- Пайка медных труб своими руками: как паять медные трубы?
- Припои для пайки меди
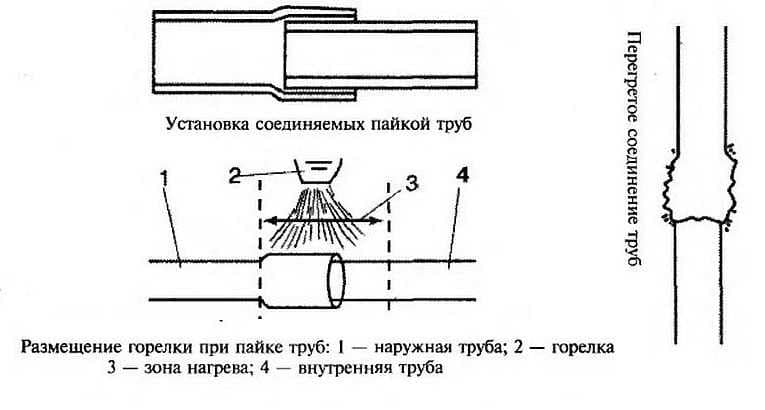
- Газовые горелки для пайки
- Правила безопасной эксплуатации оборудования
- Как паять трубы
- Способы паяния деталей из меди
- Особенности высокотемпературных соединений
- Низкотемпературная пайка
- Техника безопасности при спаивании труб из меди
- Инструкция пайки мягким припоем
- Крепление медных труб с другими материалами
- Мифы о медном трубопроводе
- Как правильно выбрать припой?
- Соединения связывающим обжимом под высокое давление
- Способ #4: соединение вставкой нажимом (Push-connect)
Пайка медных труб своими руками: как паять медные трубы?
Существует два вида пайки медных труб:
- низкотемпературный;
- высокотемпературный.
С применением первого способа, как правило, монтируют бытовые коммуникации. Для этого способа подходит мягкий припой, это может быть медная (с примесью фосфора) проволока сечением 2 мм, олово или свинец с присадками, мягкий припой с серебром.

Провести пайку самостоятельно, имея небольшие навыки, не составит большого труда
Мягкий припой имеет более низкую температуру плавления, чем температура плавления меди, поэтому, не забывая о мерах предосторожности, можно смело приниматься за работу
Прежде всего, следует подготовить флюс, поскольку он очищает металл от окислов и защищает место спайки от доступа кислорода. Флюсом обрабатывают конец трубы и соединительную деталь, в данном случае фитинг.
Далее труба соединяется с фитингом, а место соединения нагревают газовой горелкой или паяльником. В процессе нагрева припой плавится и в жидком состоянии проникает во все свободные полости соединения. Следует равномерно распределить припой по месту соединения и отложить трубу с фитингом до остывания.

Пайка твёрдым припоем производится в той же последовательности, но с более высокой температурой нагрева припоя.
Припои для пайки меди
Строительный рынок предлагает несколько вариантов припоя для пайки медных труб. Бытует мнение, что мягкие припои, состоящие из олова с разного рода добавками, не могут обеспечить надёжность паяных швов. Несмотря на то, что это не совсем так, можно подстраховаться и выбрать припой с дополнением серебра.
Для высокотемпературной пайки предназначен твёрдый медно-фосфорный припой, который обеспечивает большую надёжность пайки. Высокотемпературную пайку используют при состыковке труб магистральных трубопроводов, где допустимы перепады давления.
Газовые горелки для пайки
Приступая к самостоятельному монтажу трубопровода, необходимо правильно выбрать инструменты и оборудование для пайки медных труб, обратив особое внимание на горелку. Горелка может быть:
Горелка может быть:
- Пропановая (применяется, чаще всего, в больших объёмах работ).
- Со смесью МАРР (газовая смесь «Метилацетилен-Пропадиен-Пропан»).
- Ацетиленовая.
- Кислородная.
Газовые горелки могут быть оснащены съёмными одноразовыми баллонами, либо шланговым соединением со стационарным баллоном.

Для монтажа небольшого трубопровода достаточно модели со съёмной газовой ёмкостью.
Вот и всё, что нужно знать об особенностях пайки изделий из меди. Имея необходимое оборудование и материалы для пайки медных труб, можно самостоятельно смонтировать домашний трубопровод, который будет служить долгие годы.









Правила безопасной эксплуатации оборудования
Газовое баллонное оборудование при неправильной эксплуатации может стать источником сильного взрыва или пожара.
Выполняя сварочные работы, обязательно стоит использовать средства индивидуальной защиты: очки, перчатки, специальную обувь.

Перед началом работ нужно хорошенько осмотреть оборудование на наличие повреждений. Если оборудование испачкалось, обязательно удалить грязь
Работать с пропановыми баллонами можно только в хорошо проветриваемых помещениях, при этом температура воздуха не должна быть ниже 0 °С.
Категорически запрещено:
- Работать вблизи открытого огня.
- Держать баллон при работе в наклонном состоянии.
- Размещать сосуды под солнцем.
- Проводить работы без редуктора.
- Разогревать редуктор над открытым огнем.
Кроме того, ощутив запах газа необходимо немедленно прекратить работу и перекрыть вентиль на баллоне. Рекомендуем также ознакомиться с основными причинами взрыва баллонов с газом.
Работая без средств индивидуальной защиты можно получить ожог, причем не только от открытого огня, но и от случайного прикосновения к раскаленным деталям.
Если вам не подходят рассмотренные самодельные горелки, рекомендуем ознакомиться с другими вариантами изготовления полезных самоделок, рассмотренными в наших статьях, – горелка из паяльной лампы и горелка для банной печи.
Как паять трубы
Перед началом работ нужно подготовить коммуникации к воздействию. Сварка трубопроводов осуществляется на небольших отрезках канализационных систем, поэтому нужно обрезать трубу до определенного размера. Место среза зачищается, после чего там делается фаска. Эта операция поможет облегчить соединение ответвлений тепло- и холодоснабжения с фитингами.
 Фото — пошаговая инструкция
Фото — пошаговая инструкция
Для монтажа отожженных материалов понадобится использование так называемого труборасширителя. Этот инструмент необходим для установки на нестандартный диаметр фитингов. Существуют устройства разных диаметров, практически до 110 мм.
Пошаговая инструкция, как паять медные трубы оловом:
Согласно СНиП, всегда номинальный диаметр должен быть меньше фитинга;
Высокотемпературная обработка соединений начинается только после их зачистки. Фитинги и трубы нужно прочистить при помощи щетки и при необходимости затереть наждачной бумагой. В зависимости от хранения коммуникаций, рекомендует также их стыки обработать спиртом для обезжиривания;
Далее, на место, где будет проводиться запайка медных труб и монтироваться фитинги, которые будут установлены для соединения частей коммуникации, наносится тонким слоем флюс-паста;
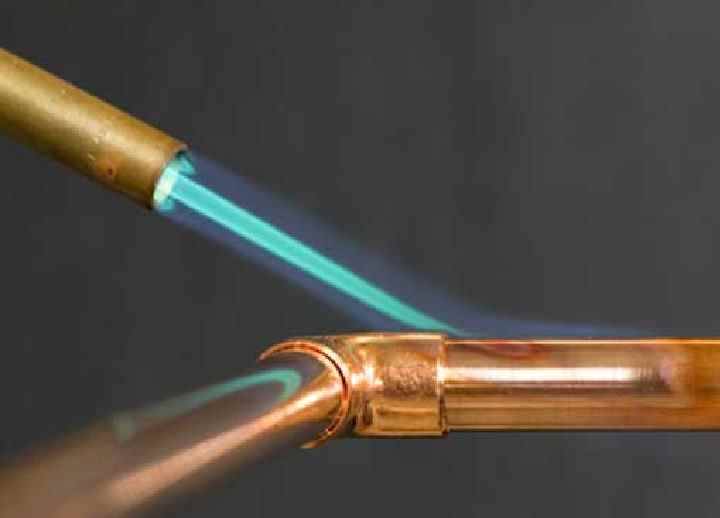
Теперь включается горелка на нужную температуру. Припоем необходимо провести точно по краю соединений, а горелкой разогреть место стыковки фитинга. Для сварки водопроводных коммуникаций удобнее всего работать оловом, т. к. оно впитывается в металл и можно сэкономить время на разогреве соединений;
Паять труб нужно не более 20 секунд, т. к. максимальная температура горелки – свыше 1000 градусов. Будьте внимательны, в некоторых условиях требуется низкотемпературная сварка, поэтому желательно знать, какой у Вас тип труб;
После осуществляется сборка канализации
Очень важно сразу не включать воду в магистрали, иначе соединение не успеет остыть и покроется трещинами – это негативно повлияет на герметичность соединения. Среднее время остывания меди от 30 минут до двух часов.
Для сварки медных труб с небольшой разностью диаметров используется технология «капиллярная пайка». Она позволяет осуществить соединение паяльником отдельных коммуникаций при разнице между ними до 0,5 мм. В таком случае, спайка заполняет собой пространство между трубами. Это позволяет осуществить монтаж системы без шва. При методике используются твердые припои, которые обладают улучшенной защитной функцией.
Во многом успех пайки зависит от вида припоя, который используется. Наиболее часто медные трубы сваривают серебром, латунью и оловом, которые обладают высокими показателями текучести. Реже работы производятся с алюминием.
Вы можете сразу купить не только аппарат для пайки медных труб, но и набор расширителей и фитингов, которые понадобятся при разводке канализации без профессионального сантехника. Перед началом работ советуем пройти обучение технике, или хотя бы просмотреть видео.









Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.
Высокотемпературное соединение медных труб
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
https://youtube.com/watch?v=N9QwpYEQpUw
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно
Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев.
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.










Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Инструкция пайки мягким припоем
Внимание: край трубы и непосредственно труба обязаны быть идеально ровными и прямыми – от этого будет зависеть качество крепления деталей, потому для резки труб лучше всего использовать труборез
- При помощи труборасширителя сделайте больше диаметр фитинга, при помощи фаскоснимателя – очистите края трубы.
- Ершиком отполировать внутреннюю часть фитинга, щеткой наружную часть трубы.
- Кисточкой нанести на фитинг и трубу пасту для пайки – флюс – и тут же присоединить детали, избегая попадания какого-либо вида загрязнений.
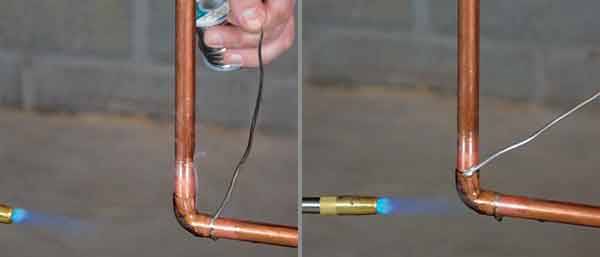
- Горелкой для пайки аккуратно прогревать соединение, перемещаясь по всей плоскости. Критерий хорошего прогрева – изменение цвета пасты.
- Завершить нагревание соединяемых деталей, нанести припой по всей поверхности соединения. Пламенем горелки нельзя трогать проволоку припоя: припой обязан расплавиться на медной поверхности трубы, именно от ее температуры без вмешательства огня.
- Подождать естественного остывания стыка – без каких-либо средств для охлаждения.
- Непременно убрать остатки пасты с труб влажной губкой. Ее воздействие нужно лишь при пайке: она разрушает защитный слой основания меди.
Внимание: детали при пайке и временно после нее обязаны быть хорошо зафиксированы, так как паять трубы из меди можно лишь в неподвижном положении. Стык на месте крепления деталей обязан быть плотным и ровным
Проверить результат можно будет лишь при включении достаточного давления воды в трубопроводе, но, если пайка прошла хорошо, надежность соединения никак не снижается от температуры воды, вероятных перепадов давления или от времени
Стык на месте крепления деталей обязан быть плотным и ровным. Проверить результат можно будет лишь при включении достаточного давления воды в трубопроводе, но, если пайка прошла хорошо, надежность соединения никак не снижается от температуры воды, вероятных перепадов давления или от времени.
Крепление медных труб с другими материалами
Существует несколько важных нюансов, связанных с возможностями соединения медных конструкций с изделиями из других металлов:
- Крепление меди и оцинкованной стали может негативно сказаться на состоянии трубопровода из оцинкованной стали: химические реакции между цинком и медью приводят к разрушению первого.
- Крепления меди со сталью, пластиком и латунью безопасны и не образуют коррозии металлов.
Потому если есть необходимость крепления медной и оцинкованной труб, то его можно сделать лишь с помощью латунного фитинга и лишь в одном направлении: по циркуляции воды от оцинкованной в медную трубы.
Медные трубы крепятся с пластиковыми или стальными лишь с помощью латунных отжимных фитингов. Основное крепление системы происходит с помощью зажимного кольца и зажимной гайки фитинга: они прикручиваются на стандартное количество оборотов, указанное в техническом сопровождении фитинга, и непременно периодически проверяются во время эксплуатации на наличие вероятных протечек или ослаблений.
Мифы о медном трубопроводе
Из-за отсутствия привычки к меди в роли материала для систем газо-, водоснабжения и отопления, у современного отечественного потребителя есть определенное недоверие к данному металлу. Есть два мифа:
- Трубы из меди опасны при контакте с хлорированной водой. Безусловно, медь, начиная реакцию с элементами хлора, окисляется, но появляющаяся внутри трубопровода пленка, наоборот, защищает трубы от различных химических действий и абсолютно безопасна для организма человека.
- Медный трубопровод дорого стоит и непрактичен, невзирая на высокую стоимость. Непрактичность объясняют вероятным окислением наружной стороны труб, при этом внутри медные трубы также окисляются, но коррозии совершенно неподвержены. Более дорогая цена медных труб с лихвой покрывается долговечностью материалов и простотой установки своими руками.
Но такие мифы можно разрушить только многолетней практикой. Не зря этот металл применяли в системах водопровода еще несколько веков назад, и до сих пор в европейских странах медь имеет заслуженное признание. За счет удобства установки и качества материалов, медные трубы для домашнего водопровода более предпочтительны, и непременно найдут новых почитателей в нашей стране.





![Пайка медных труб своими руками [выбор горелки, видео, советы]](https://kupisantehniky.ru/wp-content/uploads/8/0/1/801490b7bbbfe2c416281ada3dc007be.jpeg)




https://youtube.com/watch?v=N9QwpYEQpUw
Как правильно выбрать припой?
Верно подобранный припой поможет без особых усилий организовать коммуникационную систему любой сложности. Если речь идет о работе в домашних условиях, стоит воспользоваться материалом, расплавляющимся при низких температурах.
Применение высокотемпературных твердоплавких элементов в быту проблематично, так как требует разогрева рабочего сплава до 600-900 градусов. Добиться этого без специального оборудования достаточно сложно.
Спайку пищевой меди можно проводить особыми припоями, не содержащими в составе токсичных, ядовитых и агрессивных элементов, способных навредить здоровью
Использование металлов и их производных, плавящихся при высоких температурах, связано с некоторым риском. В процессе обработки они могут повредить или даже прожечь медную трубу с тонкой стенкой.
Чтобы этого не случилось, есть смысл взять прочный, но низкоплавкий мягкий припой, а твердый вариант оставить для толстостенных медных коммуникаций.
Когда на систему не ожидается больших нагрузок, совсем не обязательно использовать тугоплавкий припой, если это не обусловлено иными требованиями. В основных бытовых комплексах для создания надежного соединения вполне хватит мягких легкосплавных припоев
Для соединения медных труб в газовых сетях стоит выбирать серебросодержащие припои. Они обеспечивают максимальную прочность шва, нейтральность к вибрациям и высокую устойчивость к внешнему и внутреннему воздействию.
Заплатить за серебро придется немного дороже, но безопасность, надежность и долговечность системы со временем окупят все финансовые затраты.
Соединения связывающим обжимом под высокое давление
Достижения в технологиях связывающих обжимных соединений и в разработках материалов для уплотнительных колец, позволяют применять соединения связывающим обжимом для систем высокого давления. Однако системы высокого давления требуют применения несколько иной конфигурации прессовых губок.
Результат изготовления соединительного узла техникой двойного обжима на 360º
Соединения связывающим обжимом для трубопроводов низкого давления, технологических трубопроводов и линий сжатых газов немедицинского назначения, используют единую стандартную шестиугольную форму прессования.
Соединение с помощью связывающих обжимов под более высокие давления требует использования специально разработанных пресс-фитингов и зажимных губок для обеспечения двойного обжима фитинга на 360°.
Способ #4: соединение вставкой нажимом (Push-connect)
Отличительная особенность способа сборки вставкой нажимом — для установки не требуется никаких дополнительных инструментов, горелок, специальных топливных газов или электроэнергии. Сборка вставкой нажимом обеспечивается встроенным эластомерным уплотнением и захватным кольцом из нержавеющей стали.
Удобный во всех отношениях и вполне практичный для эксплуатации способ сборки узла вставкой нажимом (push-connect)
Типичные диапазоны значений давления и температуры для узлов, выполненных вставкой нажимом, приведены в таблице:
| Тип сборки | Диапазон давлений, кПа | Диапазон температур, ºC |
| Вставкой нажимом, D = 12,7 – 50,8 мм | 0 – 1375 | минус 18 / плюс 120 |
Существует два распространенных типа фитингов для этого типа сборки. Оба варианта создают прочные надёжные сборки узлов. Однако если один тип фитинга для способа вставки нажимом позволяет легко снимать сборку после установки, например, для обслуживания системы, второй не поддерживает такой конфигурации. Этим моментом фитинги отличаются один от другого.








Виды фитингов для соединений способом вставкой нажимом: слева – разборная конструкция; справа – неразборная конструкция
Перед сборкой узла требуется выполнить все подготовительные процедуры с медной трубой, как уже было описано выше
Здесь следует уделить особое внимание очистке скошенного конца медной трубы с помощью наждачной бумаги, нейлоновой абразивной ткани или сантехнической ткани. Этими действиями обеспечивается целостность уплотнительной прокладки в момент вставки медной трубы в тело фитинга
Сборка предполагает исполнение жёсткого толкающего, одновременно закручивающего движения, направленного в тело фитинга. Движение медной трубы внутрь фитинга выполняется до момента, пока медная труба не упрётся в заднюю часть чашки фитинга. Этот момент обычно указывает предварительно сделанная отметка глубины вставки на поверхности меди.
При помощи информации: Сooper
Как вам статья?