
- Использование ручного профилегиба
- Как согнуть арматуру, лист металла и т.д. не имея специального инструмента
- Как согнуть лист металла, оцинковку, профиль
- Зачем нужно знать характеристики профиля?
- Разновидности гибки. Используем трубогиб
- Пружина для изгибания
- Альтернативные способы сгибания профильных труб
- Метод #1 — болгарка + сварочный аппарат
- Метод #2 — болванка и песок
- Метод #3 — гибка трубы с пружиной квадратного сечения
- Арка (навес) без трубогиба
- Особенности гибки труб
- Разновидности продукции отечественного производства
- Трубогибы для профильных и для круглых изделий
- Ручные аппараты
- Механические аппараты
- Особенности разных способов гибки профиля
- Простые способы гибки труб
- Профильные
- Нержавеющие или стальные
- Медные и алюминиевые
- Металлопластиковые
- Полипропиленовые
- Советы
- О тонкостях горячего метода
- О тонкостях холодного метода
- В чем проблема гибки профиля
- В чем заключается сложность гибки профильного проката
- Делаем выводы
Использование ручного профилегиба
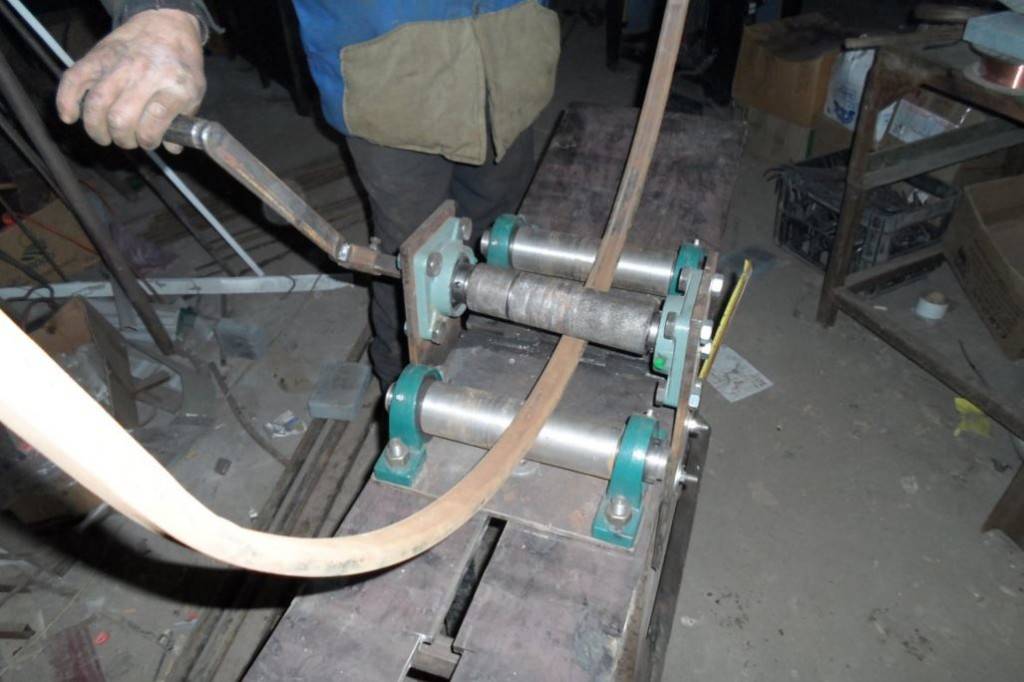
Значительные объемы работ по деформации нуждаются в механизации. Массовое изготовление изогнутых деталей отнимет у исполнителя слишком много здоровья. Чтобы облегчить гибку, желательно сделать станок по чертежу. Применяют их в основном для работ с заготовками крупного размера. Основными рабочими органами ручного агрегата являются три валка, два из которых закреплены неподвижно. Изменение положения третьего подвижного валка определяет угол сгибания.
Если вышеописанные способы не приемлемы, то у будущего владельца теплицы есть два выхода – аренда ручной установки или заказ изготовления округлых деталей. Процесс деформации заготовки продемонстрировало видео: как легче согнуть профильную трубу – многократной прокаткой или физическим воздействием, решать исполнителю.
При работе вручную важно соблюсти правила гибки профильных труб и не делать резких движений. Нужно следить за равномерностью деформации с внешней и внутренней стороны проката
Однако не следует слишком расстраиваться из-за мелких складок на внутренней поверхности сгиба: их можно исправить ударами молотка. Перед началом работ надо сделать шаблоны из проволоки, ДСП или гипоскартона для сверки и получения результата, соответствующего проекту.
Источники
- https://zen.yandex.ru/media/trubyda/kak-bez-trubogiba-sognut-profilnuiu-trubu-v-domashnih-usloviiah-5c5d1673bc418f00ad5025d0
- https://ometalledo.ru/kak-sognut-profil-dlya-teplicy-svoimi-rukami.html
- https://mega-snab.com/kak-pravilno-sognut-profilnuyu-trubu-dlya-teplitsy/
- https://vash-dachnyi.ru/rybolovstvo/kak-izognut-profil-dlya-teplitsy-svoimi-rukami-v-domashnih-usloviyah.html
- http://www.PortalTeplic.ru/teplici-iz-polikarbonata/kak-sognut-profilnuu-trubu/
- https://wake-west.ru/teplitsy/kak-pravilno-sognut-profilnuyu-trubu-dlya-teplitsy.html
- https://vasha-teplitsa.ru/karkas/kak-sognut-trubu.html
Как согнуть арматуру, лист металла и т.д. не имея специального инструмента

Если уж затеяли капитальный ремонт своими руками, независимо от того, где он проводится: дома или в квартире – то нужно быть готовым ко многим испытаниям.
В том числе может возникнуть ряд вопросов, которые решить, не имея должного опыта и специального оборудования, весьма затруднительно. Например, далеко не каждый знает о том, как согнуть лист металла, арматуру, профиль, уголок и т.д. получив при этом достойный результат. В этой статье мы попытаемся ответить на «несгибаемые» вопросы, обойдясь при этом минимальным количеством инструмента.
Как согнуть лист металла, оцинковку, профиль
Очень часто при монтаже металлических конструкций необходимо не только резать стальные листы, но и придавать им изогнутую форму.
Сделать это можно и в домашних условиях, не тратя средства на услуги третьих лиц. Например, как согнуть лист металла? Для этого нам понадобится деревянный или резиновый молоток, клещи, стол.
Если предполагается искривление под углом в 90 градусов, то такого набора инструментов должно хватить. Лист просто свешивается с края стола, после чего равномерными постукиваниями в области изгиба добиваются нужного искривления.
Зачем нужно знать характеристики профиля?
Профильный трубопрокат от стандартного круглого варианта отличается формой сечения, которая может быть квадратной, овальной, прямоугольной или плоскоовальной. Согласно регламенту ГОСТа Р за номером 54157-2010 круглое изделие также входит в перечень профильной продукции. Однако в тепличном строительстве чаще всего применяют изделия с квадратным и прямоугольным сечением, например, профильные трубы 40х20 мм, потому что к их ровным плоским стенкам проще прикрепить покрытие.
Для разнообразных народнохозяйственных нужд продукцию выпускают в широком диапазоне размеров. Различается она по конфигурации и площади сечения и, естественно, по толщине стенок. Совокупность размеров определяет пластические возможности. На профессиональном языке они называются минимально допустимым радиусом закругления. Значит, прежде чем узнать, как сделать заготовку для каркаса, нужно выяснить, какой наименьший радиус плоской округлой деформации заготовка сможет «пережить» без повреждений.
Для определения минимально допустимого радиуса сгиба квадратного или прямоугольного профиля нам нужна высота h, потому что:
- изделия с высотой профиля до 20 мм согнутся без перехода в разряд непригодного брака, если гибка будет произведена на участке длиной 2,5×h и более;
- трубопрокат с высотой профиля свыше 20 мм без потерь выдержит деформацию на участке длиной 3,5×h и более.
Обозначенные лимиты необходимы тем, кто задумал делать стеллажи, полочки и рамы для форточек или двери. Свои корректировки в область ограничений вносит и толщина стенок. Широкие трубы с тонкими стенками толщиной до 2мм вообще не рекомендуют гнуть. Лучше воспользоваться сваркой.
Домашним мастерам, решившим делать дуги для арочной теплицы, нужно учесть, что применяемые в быту изделия из обычных углеродистых или низколегированных стальных сплавов после приложения к ним усилий имеют свойство слегка «пружинить». Они как бы пытаются вернуться в прежнее состояние. Следовательно, после того как начинающий слесарь своими руками завершит гибку всех дуг, ему придется повторить обработку и вновь подогнать арки по шаблону. Желательно изначально учесть значение пластического момента сопротивления Wp. Его обычно указывают в документах продаваемого стройматериала. Чем данный момент меньше, тем меньше возни будет с подгонкой.
Разновидности гибки. Используем трубогиб
Вариантов немного – либо согнуть профильную трубу без трубогиба, либо применить станок собственного или заводского производства.
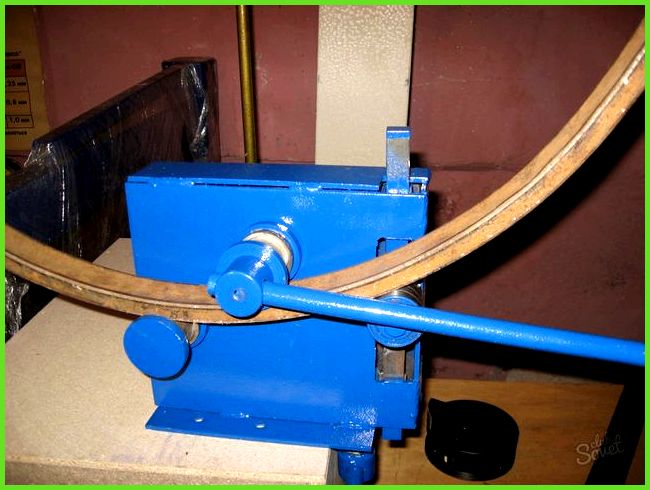
Общий вид ручного трубогиба приведён на рисунке. Напомним, что выпускаются также соответствующие устройства с электрическим, гидравлическим приводом, и даже с числовым программным управлением.










Компактный станок, предназначенный для гибки полых прокатных профилейИсточник prom.st
Как правильно согнуть профильную трубу на трубогибе, всегда указывается в инструкции производителя. Фокус в другом: подобная техника окупает себя только при очень частом применении. Поэтому, обратимся к более реальным задачам.
Пружина для изгибания
О таком методе знают все мастера. Его суть заключается в следующем: специальную пружину квадратного сечения из стальной проволоки размещают внутри трубы в том месте, в котором необходимо получить изгиб. Пружина будет служить в качестве дорна, ее сечение должно быть меньше на 1-2 миллиметра меньше внутреннего сечения. Используя паяльную лампу, место дальнейшего сгиба накаляют, прикладывают к болванке с подходящим радиусом изгиба и, применяя силу, не резко надавливают до получения нужной кривизны. Этот способ довольно прост, но, пользуясь им при проведении работ, рекомендовано тщательно соблюдать технику безопасности: работать в специальных рукавицах и использовать клещи.
Альтернативные способы сгибания профильных труб
Метод #1 — болгарка + сварочный аппарат
Как согнуть профильную трубу под нужным углом своими руками, не используя заводские станки? Если у вас есть болгарка и сварочный аппарат, то произвести изгиб можно по следующему алгоритму:
-
- рассчитывают радиус закругления по предварительно начерченной схеме;
- в месте предполагаемого изгиба трубы дисковой пилой (болгаркой) выполняется несколько поперечных пропилов;
- зажав трубу в тисках, начинают ее гнуть в нужном направлении, приложив для этого небольшое физическое усилие;
- далее пропилы заваривают сварочным аппаратом, не забывая о соблюдении требований техники безопасности;
сварочные швы подвергаются шлифовке.

Дисковая пила или болгарка, закрепленная на специальной подошве, необходима для выполнения нескольких пропилов в месте сгиба профильной трубы
Метод #2 — болванка и песок
Выполнить изгиб профильной трубы по необходимому радиусу можно с помощью еще одного простого способа. Для этого подготавливают песок, который обязательно просеивают и просушивают, если в этом есть необходимость. Затем один конец профильной трубы закрывают, забив туда деревянный клин. Насыпают внутрь профиля просеянный песок, закупоривая и с другой стороны вход в трубу. После этого изделие начинают сгибать вокруг металлической болванки, имеющей подходящий диаметр. Один конец профиля фиксируют надежно между штырями, а за другой тянут.
Закончив процесс гибки, приступают к удалению забитых клиньев путем их выжигания или выбивания. Песок также из полости трубы удаляется полностью. Как видите, кустарные способы доставляют больше хлопот, поэтому их можно применять на практике для разового сгибания труб.
В зимнее время песок можно заменить водой, которая заливается в профильную трубу и изделие выставляется на мороз. Понятно, что концы профиля затыкаются пробками. После замерзания жидкости в трубе приступают к ее изгибанию по заранее подготовленной болванке-шаблону.

Металлическая болванка, используемая мастерами для гибки профильных труб своими руками без применения специального оборудования в виде трубогибов
Метод #3 — гибка трубы с пружиной квадратного сечения
Не позволяет деформироваться стенкам профильной трубы при сгибании пружина, имеющая сечение такой же формы, но меньшего размера. Пружина изготавливается из стальной проволоки, диаметр которой подбирается, исходя из толщины стенок. Пружина должна легко заходить внутрь трубы. Планируемое место изгиба прогревается паяльной лампой или газовой горелкой. Накаленные стенки профиля легче поддаются сгибанию. Для предотвращения ожогов работать надо в специальных защитных рукавицах, а изделие держать клещами. Добиться нужного радиуса изгиба помогает болванка или металлические штыри, забитые в землю по окружности.
Арка (навес) без трубогиба
Как известно для навеса, например, в форме арки нужна изогнутая профильная труба
Важно сделать так, чтобы дуги получились одинаково изогнутыми, иначе навес не получится. Сейчас мы рассмотрим как это делать без использования станка, трубогиба и других вспомогательных средств такого рода
Нам понадобится:
Опора на которой мы будем работать, например, металлический стол;
В качестве балки можно взять трубу 80 на 60 или 50 на 50 мм длиной 3 метра
Но данный метод универсальный – поэтому какой в итоге у вас будет балка-опора не важно;
Профильная труба 20 на 20 или 20 на 40 мм, которую мы и будем гнуть.. Порядок действий (пошаговая инструкция):
Порядок действий (пошаговая инструкция):
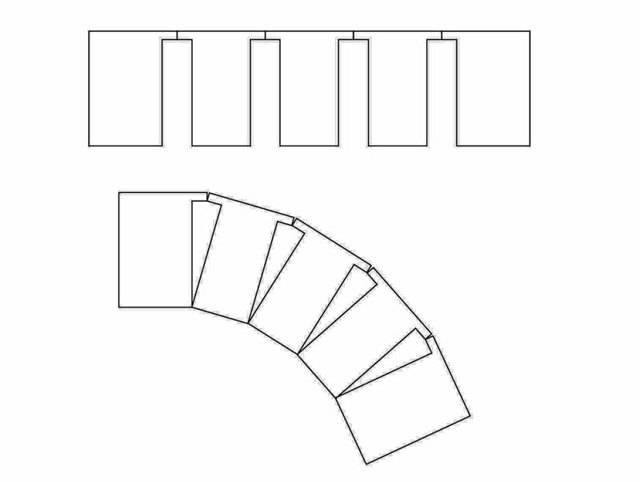
Делим опору на 6 равных частей
Тут очень важно – именно на 6 частей в не зависимости от того какой она длины;
На линиях раздела необходимо приварить стойки строго под 90 градусов к балке. Средняя стойка – 250 мм, самая ближайшая к средней – 250 мм * 0,8888 = 222, 22 мм, а крайняя (самая маленькая стойка) – 250 мм * 0,5556 = 138,9 мм;

- Саму балку закрепляем к металлическому столу;
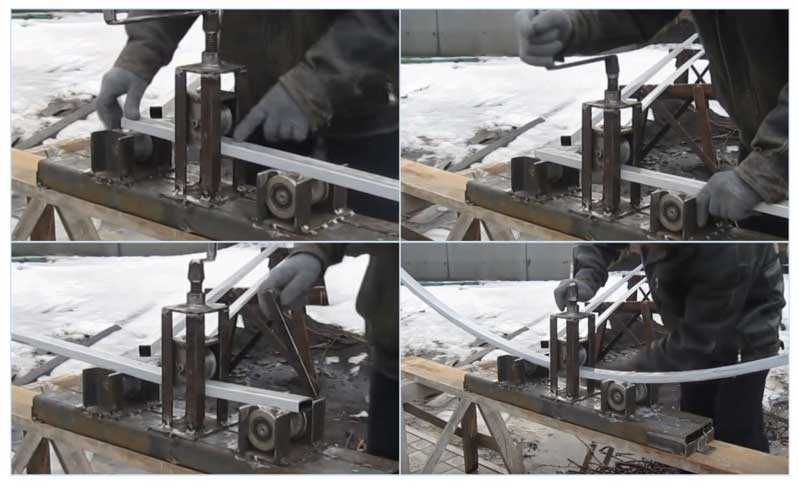
- Берем трубу, которую мы будем гнуть, кладем на стойки и сдвигаем её относительно балки с припуском 10-15 см, чтобы был рычаг за который можно было бы взяться и изогнуть её вокруг стоек;,
-
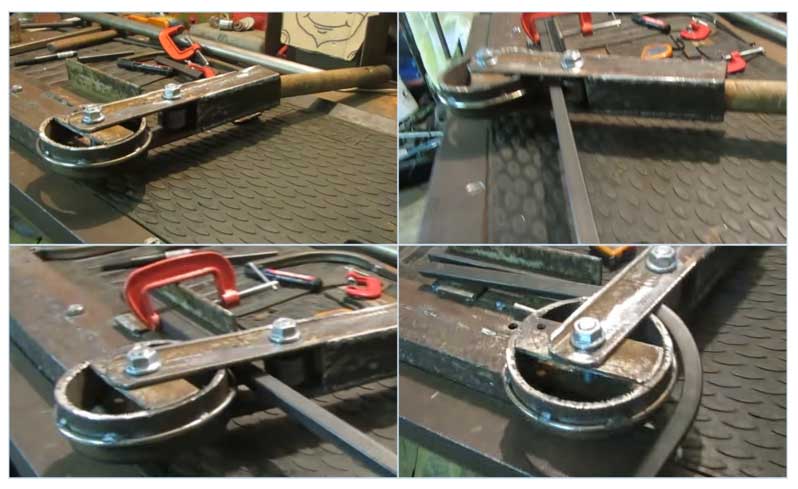
Привязываем ее к балке веревкой (фиксируем);
Фото: положили профильную трубу на стойки и привязали ее веревкой к балке Далее аккуратно изгибаем трубу вокруг стоек и привариваем ее к концам балки сварочным аппаратом.
Фото: вот такую получаем согнутую трубу для навеса
- Дальше делаете необходимое количество таких конструкций (дуг), используете поликарбонатные листы и ваш арочный навес готов!
Особенности гибки труб

Все методы сгибания заготовок можно разделить на ручные и механические, а также горячие и холодные. Порой процесс сгибания сопровождается нежелательными последствиями для трубчатого изделия, которые оказывают существенное влияние на последующую эксплуатацию элемента. Степень проявления этих последствий зависит от материала, из которого изготовлена труба, её диаметра, радиуса изгиба, а также метода, с помощью которого выполнялась процедура сгибания.






К негативным последствиям гибки можно отнести следующие моменты:
- Уменьшение толщины стенки заготовки, расположенной по наружному радиусу изгиба.
- Образование заломов и складок на стенке, которая находится по внутреннему радиусу изгиба.
- Изменение конфигурации сечения (уменьшение размеров просвета и его формы-овализация).
- Изменение радиуса изгиба вследствие пружинящего эффекта материала.
Самый распространённый недостаток изгиба – это изменение конфигурации сечения и толщины стенок. Из-за напряжений металла внешняя стенка в месте изгиба истончается, а внутренняя, наоборот, утолщается. Из-за этого происходит заметное ослабление трубчатого элемента. Это явление опасно разрывом внешней стенки трубы, поскольку именно она подвергается большему давлению транспортируемой среды.
Также значительно ослабляет заготовку овализация. Особенно опасно такое явление при сгибании трубопровода, предназначенного для транспортировки вещества в условиях пульсирующей нагрузки. Если же такие элементы будут использоваться в качестве строительных конструкций, то овализация скажется на внешнем виде элемента. Именно поэтому в процессе сгибания стремятся максимально уменьшить такие явления.
Если же на внутренней стенке образуются складки из-за утолщения материала, то они повлекут за собой не только уменьшение сечения, но и будут создавать сопротивление для движущегося потока. Это в свою очередь повысит вероятность возникновения коррозии. Помимо этого несущая способность конструктивного трубчатого элемента снизится.
Разновидности продукции отечественного производства
Гнутьё профильной трубы – операция, зависящая от материала проката, размеров его поперечного сечения, длины заготовки и радиуса гибки. В отечественном трубопрокатном производстве наиболее ходовыми являются квадратные и прямоугольные сечения (см. рис.). Овальные встречаются намного реже, заметно проигрывают в цене, да и практических преимуществ не имеют.
Перечислим соответствующие стандарты:
- ГОСТ 8645-68. Распространяется на стальную продукцию прямоугольного поперечного сечения. Диапазон размеров, мм – от 15×10 до 180×150, при толщине стенки от 1 до 7 мм. Длина – кратная 1250 мм, и до 6000 мм;
- ГОСТ 8639-82. Относится к стальному трубному прокату квадратных сечений. Размерный диапазон, мм – от 10×10 до 180×180 мм. Толщина стенки, мм – от 0,8 до 14,0 мм. Длина кратна 1250 мм, при максимальном размере 6000 мм;
- ГОСТ 32931-2015. Разработан для производства металлоконструкций, к которым, помимо, собственно, круглых профилей, входит также прокат прямоугольного, квадратного, овального и плоскоовального поперечных сечений. Длина – от 3.5 до 12,5 м.
Именно на последний ГОСТ, как наиболее подробный, и стоит ориентироваться пользователям.

Сортамент некруглого поперечного сеченияИсточник remrep.ru
Иногда приходится сталкиваться с необходимостью согнуть профильную трубу из цветного металла или сплава, например, алюминия или меди. Но эти материалы заведомо отличаются более высокой пластичностью, чем сталь, поэтому рекомендации, приводимые далее, справедливы и для заготовок такого типа.
Трубогибы для профильных и для круглых изделий
Трубогибы для стальных и медных труб бывают:
- ручными,
- механическими.
Причем принадлежность к ручному или механическому типу определяет и особенности конструкции трубогиба, и его производительность.
Ручные аппараты
Ручной трубогиб состоит из:
- станины,
- транспортера,
- прижимного элемента.
Труба заправляется в транспортер, состоящий из связанных цепной передачей вальцов, и прижимается верхним (или нижним) вальцом, который давит на соответствующую грань изделия. Вращая рукоять подающих вальцов, можно продвинуть мерный отрезок сквозь зону давления, и в итоге — изогнуть профильную трубу или аналогичное изделие круглой формы.
Однако в ручном процессе есть свои нюансы. Во-первых, профильную трубу согнуть своими руками, все-таки, можно, но для достижения результата необходимо приложить значительное усилие. Во-вторых, ручные трубогибы годятся для обработки лишь небольших партий изделий.
Механические аппараты
Механический аппарат избавляет нас от необходимости тратить свои силы на изгиб профильной трубы под нужный радиус. Ведь у механического трубогиба и транспортер, и прижимной элемент работают не от мускульной силы оператора, а от электромотора и гидравлического привода.
При этом схема работы устройства остается неизменной. То есть, как и в первом случае, мы заправляем трубой транспортер, создаем прижимное усилие на плоскости сгибаемого изделия (где согнуть профильную трубу нужно еще до начала движения мерного отрезка по транспортеру) и включаем аппарат в сеть. В итоге, труба проходит зону прижимного вальца и меняет свою кривизну. Более подробно процесс ручной и механической гибки будет рассмотрен ниже.
Особенности разных способов гибки профиля
Существует два основных метода гибки профильной трубы: холодный и горячий. Первый предполагает, что процесс изгибания выполняется без предварительного температурного воздействия на деталь.
Тогда как второй проводится только с предварительно разогретой трубой. Надо признать, что нагрев детали значительно увеличивает ее пластичность и облегчает процесс гибки.
Нормативов, строго регламентирующих использование холодного и горячего метода гибки для профильных изделий, не существует. Они есть только для труб с круглым сечением. Согласно этим нормам горячая гибка используется для деталей, диаметр которых составляет 100 мм и больше. Для прямоугольных и квадратных труб действуют несколько иные правила.
Если предстоит разовая работа по гибке трубы, можно купить, но лучше взять в аренду гидравлический трубогиб с ручным приводом:
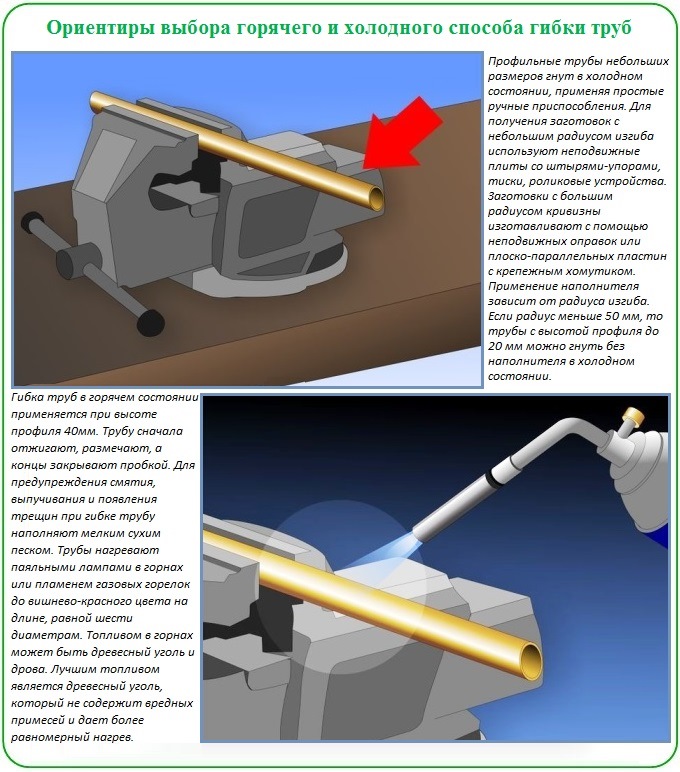
Сантехники рекомендуют изгибать только холодным способом все трубы с высотой профиля менее 10 мм. Изделия, высота профиля которых составляет 40 мм и выше, гнут горячим методом.









Как изгибать детали, с высотой профиля от 10 до 40 мм, решать исполнителю. Чтобы не ошибиться, можно произвести пробную гибку. Вообще, если в наличии имеется трубогиб, с его помощью можно изогнуть трубу безо всякого нагрева.
Если специального инструмента нет, стоит выполнить пробную гибку профильной трубы. Для этого один край детали прочно зажимается в тисках. На другой конец надевается труба большего, чем у сгибаемого изделия диаметра.
Получившееся «плечо» следует сильно потянуть, изгибая изделие. Если деталь изгибается, можно использовать холодный метод гибки. Если же нет, применяется изгибание с предварительным нагревом.
Простые способы гибки труб
Метод прогиба с нагревом неуместен для заготовок из нержавейки, меди, металлопластика и полипропилена.
Профильные
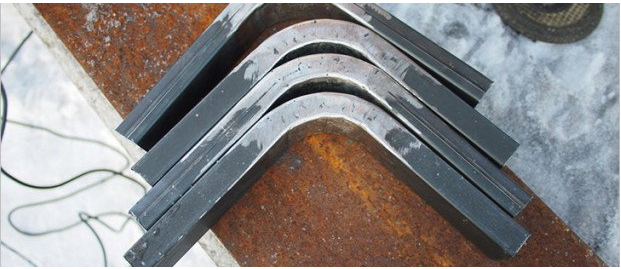
Профильный металлопрокат – изделия с квадратной, овальной или прямоугольной конфигурацией. Их очень сложно прогнуть, не нарушив технические параметры. Оптимальный вариант – сваркой с предварительным подрезанием стенок болгаркой в нескольких местах на сгибе. Сначала выполняют пропилы, сгибают деталь до желаемого радиуса, затем сваривают швы. Детали небольшого диаметра можно запаивать специальным паяльником.

Нержавеющие или стальные
Изделия из нержавейки нельзя гнуть посредством нагревания. Для снижения вероятности деформации используют различные наполнители: мелкозернистый песок, замерзшую воду либо калибрующую пробку. Жесткие наполнители позволяют сберечь форму заготовки, упругие – меньше растянуть наружную стенку. Для получения равномерного изгиба устанавливают ограничители и внутри, и снаружи детали.

Важно! Чтобы избежать насечек и изъянов от калибровочной пробки, применяют смазку: машинное масло либо мыльную антикоррозийную эмульсию
Медные и алюминиевые
Алюминий и медь достаточно мягкие. Выгибание можно выполнять холодными методами и с подогревом. В качестве наполнителя пригоден песок, вода, пружина или канифоль. Горячий метод лучше всего подходит для заготовок с небольшим диаметром.
Металлопластиковые
Металлопластиковые заготовки сгибаются без нагрева руками, достаточно приложить усилия. Необходимо следить, чтобы не образовывался перегиб. Допустимое значение — 15⁰ на каждые 2 см.
Изделия легко выгибаются с помощью проволоки, которую вводят в обе полости, равномерно заполняя полость. Допускается горячий метод. Заготовку прогревают газовой горелкой или строительным феном, постепенно сгибая. Температуру нагрева контролируют бумажным листом. Прогревание следует длить до тех пор, пока лист не задымит.
Полипропиленовые
Выгибать полипропиленовые детали рекомендуется только в случае крайней необходимости. Поверхность прогревают строительным феном до температуры 150⁰С, сгибают в перчатках вручную без подручных средств. Таким методом можно сгибать заготовки с радиусом, равным 8 диаметрам детали.
Видео: Советы мастеров по гибке разных труб
Важно! Толстая стенка при изгибе должна располагаться с внешней стороны, более тонкая – на изломе
При выборе метода выгибания следует обратить внимание на материал детали, ее диаметр и необходимый радиус изгиба. Не все материалы допускают выполнение процедуры посредством нагрева
Предварительно рекомендуется попрактиковаться на ненужных остатках. Следует помнить, что с помощью подручных средств получить идеальный изгиб невозможно. Для толстостенных изделий лучше взять трубогиб.








Советы
О тонкостях горячего метода
Чтобы удачно изогнуть трубу горячим способом, следует применить наполнитель из песка. Идеальным вариантом является среднезернистый песок – строительный или речной. Если нет возможности использовать именно такой, в крайнем случае подойдет и материал из детской песочницы, но предварительно очищенный от ненужного содержимого. Для очищения от ненужных примесей его требуется просеять через сито с отверстиями около 2 миллиметров. После первого просеивания на сите останутся крупные элементы – веточки и камешки. Их присутствие в наполнителе крайне нежелательно, потому что при нагреве они могут повлиять на рельеф и образовать выпуклости. Далее требуется просеять будущий наполнитель второй раз, уже через мелкое сито для избавления от слишком мелкого песка. После просеивания песок подвергают прокаливанию.

Трубу, на месте, где будет происходить изгибание, отжигают. Перед засыпанием наполнителя стоит позаботиться о заглушках, которые не дадут ему высыпаться. Рекомендовано изготавливать их из дерева, так, чтобы они плотно прилегали к стенкам. В одной из заглушек необходимо проделать пазы, через которые должен будет выходить горячий воздух. Такие отверстия располагают на каждой из сторон, то есть при квадратном сечении их должно быть четыре. После установления заглушки без отверстий через воронку можно начинать засыпку наполнителя. При этом периодически следует простукивать деталь для уплотнения песка. После закрепления второй заглушки можно намечать место изгиба, закреплять деталь и производить равномерный нагрев. Если деталь сварная, то шов должен быть расположен снаружи изгиба во избежание его расхождения. Цвет готовой к гнутью детали должен быть красно-вишневого цвета, а от трубы – отлетать окалина.

О тонкостях холодного метода
Тонкости холодного метода:
- Без использования специальных инструментов и нагревания в холодное время года можно значительно облегчить процесс гибки. Для этого, альтернативно способу с песком, в качестве наполнителя используется вода. После наполнения и установки заглушек изделие выставляется на мороз на время, необходимое для полного замерзания жидкости. В свете физических свойств замороженной воды, изгибание осуществить будет проще.
- Во избежание травм кистей и для уменьшения приложенных усилий предлагается использовать профильную трубу сечением чуть больше изгибаемого. Для этого больший профиль надевается по краям меньшего, таким образом, увеличивая плечо силы.
- Мастера советуют делать пробный изгиб на ненужной части изделия, это даст представление о его физических свойствах и предотвратит ошибки в последующих попытках.

Подытоживая вышеописанное, можно сделать выводы о том, насколько будет эффективен тот или иной способ. Целесообразнее для получения более качественного результата и экономии времени обратиться к профессионалам, располагающим специально предназначенным для этих целей оборудованием. Если работы подразумевают множественное изгибание изделий, то почему бы не задуматься о приобретении специального оборудования, а также, возможно, и о предоставлении услуг по сгибанию другим людям. В таком случае можно будет быстро окупить устройство.

О том, как согнуть трубу без трубогиба для навеса, смотрите в следующем видео.
В чем проблема гибки профиля
Металлический прокат, имеющий прямоугольное сечение, удобен в работе, заготовки можно стыковать под различными углами. Трудности возникают, когда есть необходимость придать деталям конструкции криволинейную форму. Связано это с тем, что на внешнюю стенку изделия действует сила растяжения, а внутренняя сторона подвергается сжатию.
Попытки согнуть профильную трубу без трубогиба сопряжены с такими проблемами:
- Появление трещин на материале. Если толщина стенок мала, то возможен разрыв металла.
- Сминание боковых сторон. Подобный эффект возникает при прикладывании чрезмерного давления во время пропуска заготовок сквозь гибочные приспособления.
- Возникновение внутренних складок. Чем больше высота профиля изделия и меньше радиус правки, тем больше вероятность появления такого дефекта.
- Излом секции. Происходит при резком прикладывании усилия на заготовку.
- Изменение конфигурации сечения. При нарушении технологии происходит смещение плоскостей, продольной оси, искривление детали в виде спирали.
- Снижение прочности металла. Подобный изъян является следствием перегрева и нарушением из-за этого кристаллической структуры железа.
Избежать подобных осложнений нетрудно. Достаточно подойти к делу грамотно и продуманно.
В чем заключается сложность гибки профильного проката
Процесс сгибания линейных трубных элементов прямоугольного сечения позволяет придать гнутому элементу круглые или арочные очертания. Эта технологическая операция связана с внешним давлением на отрезок одновременно с нагревом изгибаемого участка.
На заготовку воздействуют физические силы разнонаправленного действия.
- Силы растяжения, направленные на внешнюю сторону изгиба.
- Силы растяжения, воздействующие на внутреннюю поверхность.
Векторы этих усилий направлены в противоположные стороны, что создает определенное сложности процесса гнутья трубного проката квадратной или прямоугольной формы:
- Под действием внешних усилий в сегментах изделия происходит неравномерное изменение линейной формы сечения, что вызывает смещение центральных осей поперечного сечения. В этом случае снижается показатели прочности, отрицательно влияющие в целом на несущую способность конструкции.
- В процессе сильного воздействия растяжения на внешнюю часть стенок трубы воздействуют значительные изгибающие усилия и крутящие моменты, способные вызвать необратимые деформации, труба может треснуть или сломаться.
- Во время сжатия линейного отрезка внутренняя поверхность может покрывать складками и волнами.
Только знание совокупности технических характеристик, многочисленных геометрических параметров, толщины стенок, радиуса изгиба помогут подобрать правильный метод изгиба. И тогда вместо заготовки с деформированной поверхностью получится равномерно изогнутая труба.

Все способы, как согнуть ПНД трубу на производстве и в домашних условиях Иногда монтаж участков коммуникационных систем ( канализационных, водопроводных, газоснабжения) требуется выполнить под определенным углом друг к другу. Для этих целей подойдет ПНД труба, которую без…
Многие специалисты на основании практического опыта не рекомендуют изгибать профильные трубы с толщиной стенок до 2 мм. Даже правильная технология изгиба не дает гарантированной прочности мест изгибов.
Делаем выводы
Основными помощниками при сгибании тонкостенных труб из любых материалов в домашнем хозяйстве является наружные и внутренние пружины, или наполнители из песка, позволяющие равномерно распределить прилагаемое усилие. Если мы гнем стальные трубы трубопроводов с толстыми стенками, при большом радиусе практично использовать трехвалковые самодельные конструкции, а при малом – нагревать профиль газовыми горелками.

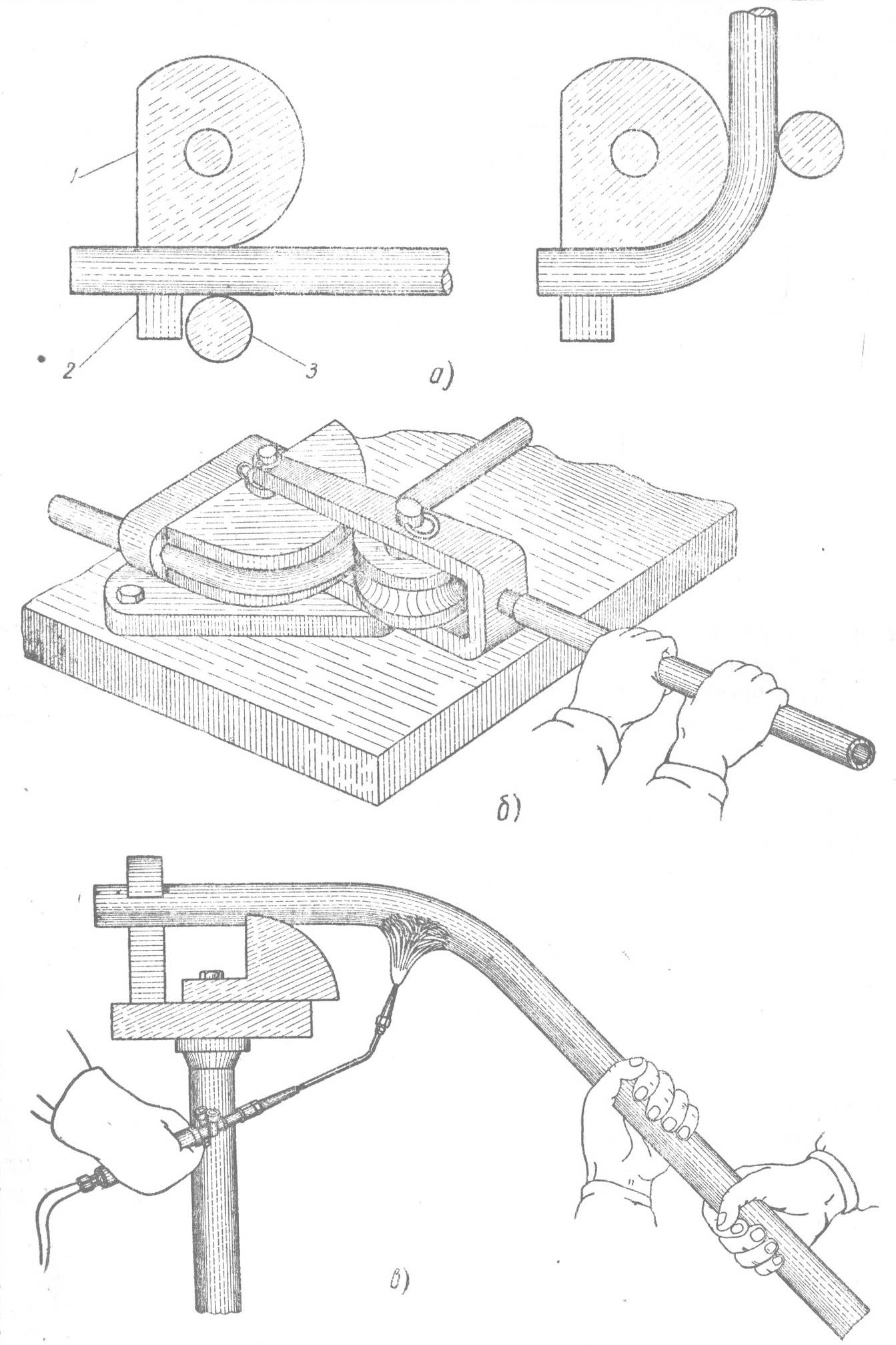
Рис. 11 Как изгибают трубу в домашних условиях








В быту при желании каждый домовладелец может гнуть трубы из различных материалов без применения заводских трубогибов – для этого используются простые пружинные детали или несложные самодельные устройства. Чтобы сделать ручной трубогиб, понадобится сварочный аппарат и некоторые навыки сварщика, во многих случаях незаменимым помощником в проведении работ является паяльная лампа.
Это интересно: Шлакоблоки своими руками в домашних условиях — разбираем вместе
Как вам статья?


