
- Подготовка к работе
- Монтаж металлопластиковых труб
- Инструменты
- Компрессионное соединение
- Пресс-соединение
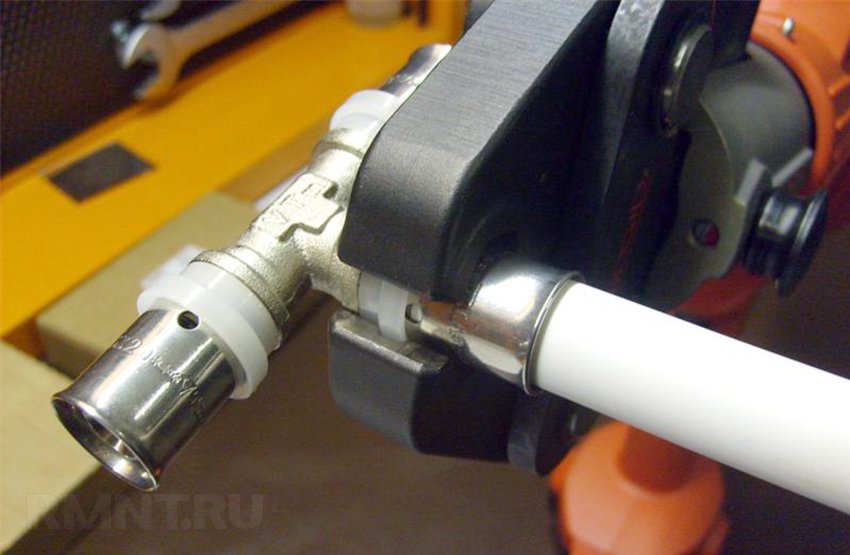
- Соединение пуш-фит
- Крепление к стенам
- Классификация фитингов
- Подготовительные работы перед опрессовкой
- Инструкция по использованию
- Процесс опрессовки
- Что такое промывка и опрессовка
- Установка металлопластиковых труб своими руками
- Испытания в многоквартирных домах
Подготовка к работе
Вся измерительная техника должна пройти предварительную поверку в лицензированной испытательной лаборатории. Гидравлический блок питания подключается к напорной линии через коллектор испытательного давления. Коллектор имеет сливной клапан и манометр. Манометры устанавливают в конце и начале линии давления.
Перед началом опрессовки труб все клапаны и вентили должны быть закрыты.
Подготовка к опрессовке трубопровода включает в себя следующие этапы:
- Заполнение контура рабочей жидкостью;
- Заправка линии до создания там давления, равного испытательному;
- Подключение испытательных приборов и оснастки к нужному участку магистрали.
Монтаж металлопластиковых труб
Монтаж трубопровода из металлопластика включает в себя несколько этапов:
- Подготовку материалов, инструмента.
- Монтаж соединений.
- Испытание готового трубопровода.
Подготовка материала для всех видов соединений является одинаковой. Трубы необходимо нарезать согласно проекту. При замере следует учитывать напуск длины для фитинга.

Поскольку металлопластик продаётся в бухтах, то материал перед монтажом необходимо выпрямить путём раскатыванием трубы на ровной поверхности. Предварительно трубу следует завернуть в несколько слоёв ветоши.
Инструменты
Набор инструментов для монтажа металлопластиковых коммуникаций зависит от того, какие фитинги используются для соединения частей трубопровода.
Чтобы собрать трубопровод из металлополимерных труб необходимо иметь:
- труборез или ножовка по металлу для отрезания материала;
- калибратор — для расширения трубы и придания окружности идеальных пропроций;
- фаскосниматель — для снятия фаски;
- наждачную бумагу для зачистки заусенец на краях трубы;
- разводные (или гаечные) ключи;
- пресс-клещи для некоторых видов соединений;
- строительный фен или приспособление для сгибания, например, песок.
Нарезку предпочтительнее делать ножницами, но можно использовать и ножовку или острый нож.
Когда края подготовлены для соединения, трубу вставляют в фитинг. Существует несколько видов соединения металлопластиковых труб между собой или с переходом на другой материал:
- компрессионные фитинги;
- пресс-соединение;
- пуш-фит.
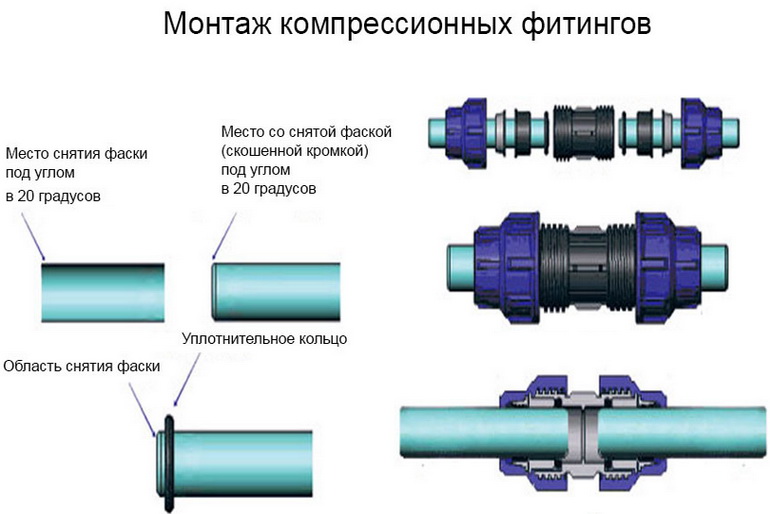
Компрессионное соединение
Соединение металлопластиковых труб при помощи компрессионных фитингов является распространённым и доступным для самостоятельного монтажа. Такие узлы можно разбирать и собирать вновь. Для установки потребуется 2 разводных ключа.

Алгоритм монтажа:
- Фитинг раскручивают и разбирают. Накидную гайку и обжимное кольцо надевают на конец трубы.
- Внутреннюю часть трубы и конец фитинга с резиновой прокладкой смазывают густой мыльной пеной для облегчения процесса совмещения. С этой же целью внутренний диаметр предварительно развальцовывают калибратором. Такие меры позволят предотвратить смещение резиновых прокладок.
- Фитинг вставляют на место соединения, смещают кольцо и закручивают гайку. Процесс закручивания проводят при помощи двух ключей.
Полученное соединение требует периодического контроля и подтягивания гайки при протечке.
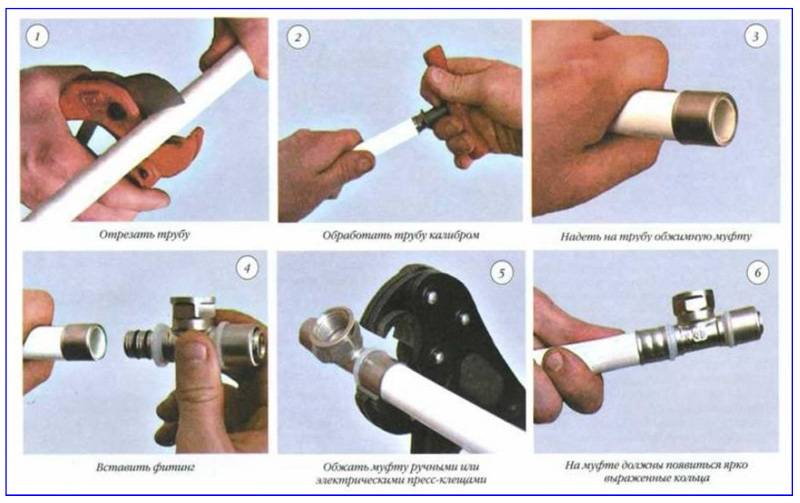
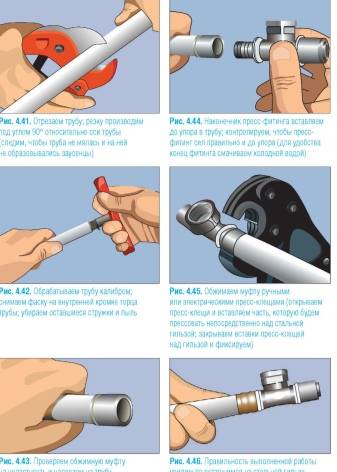
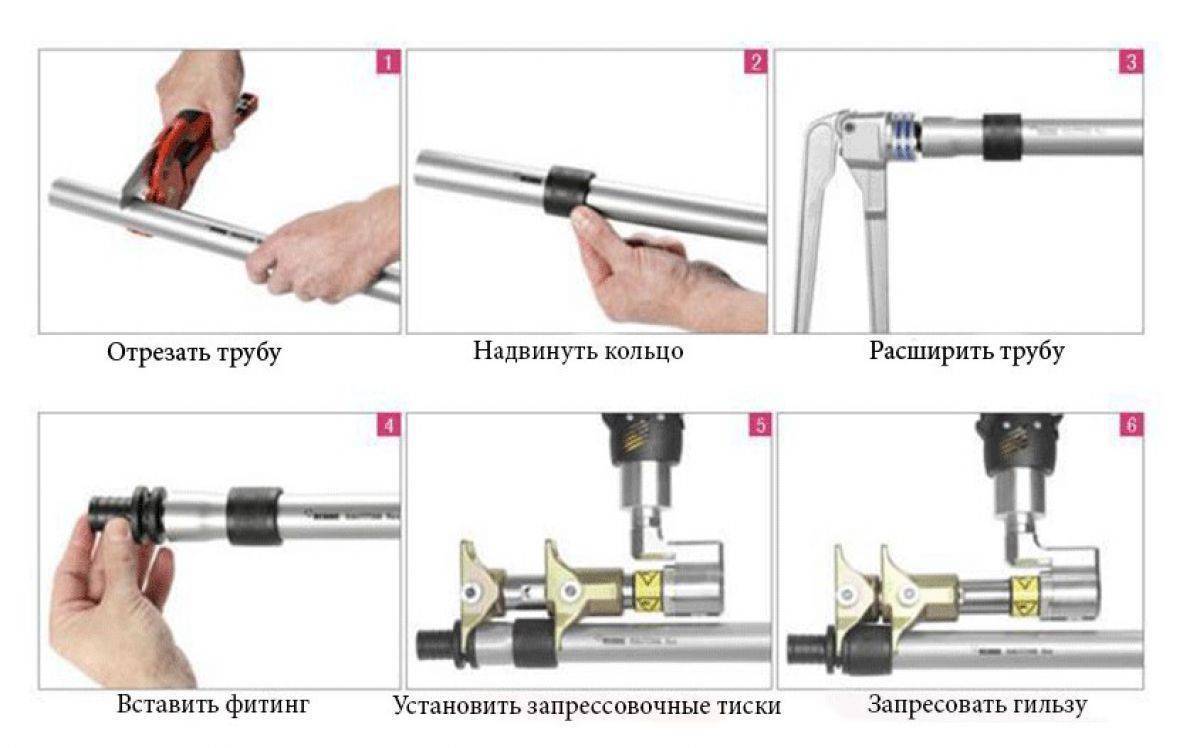
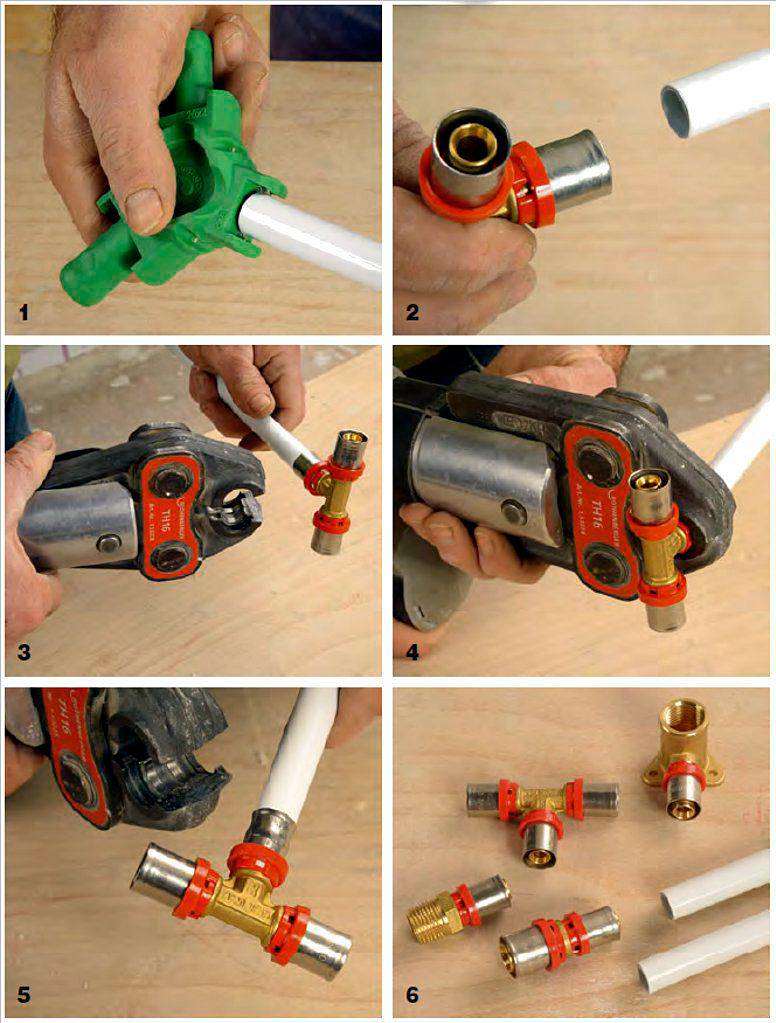
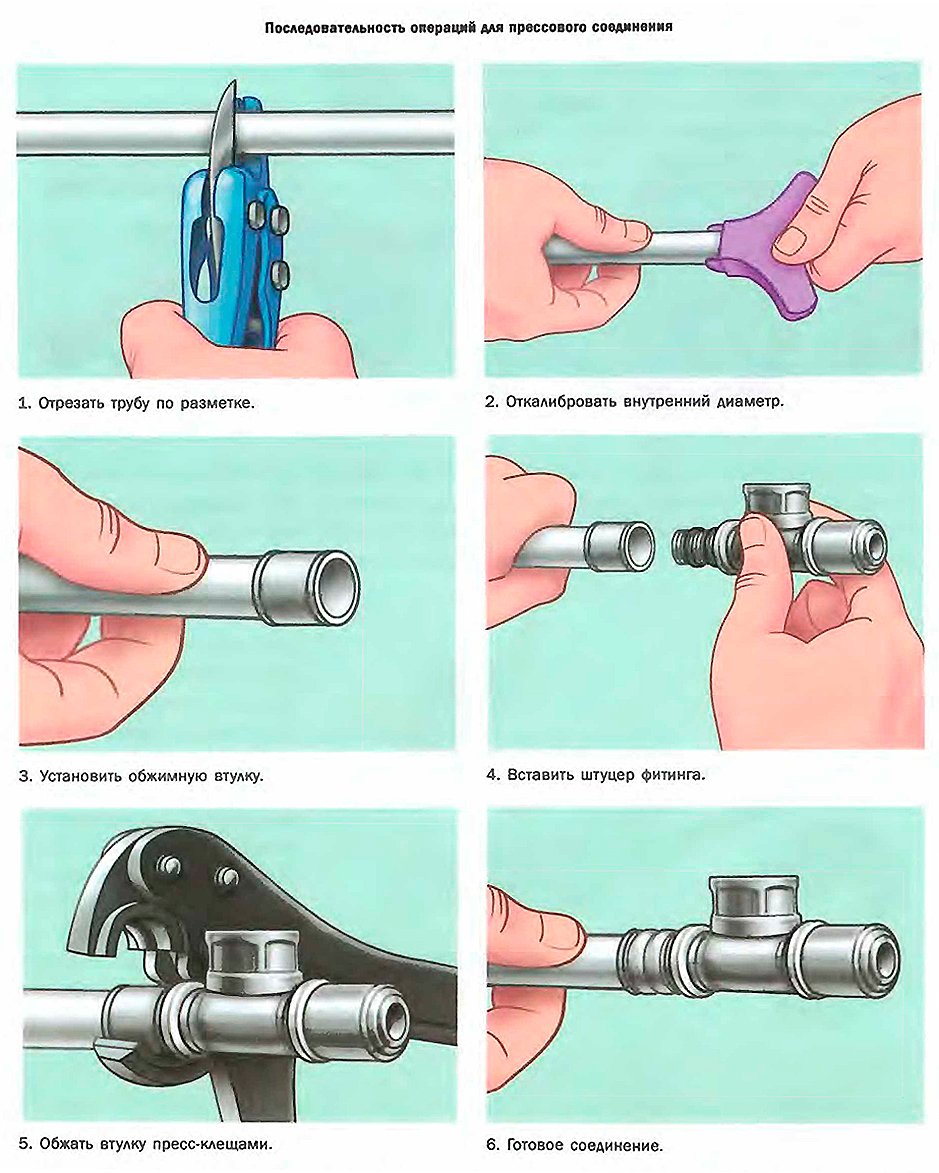
Пресс-соединение
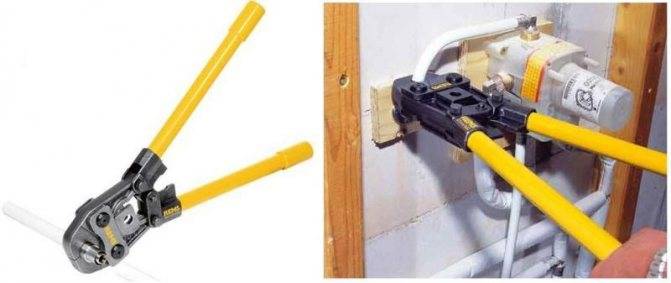
Обжимное соединение монтируют при помощи пресс-фитингов и пресс-инструмента (ручного или электрического).

Схема монтажа:
- Подготовка: срез обрабатывают и зачищают. Пресс-фитинг разбирают и проверяют целостность и наличие прокладок, затем снова собирают..
- Край для соединения надевают на штуцер до контрольного окна.
- Обжимают гильзу пресс-клещами, рукоятки инструмента сводят до упора.
- Повторяют операции на противоположном конце соединительного фитинга.
Полученное соединение может служить до 50 лет, но является неразборным.




Соединение пуш-фит
Пуш-фитинги являются самыми дорогими элементами для соединения труб из металлопластика. Однако их использование не требует никакого инструмента и навыков, является надёжным и долговечным.

Подготовленная труба вставляется в пуш-фит до контрольного отверстия. Далее собирают всю конструкцию. Запускают пробный поток, под действием которого соединение закрепляется внутренним клином.
Крепление к стенам

Уязвимое место металлопластиковых изделий – это низкая устойчивость к механическим повреждениям из-за того, что слой алюминия тонкий.
При большом радиусе изгиба или постоянных давлениях, труба деформируется. В таком случае рекомендуется зафиксировать трубопровод на твердом основании – стене, потолке или под плинтусом. Для этого производится крепление в стену фиксирующего элемента:
- клипсы;
- опоры;
- подвески.
Процесс крепления и фиксации происходит простым методом:
- крепится опора в стену, фиксируется в неподвижном положении;
- вставляется труба в клипсу с разжимным механизмом. Если клипса глухая, то изначально вставляется труба, и далее вся конструкция крепится к стене.
Классификация фитингов

Разновидности обжимных фитингов.
- углы и отводы (применяются при соединении поворотов от 45 градусов);
- крестовины (помогают произвести ответвление на две стороны);
- тройники (используются при одностороннем ответвлении);
- заглушки (применяются для крепления на конце трубы);
- муфты (с помощью них соединяются трубы одинакового диаметра и направленности);
- штуцеры (при необходимости соединения со шлангом).
Фитинги, которые применяют для соединения труб одного диаметра, именуются прямыми, а предназначенные для скрепления труб разного диаметра называют переходными.
На строительном рынке существует большой ассортимент чугунных, стальных, латунных или медных соединительных элементов.
Что касается чугунных, их отличают такие качества, как прочность и долговечность. У чугунных фитингов существенное преимущество перед другими соединительными изделиями, например, такими как стальная муфта. Еще к положительным качествам чугунных элементов можно отнести высокую устойчивость к негативным воздействиям окружающей среды и универсальность.
Без стальных фитингов в современной промышленности сегодня не обойтись. Совсем недавно обойти препятствия на пути трубопровода можно было с помощью изгиба трубы. Сегодня в этом нет необходимости
Трубопровод с использованием стальных изделий легко поддается сборке и разборке, что тоже немаловажно
Подготовительные работы перед опрессовкой
Действия, которые необходимо выполнить перед началом контрольной опрессовки газовой трубы, производятся согласно с инструкциями по охране труда, разработанными по типовым положениям техники безопасности при выполнении газоопасных работ.
К подготовке относится:
 Схема газопровода
Схема газопровода
- сверка фактической подземной прокладки коммуникации с трассировкой, обозначенной на схемах в проектной документации;
- выбираются места для подключения необходимых заглушек, контрольно-измерительных приборов и регуляторов;
- определяется точка подключения компрессорной установки.
Все задействованные, на этом мероприятии, инженеры и рабочие, обязаны быть повторно проинструктированы по охране труда и ознакомлены с порядком выполнения работ.
Инструкция по использованию
Вне зависимости от типа монтажа и оборудования, выбранного вами, существует и общий порядок подготовительных работ. Эти правила облегчат обустройство трубопровода и желательны к исполнению:
- нужно составить план разводки труб, это поможет посчитать количество материала и муфт;
- места выполнения работ нужно тщательно убрать, для исключения попадания в точки соединений пыли и грязи, чтобы избежать протечек в будущем;
- если нужно подсоединиться к уже существующей системе, нужно проверить ее целостность и подготовить место врезки;
- трубы следует резать так, чтобы срез был ровно 90 градусов к продольной оси трубы, это нужно для обеспечения надежности и герметичности;
- руководствуясь схемой, разложить все трубы и муфты для проверки нарезки и количества всех нужных элементов соединения.
Как уже говорилось выше, существует три основных варианта соединения сшитого полиэтилена. От выбора способа зависит подбор оборудования и инструментов. Для всех методов будут нужны насадки по диаметру труб и секатор.









Первый способ – самый простой в исполнении. Потребуются кроме труб и секатора только компрессионные муфты и пара гаечных ключей. Эти инструменты нужны, чтобы затянуть гайки после насадки на место соединения
Важно помнить: нужно контролировать процесс закручивания гаек, чтобы не повредить резьбу. Закрутить нужно плотно, но не перетягивать
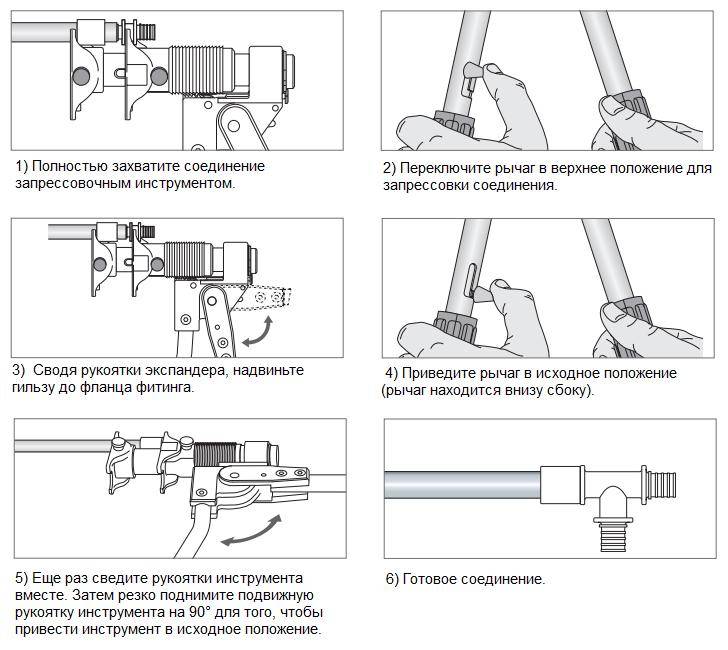
Второй метод – напрессовочный. Понадобится калибратор, ножницы, экспандер и пресс.
С ножницами сложностей не возникнет, назначение их простое – разрезать трубу на нужные нам размеры. Калибратором обрабатываем ее края, снимая фаску изнутри. Этот инструмент необходим для придания трубе округлой формы после обрезки.
Затем берем экспандер (расширитель) ручного типа, который очень прост в использовании. Углубляем рабочие грани прибора внутрь трубы и расширяем ее до нужного размера. За один раз это делать не следует, так как можно повредить материал. Делаем это постепенно, поворачивая экспандер по кругу. Плюсами данного прибора являются цена и простота использования. Это любительский инструмент.
Экспандер с электрическим питанием оборудован аккумуляторной батареей, предназначен для ускорения работ монтажника. Он значительно экономит усилия работающего и время на монтаж систем. Естественно, данный прибор многократно дороже, но если работать требуется много, он прекрасно подойдет и оправдает затраты. Существуют гидравлические расширители. После того как подготовим трубу, нужно установить в нее фитинг. Для этого нам понадобятся пресс-тиски. Они также бывают гидравлические и механические. Перед использованием их нужно извлечь из кейса для хранения и собрать в рабочее положение.
После сборки инструмента и установки муфты в трубу, прессом производится монтаж соединения. То есть фитинг входит на свое место, и происходит опрессовка сверху монтажной гильзой. Ручные прессы рекомендуется использовать при небольших диаметрах труб и малой потребности.
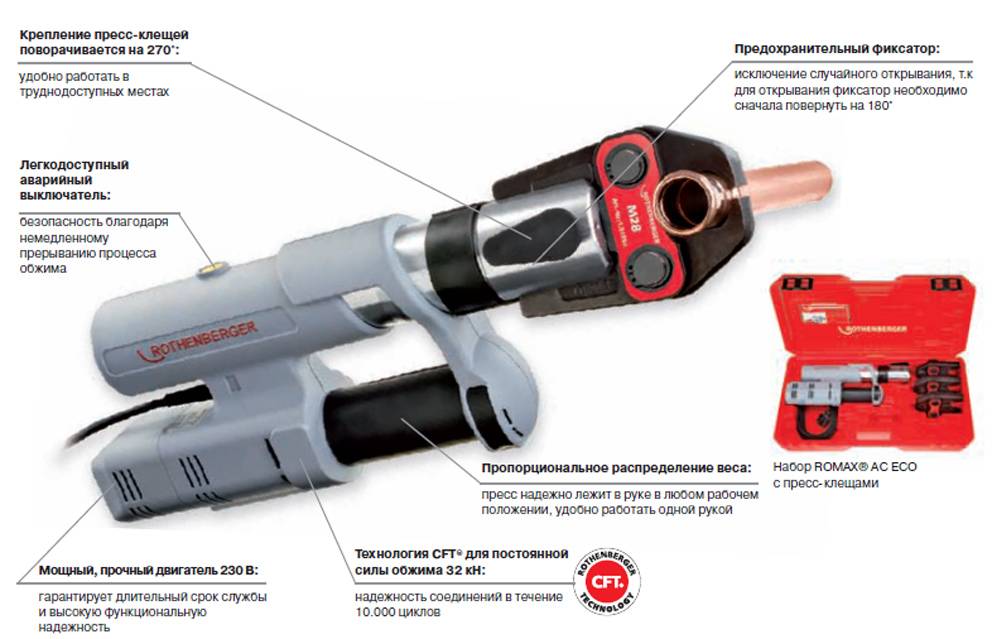
Гидравлические прессы практически не требуют усилий при опрессовке. Просто устанавливаются фитинги и гильза в паз на устройстве, затем легко и плавно они становятся на место. Данный инструмент можно использовать даже в неудобных для монтажа местах, он имеет поворотную головку. И последний вариант соединения сшитого полиэтилена – это сварной. Как и говорилось ранее, он самый дорогостоящий и редко применяемый, но самый надежный. Для него понадобятся кроме уже знакомых нам ножниц, экспандеров еще и специальные муфты. В электросварных фитингах есть особые жилы для нагревания.
После подготовки оборудования и комплектующих приступаем к свариванию. Для этого на окончание трубы устанавливаем муфту электросварную. На ней есть специальные клеммы, к которым подсоединяем сварочный аппарат. Включаем его, в это время все элементы прогреваются до температуры плавления полиэтилена, около 170 градусов Цельсия. Материал муфты заполняет все пустоты, и происходит сваривание.
Если аппарат не оборудован таймером и устройством, имеющим возможность считывать информацию с фитингов, нужно следить за показаниями приборов, чтобы вовремя все отключить. Выключаем оборудование, или оно отключается самостоятельно, ждем, пока узел остынет. Очень часто трубы поставляются в бобинах и во время хранения могут потерять форму. Для этого и нужен фен строительный. С его помощью есть возможность устранить этот недостаток, просто прогревая деформированный отрезок теплым воздухом.
В следующем видео вас ждет обзор инструментов для монтажа систем отопления и водоснабжения из сшитого полиэтилена.
Процесс опрессовки
Опрессовка систем отопления частного дома начинается с отключения от системы котла отопления, автоматических воздухоотводчиков и расширительного бака. Если на это оборудование ведут запорные краны, можно закрыть их, но если краны окажутся неисправными, расширительный бак точно выйдет из строя, а котел — в зависимости от давления, которое на него подадите. Потому расширительный бак лучше снять, тем более, что сделать это несложно, ну а в случае с котлом придется надеться на исправность кранов. Если на радиаторах стоят терморегуляторы, их также желательно снять — они не рассчитаны на высокое давление.






Иногда тестируется не все отопление, а только какая-то часть. Если это возможно, ее отсекают при помощи запорной арматуры или устанавливают временные перемычки — сгоны.
Далее процесс такой:
- Если система была в эксплуатации, сливается теплоноситель.
- К системе подключается опрессовщик. От него отходит шланг, заканчивающийся накидной гайкой. Этот шланг и подключают к системе в любом подходящем месте, хоть на месте снятого расширительного бака или вместо сливного крана.
-
В емкость опрессовочного насоса наливается вода, при помощи насоса закачивается в систему.
- Перед поднятием давления надо удалить из системы весь воздух. Для этого можно немного прокачать систему при открытом сливном кране или спустить его через воздухоотвочики на радиаторах (краны Маевского).
- Система доводится до рабочего давления, выдерживается не менее 10 минут. За это время спускается весь оставшийся воздух.
- Давление повышается до проверочного, выдерживается некоторый промежуток времени (регламентируется нормативами Минэнерго). За время испытания проверяются все приборы и соединения. Их осматривают, на предмет появления течи. Причем течью считается даже слегка влажное соединение (запотевание тоже требует устранения).
- Во время опрессовки контролируется уровень давления. Если на протяжении испытания его падение не превышает норму (прописано в СНиПе), система считается исправной. Если давление упало хоть немного ниже нормы, надо искать утечку, устранять ее, потом начинать опрессовку снова.
Как уже говорилось, опрессовочное давление зависит от типа испытываемого оборудования и системы (отопление или горячее водоснабжение). Рекомендации Минэнерго, изложенные в «Правилах технической эксплуатации тепловых энергоустановок» (п. 9.2.13) для удобства пользования сведены в таблицу.
| Тип испытываемого оборудования | Испыательное давление | Длительность испытания | Разрешенное падение давления |
|---|---|---|---|
| Элеваторные узлы, водонагреватели | 1 МПа(10 кгс/см2) | 5 минут | 0,02 МПа (0,2 кгс/см2) |
| Системы с чугунными радиаторами | 0,6 МПа (6 кгс/см2) | 5 минут | 0,02 МПа (0,2 кгс/см2) |
| Системы с панельными и конвекторными радиаторами | 1 МПа (10 кгс/см2) | 15 минут | 0,01 МПа (0,1 кгс/см2) |
| Системы горячего водоснабжения из металлических труб | рабочее давление+ 0,5 МПа (5 кгс/см2), но не более 1 МПа (10 кгс/см2) | 10 минут | 0,05 МПа (0,5 кгс/см2) |
| Системы горячего водоснабжения из пластиковых труб | рабочее давление+ 0,5 МПа (5 кгс/см2), но не более 1 МПа (10 кгс/см2) | 30 минут | 0,06 МПа (0,6 кгс/см2), с дальнейшей проверкой в течении 2 часов и максимальным падением 0,02 МПа (0,2 кгс/см2) |
Обратите внимание, что для тестирования отопления и водопровода из пластиковых труб, время выдержки тестового давления 30 минут. Если за это время никаких отклонений не обнаружено, система считается успешно прошедшей опрессовку
Но испытание продолжают еще 2 часа. И за это время падение давления в системе не должно превышать норму — 0,02 МПа (0,2 кгс/см2).

Таблица соответствия разных единиц измерения давления
С другой стороны, в СНИП 3.05.01-85 (п 4.6) есть другие рекомендации:
- Испытания систем отопления и водоснабжения проводить давлением в 1,5 от рабочего, но не ниже 0,2 МПа (2 кгс/см2) .
- Система считается исправной, если через 5 минут падение давления не превысит 0,02 МПа (0,2 кгс/см).
Какими нормами пользоваться — вопрос интересный. Пока действуют оба документа и определенности нет, так что правомочны оба. Надо подходить к каждому случаю индивидуально, учитывая максимальное давление, на которое рассчитаны ее элементы. Так рабочее давление чугунных радиаторов — не более 6 Атм, соответственно, испытательное давление будет 9-10 Атм. Примерно также стоит определяться со всеми другими компонентами.
https://youtube.com/watch?v=ruN3puj3EyU
Что такое промывка и опрессовка
Промывка и опрессовка систем отопления проводится в тех случаях, когда слой отложений в трубах становится слишком большим, для того, чтобы они могли продолжать функционировать. В качестве профилактики такие мероприятия проводятся редко, так как это удовольствие достаточно трудоемкое и дорогостоящее. Для гидропневматической промывки используются растворы кислот, которые выводят налет со стенок трубопровода наружу. Частички металла цепляются на внутренние стенки труб, тем самым уменьшая их диаметр. Это приводит к:
- повышению давления;
- увеличению скорости теплоносителя;
- уменьшению КПД;
- повышению расходов.
Что такое опрессовка системы отопления – это обыкновенное тестирование, по итогам которого можно сказать, безопасно ли пользоваться таким оборудованием или нет, а также выдерживает ли оно нужные нагрузки. Ведь никто не хочет стать жертвой разгерметизации контура и оказаться пациентом ожогового отделения. Опрессовка системы отопления проводится согласно СНиПам. Она является обязательной процедурой. После нее выдается документ, подтверждающий техническую исправность контура. Вот основные случаи, когда проводится опрессовка системы отопления:
- при сборке нового контура и сдачи его в эксплуатацию;
- после проведенных ремонтных работ;
- профилактические проверки;
- после чистки труб кислотными растворами.
Опрессовка системы отопления, проводится согласно СНиП № 41–01-2003 и № 3.05.01–85, а также правилам технической эксплуатации тепловых энергоустановок.
Из этих правил известно, что такое действие, как опрессовка системы отопления осуществляется либо воздухом, либо жидкостью. Второй метод называется гидравлическим, а первый – манометрическим, он же пневматический, он же пузырьковый. Правила опрессовки системы отопления гласят о том, что испытания водой могут проводиться, только если температура в помещении будет выше пяти градусов. В противном случае есть риск того, что вода в трубах замерзнет. Опрессовка системы отопления воздухом снимает эту проблему, она проводится в холодное время года. На практике гидравлическая опрессовка системы отопления применяется чаще, так как все стараются выполнить необходимые плановые работы до наступления отопительного сезона. Зимой выполняется только устранение аварий, если таковы возникли.
Приступать к опрессовке отопительной системы можно лишь тогда, когда от контура отсечены котел и расширительный бачок, в противном случае они выйдут из строя. Как производится опрессовка системы отопления:
- спускается вся жидкость из контура;
- затем в него заливается холодная вода;
- по мере заполнения спускается лишний воздух из контура;
- после того как набралась вода, к контуру подводится нагнетатель давления;
- как происходит опрессовка системы отопления– постепенно увеличивается количество атмосфер. При этом максимальное испытательное давление не должно быть выше, чем предел прочности разных элементов контура;
- оставляется высокое давление на некоторое время и проводится осмотр всех соединений. Нужно смотреть не только на резьбовые соединения, а и на места где спаяны части контура.
Опрессовка системы отопления воздухом проводится еще проще. Просто слить весь теплоноситель, закрыть все выходы в контуре и нагнать туда воздуха. Но таким образом, сложнее определить неисправность. Например, если в трубах есть жидкость, то при высоком давлении она будет сочиться через возможную щель. Ее легко определить визуально. А вот если жидкости в тубах нет, соответственно, и выходить кроме воздуха нечему. При этом может быть слышен свист.
А если его неслышно, при этом стрелка манометра свидетельствует об утечке, то все соединения промазываются мыльным раствором. Для того чтобы было проще, можно проверять не всю систему целиком, а разделив ее на сегменты. В таком случае легче проводить опрессовку труб отопления и определять возможные места разгерметизации.
Установка металлопластиковых труб своими руками
Резка труб осуществляется ножницами по металлу или специальной ножовкой. Резаки применяются для обрезки малого и среднего диаметра металлопластика, и широко распространены в профессиональном монтаже. Ножницы — более простой бытовой прибор, их можно купить и в бюджетной ценовой категории, главное, чтобы была удобная и сбалансированная рукоятка, а сами лезвия острыми, из качественного металла. Резаки оснащены внутренним калибратором, что позволяет не только резать металлопластик, но и восстанавливать деформированную форму краев.








Помимо специальных инструментов при монтаже системы из металлопластиковых труб требуется применение более универсальных приборов: измерительной рулетки, ключей нужного размера, фаскоснимателя, шлифовального наждака, эспандера при условии применения пресс-фитинговых соединений.
Водопроводная система из пластика и металла не только долговечна и практична, но и проста в монтаже. Процесс доступен для исполнения даже человеком, не обладающим нужных знаний. Имея набор самых простых инструментов, можно сделать базовые монтажные работы качественно и с приличной экономией средств, если следовать простым правилам монтажа.
Пластик в сочетании с металлом — хороший тандем, но и он “боится” агрессивного механического и ультрафиолетового воздействия, это необходимо учитывать при их открытой прокладке.
Если предполагается монтаж закрытого типа, то необходимо предусмотреть наличие люков для доступа к фитингам компрессионного типа.
Система отопления так же может состоять из МП труб, но в данном случае стоит уделить особое внимание проверке целостности всех элементом и соблюдению условия максимально прочного соединения всех элементов. Не используйте при распаковке новых элементов системы острые предметы, даже микроцарапина может серьезно навредить всей системе.
Применяемые при монтаже труб опоры и подвесы из металла необходимо оснащать мягкими прокладками, это поможет избежать механических повреждений поверхности пластика.
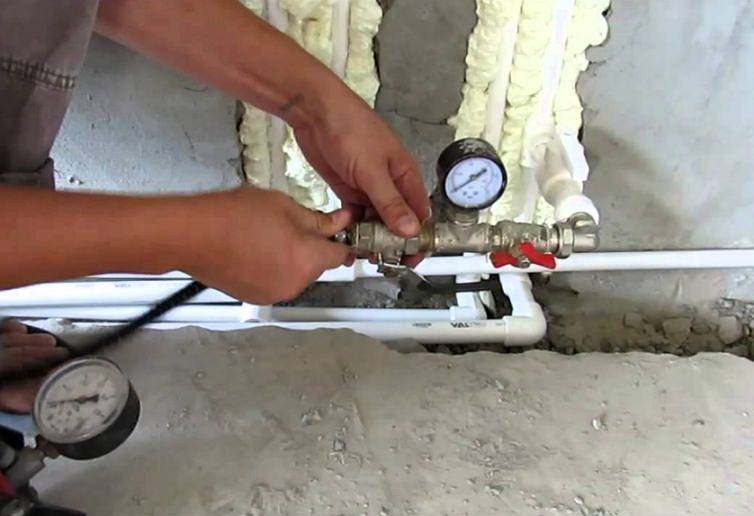
Как гардероб начинается с вешалки, так установка металлопластиковых труб начинается с подбора и крепления шаровых кранов
Этот элемент имеет крайне важное значение для всей системы, не стоит экономить на нем и покупать китайские бюджетные аналоги
Качественный кран должен выдерживать до 60 атмосфер и высокие температуры
Как гардероб начинается с вешалки, так установка металлопластиковых труб начинается с подбора и крепления шаровых кранов
Этот элемент имеет крайне важное значение для всей системы, не стоит экономить на нем и покупать китайские бюджетные аналоги. Качественный кран должен выдерживать до 60 атмосфер и высокие температуры. В случае протечки именно кран способен остановить поток воды в кратчайшие сроки
Если в нужный момент кран не справится со своей прямой задачей, водопроводной системе грозят серьезные повреждения.
В случае протечки именно кран способен остановить поток воды в кратчайшие сроки. Если в нужный момент кран не справится со своей прямой задачей, водопроводной системе грозят серьезные повреждения.
Как гардероб начинается с вешалки, так установка металлопластиковых труб начинается с подбора и крепления шаровых кранов
Этот элемент имеет крайне важное значение для всей системы, не стоит экономить на нем и покупать китайские бюджетные аналоги. Качественный кран должен выдерживать до 60 атмосфер и высокие температуры. В случае протечки именно кран способен остановить поток воды в кратчайшие сроки
Если в нужный момент кран не справится со своей прямой задачей, водопроводной системе грозят серьезные повреждения.
В случае протечки именно кран способен остановить поток воды в кратчайшие сроки. Если в нужный момент кран не справится со своей прямой задачей, водопроводной системе грозят серьезные повреждения.
Если вся система устанавливается с нуля, то в нее будет входить монтаж очистных фильтров, счетчиков, редуктора давления, коллектора для разводки труб по всей площади. Трубы рекомендовано монтировать вместе с фильтрами, это предотвратит попадание технического мусора внутрь системы.









Читайте так же:
Испытания в многоквартирных домах
В многоквартирных домах тоже может осуществляться опрессовка системы отопления воздухом. Необходимые условия проведения работ мы сейчас и рассмотрим. В том случае, если вы найдете утечки воды, их нужно устранить. Но зачастую без высокого давления в системе найти тонкие щели в швах достаточно сложно. В многоквартирных домах нужно проводить опрессовку как отдельных квартир, так и всех магистралей.

Нужно выполнить подготовку:
- Осмотрите всю запирающую арматуру. Если задвижки изготовлены из чугуна, то на них обязательно замените сальники. На фланцевых соединениях смените прокладки. Все болты, которые утратили свой первозданный вид, также необходимо заменить. Обязательно устанавливаете новые манометры, старые рекомендуется отправить на поверку, чтобы решить, можно ли их далее использовать для измерений.
- Обследуйте визуально все трубы, арматуру, чтобы выявить даже мелкие дефекты, повреждения. Если найдете проблемные места, нужно их быстро отремонтировать.
- Проверьте состояние термоизоляционного материала на магистралях, проложенных в подвале и между этажами.
После подготовки можно приступать к проведению непосредственно опрессовочных работ:
- Заполняете весь контур водой с низкой жесткостью (чтобы не появилась накипь). Нагнетать в систему ее лучше, конечно, электрическим насосом. Давление — 6-10 бар. В емкость с жидкостью нужно опустить шланги – сливной и подающий. Далее насос подсоединяете к отопительной сети и включаете опрессовщик. Необходимо заранее выставить давление.
- Засекаете полчаса – в этот период давление должно оставаться практически на одном уровне. В том случае, если не падает давление, можно считать проведение испытаний оконченным. Можно заливать в систему рабочую жидкость и начинать активную эксплуатацию.
- Если давление падает, то в системе отопления имеются дефекты. Порядок работ при опрессовке системы отопления воздухом примерно такой же, но придется использовать мыльный раствор – без него сложно найти утечку. Как только найдете дефекты, можно приступить к опорожнению системы и ремонту. После осуществляете повторную диагностику всего отопления.
Аналогично проводится и узел ввода – давление при этом должно быть порядка 10 бар.
Как вам статья?


