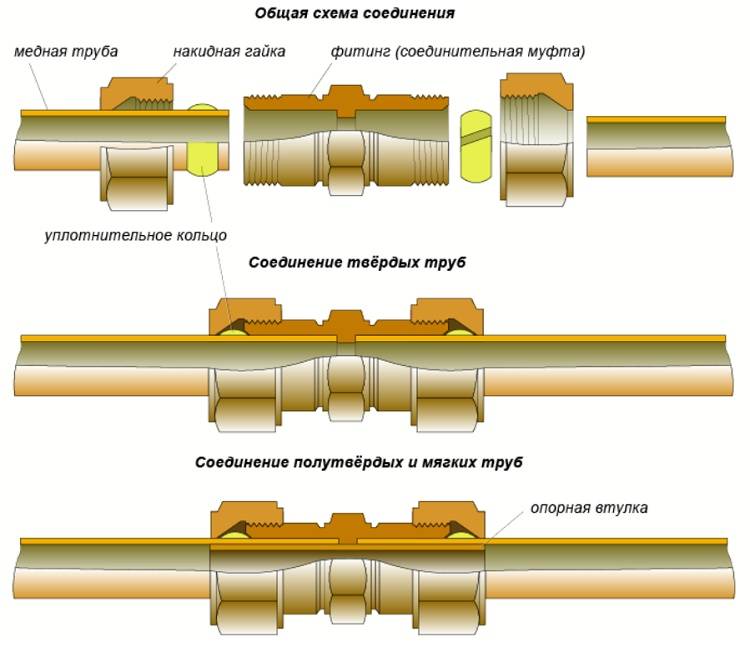
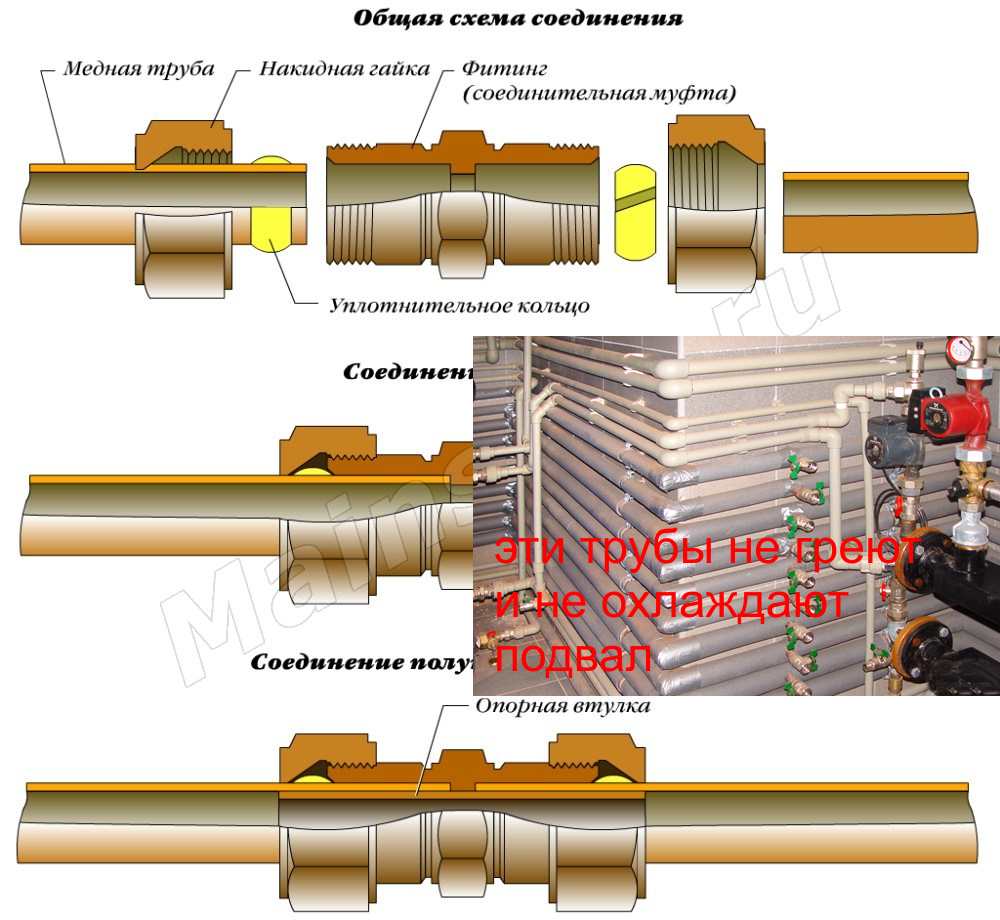
Помимо неразъемных существуют и разъемные соединения медных труб на обжимных (цанговых) фитингах. Есть два основных типа цанговых соединений: первый для соединений твердых и полутвердых и второй для соединения мягких и полутвердых труб.
Если повнимательней взглянуть на первый тип фитингов, то увидим, что они почти полностью повторяют обжимные фитинги для металлопластиковых труб, с единственной разницей, что в фитингах для меди нет штока, на который насаживается металлопластиковая труба. В остальном первый тип фитингов для медных труб, практически полностью повторяет конструкцию фитингов для металлопластика: такие же накидные гайки, такое же уплотнительное О-образное кольцо, тот же метод затяжки (рис. 43).
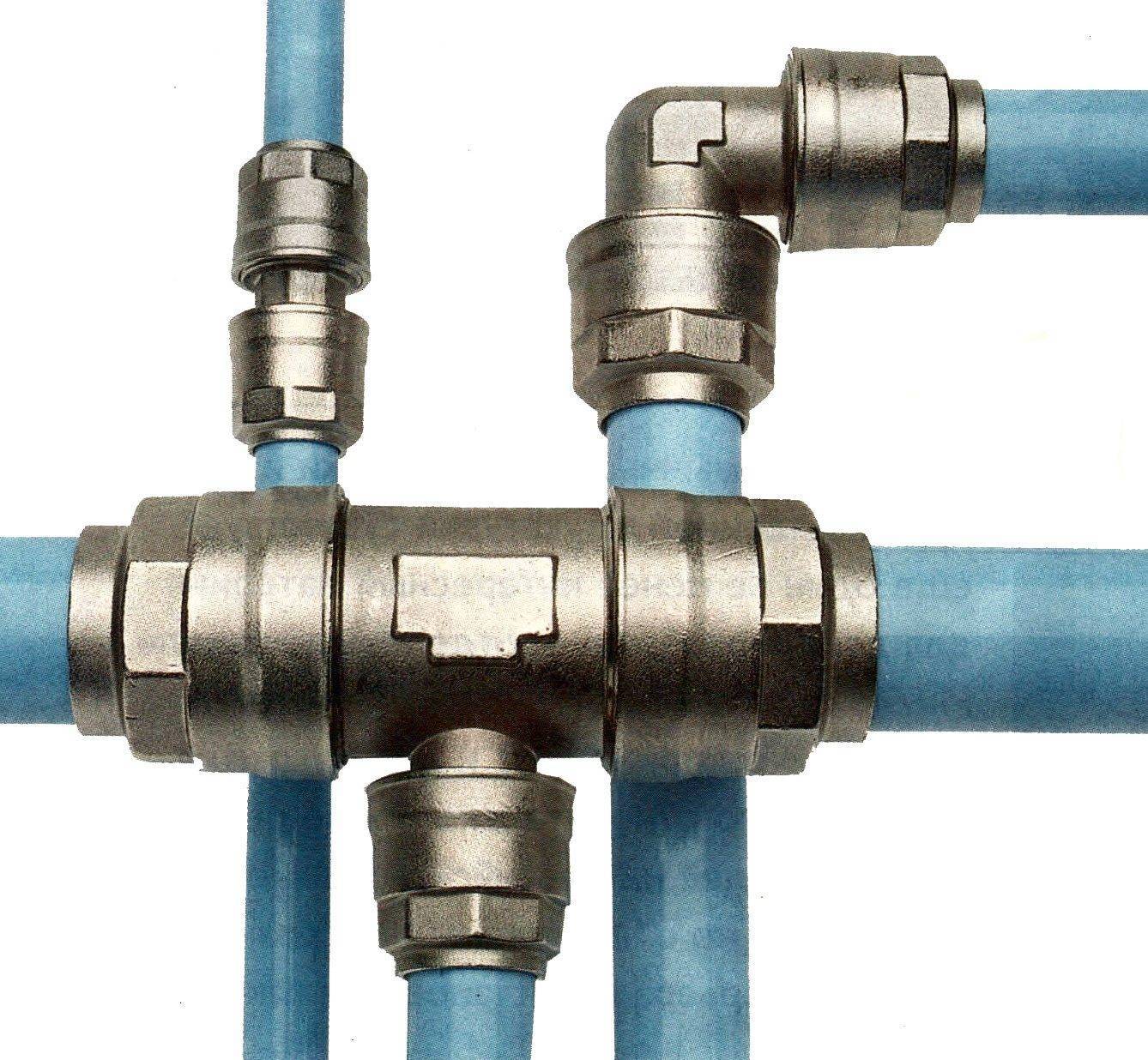








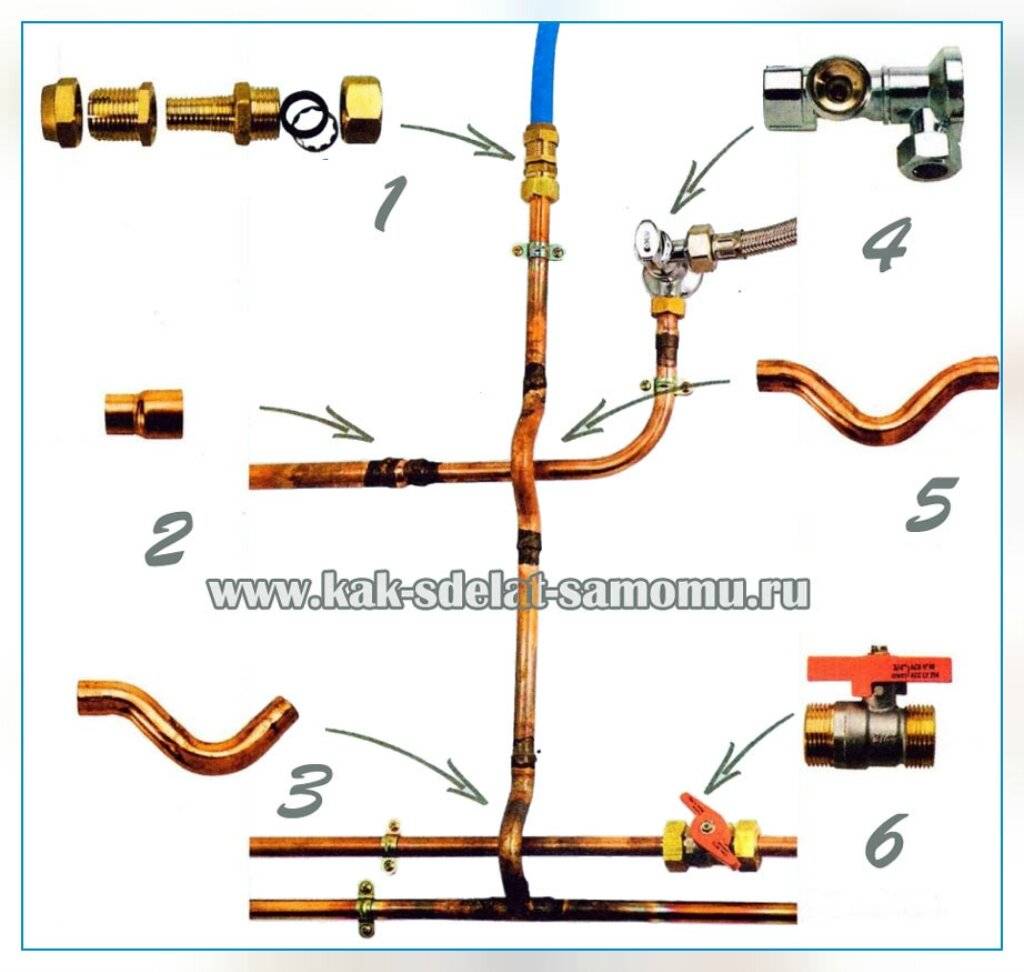
Рис. 43. Соединение медных труб компрессионными фитингами первого типа
Подготовительные операции состоят в подборе фитинга походящей размерности. Далее, как обычно, следует аккуратно отрезать трубу, удалить грат, с помощью оправки-калибра проверить срез на предмет отсутствия овальности и, при необходимости, восстановить исходную геометрию трубы. Затем труба вводится в фитинг до упора. Как правило, зажимная гайка сначала заворачивается рукой. После того, как труба зажата компрессионным кольцом до такой степени, что рукой невозможно повернуть ее относительно фитинга, гайка доворачивается ключом на 1/3 или 2/3 оборота с тем, чтобы слегка деформировать трубу и обеспечить требуемое усилие зажима. Теоретически такое соединение труб можно разбирать и собирать вновь, практически — его лучше не трогать. Если соединение не течет, то и оставьте его в покое, если оно подтекает, то нужно слегка довернуть гайки.
Обжимные фитинги первого типа придуманы для твердых медных труб (рис. 43), однако ими можно соединять и мягкие трубы, и твердые с отожженными концами. Для того, чтобы при затяжке гаек трубы не деформировались, внутрь их помещают обрезок трубы — опорную втулку. После добавления этого элемента фитинг практически полностью повторяет конструкцию обжимного фитинга для металлопластиковых труб.
Компрессионные соединения второго типа основаны на раструбном сплочении труб через уплотнительные конусы. В этих фитингах затягиванием гайки конус прижимается к внутренней поверхности развальцованного края трубы, а верх трубы зажимается уплотнительным кольцом. В конструкции узла использованы свойства мягкой меди: под давлением «притираться» к той поверхности, к которой ее прижимают. Соединение не ново, с ним знакомы достаточное количество мужчин, разбирающихся в тормозной системе своего автомобиля или с системой питания дизельных двигателей. В трубной разводке сантехнических систем соединение слегка видоизменено, но сам принцип сплачивания остается прежним, на его основе вам могут встретиться и другие виды фитингов.
Рис. 44. Соединение мягких медных труб компрессионными фитингами второго типа
Технология сборки узла (рис. 44) такая же простая, как и все описанные выше сборки. После резки труб, устранения заусенцев (грата) и неровностей на трубу надевается зажимная гайка и оправкой развальцовывается конец трубы. Далее в раскрытую часть вставляется прижимной конус, после чего монтажный узел собирается. Предварительная затяжка, как и в случае со всеми компрессионными фитингами, производится рукой, а затем дотягивается ключом, как правило, на один оборот.
Для медных труб больших диаметров применяется фланцевое соединение. В принципиальную конструкцию заложены сварка фланца с раструбом трубы или высокотемпературная пайка, значительно реже, компрессионное соединение.
Этапы процесса
Рассмотрим процесс поэтапно для разных вариантов соединений.
Соединение при низкотемпературной пайке
Специалисты утверждают, что для такой работы нужно приобретать легкоплавкий припой и низкотемпературный флюс. Газовую горелку можно заправить смесью, в состав которой входят пропан, воздух или бутан.
Пламя нужно направлять строго по шву труб, перемещая по всей площади стыка. Это делается для равномерного нагревания всех участков. Не забывайте периодически промазывайте зазор припоем, постепенно он начнет плавиться. Как только пошло плавление, нужно отвести горелку, и вещество заполнит капиллярный зазор. Когда зазор полностью заполнился, деталям необходимо остыть в нормальных условиях, без перепада температур. Неостывшее соединение запрещается трогать.

Иногда не рекомендуется паять какие-либо изделия, в таких случаях отдают предпочтения сварке. Процесс практически ничем не отличается от паяния. Но перед тем как перейти к процессу сварки, ознакомьтесь с правилами техники безопасности и ходом работы. Вам понадобятся защитные очки.


Пайка высокотемпературного типа
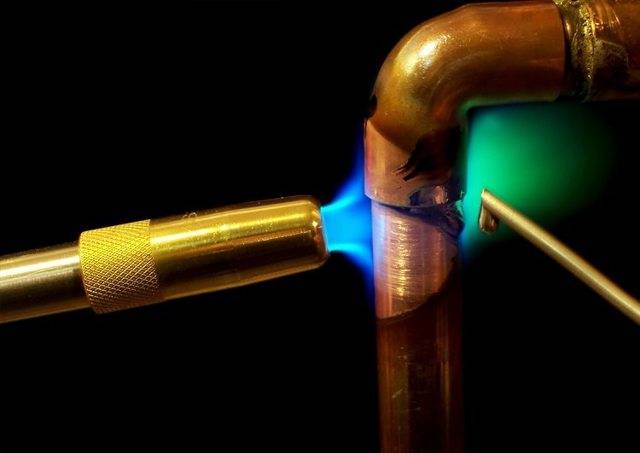
Состав наполнителя газовой горелки меняется, теперь ее заполняют пропаном с кислородом или ацетиленом с воздухом. Разогрев не должен занимать много времени, устройство должно подавать синее пламя.
Пламя, как в случае с низкотемпературной пайкой, нужно подавать по всему стыку, меняя положение горелки. Когда металл разогреется примерно до 750 градусов, он станет темно-красного цвета. В этот момент нужно воспользоваться припоем, можно подогреть его горелкой. Однако припой в идеале должен нагреться от детали.

Изделию нужно сообщить такую температуру, при которой припой быстро расплавится и заполнит пространство между деталями. После полного заполнения нужно оставить конструкцию остывать.


Ремонт
Своими руками можно устранить возникшие неполадки в водопроводе или бытовой технике, например, холодильнике или сплит-системе.
Расслоение металла – часто встречающаяся проблема. В этом случае применяется высокотемпературная пайка, это значительно продлит срок службы системы. Нередкое явление – появление трещин на сгибах труб. Мастера рекомендуют применять низкотемпературную сварку.
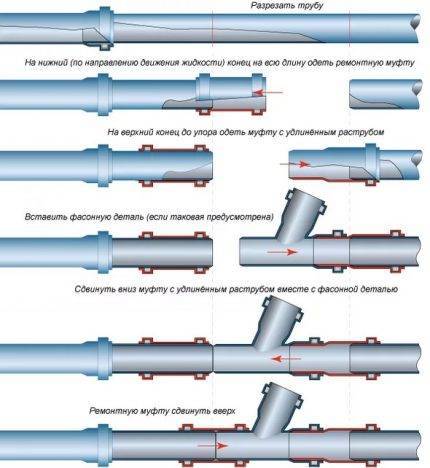







В ремонте также перед началом работ необходимо очистить поверхности, иначе конструкция быстро выйдет из строя. При протечке фитинга придется вырезать эту часть трубы и впаять новую с новой муфтой. Если случилась поломка гайки или прокладки, то достаточно заменить только эту деталь.


Техника безопасности
Медь отличается высокой теплопроводностью, поэтому на руках обязательно должны быть рукавицы или перчатки, иначе ожога не избежать. Элементы берут только щипцами или защитными рукавицами.
Осторожно нужно применять флюс, следить, чтоб он не попал на тело. Иначе будет химический ожог
Если все-таки вещество попало на руки, нужно оставить работу и промыть место большим количеством мыльной воды.

Обратите внимание на одежду, в которой собираетесь выполнять работы. Это не должна быть синтетика, потому что данный материал легко воспламеняемый
Лучше выбрать одежду из натурального хлопка.
Мастера советуют новичкам перед началом работы потренироваться на обрезках труб. Так, после пары тренировок результат будет намного лучше.


Отопление из медных труб монтаж за приемлемую цену, покраска лаком от производителя
Разводка труб из меди становится с каждым годом все более популярной
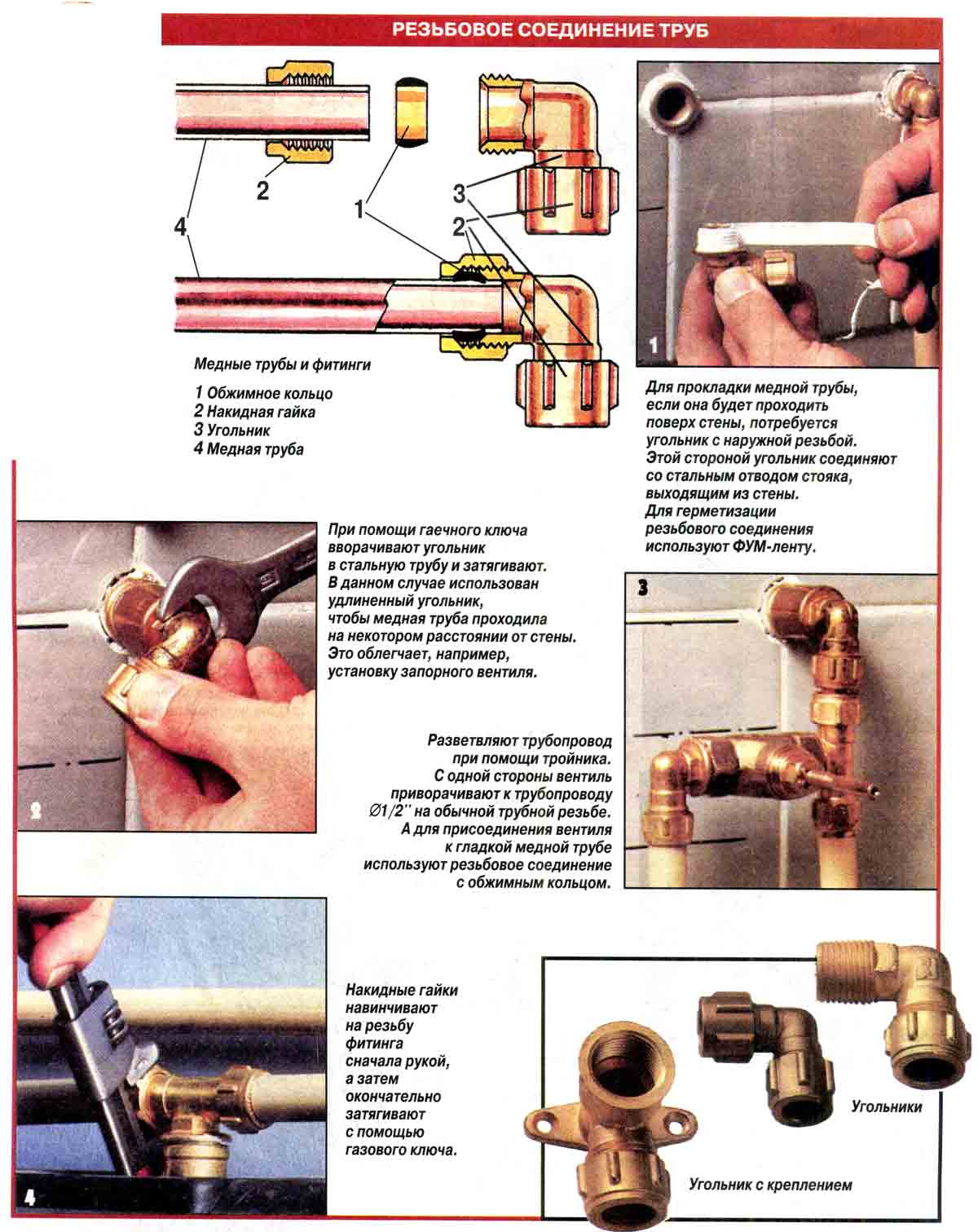
Для того чтобы создать отопление медными трубами изучают технологии соединения изделий. Соединение производится благодаря мягкой пайке. Припой позволяет соединить все элементы отопительной системы. Иногда используют муфты (фитинги). Изделия для отопления или водоснабжения компонуют друг с другом посредством фитингов из такого же материала. Возможно применение бронзовых элементов.
Отопление на медных трубах невозможно создать без обжимных либо паечных фитингов. Из латуни изготавливают изделия. Внутрь помещают обжимное кольцо, обеспечивающее непроницаемость посторонних веществ в крепление. Для затягивания кольца понадобится гаечный ключ. Обжимные фитинги применяются для низкого давления в отличие от паечных. Их следует систематически подкручивать и исследовать.
Объединение стальных и пластиковых изделий с медными производится с помощью обжимных фитингов. Для сплочения элементов разбирают фитинг, надевают гайку на трубу, а следом обжимное кольцо. Подборка, которая состоит из кольца, гайки и трубы вставляют в фитинг. Затягивают гайку на количество оборотов, определяемое данными, размещенными в паспорте муфты и диаметром трубы.
Методы получения неразъемных соединений для монтажа системы водоснабжения: пайка
Необходим монтаж медных труб отопления с диаметром больше 11 см и толщиной стенки от 0,16 см?
Используйте сварку
Производится с помощью мягкого припоя пайка медных труб. Это низкотемпературная технология применяется при температуре до 440 градусов. Процедура производится с помощью флюсов, увеличивающих адгезию. Элементы зачищают перед пайкой.









При предельных температурах металл утрачивает твердость, поэтому припой обладает низшей точкой плавлений.
Отопление медными трубами – востребованный и долгоиграющий вариант обогревания помещений. Средние цены на медные трубы для отопления относительно высокие и оправданные. Ценник формируется в зависимости от диаметра и отдельных показателей. Ориентировочная стоимость продукции:
- необожженного изделия диаметром 1 см составляет 280 р. за метр;
- отожженный аналог в 18 мм продается за 400 р.
Подобные изделия обладают высокими эксплуатационными свойствами.
Отопление из медных труб будет радовать долгие годы, если изделия подобраны правильно. Качественные элементы системы маркируются и имеют значение EN-1057. Изготавливаются изделия по стандартам DIN. Обрабатывают их фосфором для увеличения стойкости к воздействию жесткой воды.
ПОСМОТРЕТЬ ВИДЕО
Медные трубы для отопления используются все чаще и чаще.
Особенности разных методов соединения
Монтаж узлов на медных трубопроводах выполняется следующими способами:
- сварной – с нагревом до температуры, близкой к температуре плавления,
- капиллярный – пайка при невысокой температуре,
- резьбовый – скручивание на резьбу,
- обжимной – с применением компрессионных фитингов,
- опрессовочный – с помощью пресс-фитингов и пресс-клещей.
Каждый из методов имеет нюансы проведения монтажных работ и особенности получаемых узлов. Сварка и пайка позволяют образовать надежные неразъемные узлы, но для их выполнения необходимо сварочное оборудование, а его применение не всегда возможно. Остальные способы можно применять для монтажа медных трубопроводов в помещениях, где проведены отделочные работы, в непосредственной близости от других коммуникаций, в том числе рядом с газовыми трубами.
Сварное соединение медных труб
Сварка трубной продукции из меди производится только встык.
Работы выполняются в следующем порядке:
- Под соединяемые элементы прокладывают асбестоцементные листы, чтобы снизить потери тепла и ускорить нагревание трубы и фитинга.
- Торцы фитинга и трубы нагревают газовой горелкой, работающей на высокой мощности.
- Стыкуют оплавленные срезы и плотно прижимают их друг к другу, избегая перекосов.
- Остывший шов проковывают, чтобы снизить зернистость образовавшегося грата.
Капиллярное соединение или пайка
Более популярным, чем сварка, методом монтажа медных узлов является пайка. Во-первых, этот метод не требует сильного нагревания соединяемых деталей и последующей проковки шва. Во-вторых, нет ограничений по времени работ, так как нагревать нужно не трубы и фитинги, а припой – тонкую проволоку из технической меди.
Выполняется соединение в несколько шагов:
- Вставляют трубу в раструб фитинга.
- Нагревают место соединения, нанося припой на трубу вдоль края надетого на нее раструба.
- Расплавленный припой поднимается по зазору между медными элементами, равномерно заполняя его.
- Дают образованному узлу остыть.
- После остывания очищают наружную часть соединения от остатков припоя при помощи чистящего средства. Внутренности трубопровода с этой же целью промывают водой сразу или по окончании монтажа всех узлов.
Использование резьбовых фитингов
Самым простым является соединение на резьбу, выполняемое, если нужно образовать разъемный узел. Чаще всего для этого способа применяются стальные и латунные фитинги, которые могут иметь внутреннюю или внешнюю резьбу.
Выполняется монтаж следующим образом:
- Наматывают на внешнюю резьбу фитинга или трубы ФУМ-ленту.
- Вкручивают элемент с внешней резьбой внутрь элемента, имеющего внутреннюю, вручную.
- Завинчивают фитинг до упора при помощи гаечного ключа.
Обжимные фитинги
Компрессионная арматура состоит из корпуса с внешней резьбой на штуцерах, обжимной гайки и одного или двух обжимных колец. Суть метода соединения заключается в том, что торцевую часть трубы зажимают между штуцером фитинга и обжимной гайкой. Удобен этот способ тем, что проводится без нагрева, без специальных инструментов – достаточно разводного ключа, этим же ключом при необходимости можно демонтировать узел. При этом надежность компрессионного узла гораздо выше, чем у резьбового. Обжимные фитинги производят из различных материалов, но для соединения медных труб применяются только те, у которых обжимные кольца изготовлены из меди.
Соединение выполняется в следующем порядке:
- Снимают с фитинга и надевают на трубу обжимную гайку, сдвигают ее в сторону от края.
- Поочередно выполняют эти же действия с обжимными кольцами.
- Вставляют в трубу штуцер фитинга.
- Поочередно сдвигают к корпусу фитинга кольца и навинчивают гайку.
- Затягивают обжимную гайку ключом.








Особенности применения пресс-фитингов
Опрессовка напоминает обжимной метод соединения, но для выполнения опрессовочного узла необходим пресс-фитинг и пресс-клещи.
Фитинг для опрессовки состоит из корпуса с гладким или ребристым штуцером, фиксирующего кольца и пресс-кольца.
- Надевают на трубу пресс-кольцо и фиксирующее кольцо, сдвигают их в сторону от среза.
- Устанавливают штуцер в трубу.
- Сдвигают поочередно кольца к корпусу фитинга.
- Затягивают пресс-кольцо пресс-клещами.
Получаемое соединение является неразборным и по надежности не уступает сварному и капиллярному.
Достоинства медных фиттингов
В случае образования течи, медные трубы всегда можно восстановить самостоятельно
Среди достоинств медных фитингов можно назвать следующие:
- Высокая механическая прочность;
- Отличные антикоррозионные свойства;
- Стойкость к внешним воздействиям;
- Длительный (около 100 лет) срок эксплуатации;
- Удобство монтажа;
- Стойкость к изменениям температуры и ультрафиолетовым лучам;
- Универсальность;
- Возможность вторичного использования и полной рекуперации.
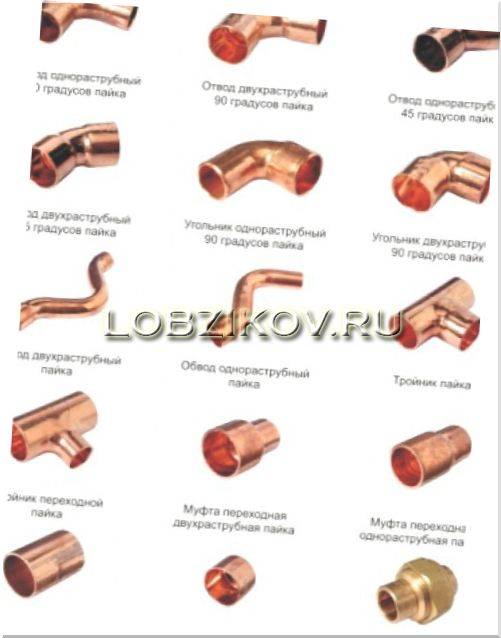
Все медные фитинги делятся на:
- Фитинги резьбовые;
- Фитинги паечные;
- Фитинги компрессионные;
- Пресс-фитинги;
- Самофиксирующиеся фитинги.
Для монтажа водопровода из медных труб своими руками нужны следующие инструменты:
- Труборез: такой инструмент понадобится, чтобы резать трубы во время монтажа;
- Калибратор ручной;
- Горелка — этот инструмент предназначен специально для пайки медных труб;
- Гаечные ключи. Обязательны при монтаже любого водопровода своими руками. Если скреплять медные трубы резьбовым соединением, то такой инструмент, как гаечный ключ просто необходим;
- Пассатижи;
- Напильник;
- Мелкая шлифовальная шкурка — еще один инструмент для удаления оксидной пленки своими руками.
Теперь технология: девять этапов и кое-какие советы
Технология пайки медных труб совсем несложная.
Вот на какие этапы можно разделить процесс:
- Кройка и шитье: отрезать металл по нужной длине труборезом.
Место резки делать ровным, резак держать перпендикулярно к поверхности. - Зачистка заготовок металлической щеткой, удаление заусениц с торцов.
На этом этапе нельзя использовать наждачную шкурку из-за риска образования мельчайшего песка, который помешает сцеплению пропоя. - Расширение края одной из труб для того, чтобы конец другой трубы легко вошел в первую с минимальным зазором.
- Тщательная зачистка концов металлической щеткой после его расширения.
- Нанесение флюсовой смеси на конец трубы максимально равномерным тонким слоем.
- Концы труб вставить друг в друга, хорошенько прогреть до момента, когда цвет флюса на трубе станет серебристым.
- К стыку подносят припой, который тут же плавится и заполняет зазор стыка между трубами.
Процесс заканчивается при наполнении зазора припоем. - После разогрева запаянной трубе нужно дать хорошенько остыть – ни в коем случае не трогать ее в это время.
- Протереть, удалить остатки флюса.

Способ соединения труб.Пайка
Если вдруг случился дефект в виде свища или повреждения стыка, изделие можно быстро и просто отремонтировать. Для этого его достаточно нагреть и демонтировать. После удаления дефектов повторно нагреть и снова спаять.
Теперь о сгибании. Гнуть с использованием трубогиба можно только мягкие отожженные трубы. Если они не отожженные, используются медные фитинги под пайку. Угол может быть 90° и меньше.
Как вам статья?


