- Общие сведения о сварочных инверторах
- Подготовка к работе
- Дефекты сварных швов
- Непровар
- Подрез
- Прожог
- Поры и наплывы
- Холодные и горячие трещины
- Вертикальный шов полуавтоматом
- Как правильно варить?
- Основы ручной сварки
- Как резать металл электродом
- Как варить вертикальный шов
- Полярность при сварке
- Советы для «чайников»
- Создание шва электродом
- Техника сверху вниз
- Азы сварки для начинающих
- Технология электросварки
- Объяснение полярности
- Влияние скорости подачи электродов
- Сила тока
- Особенности тонкого металла
- Техника сверху вниз
- Преимущества инверторных сварочных аппаратов
Общие сведения о сварочных инверторах
Инверторные сварочные устройства выполняют преобразование сетевого переменного тока со стандартными показателями в токи высокой частоты и далее – в постоянный ток. КПД таких аппаратов достаточно высокий и составляет, в среднем, 85-90%. При этом, сваривать металл инвертором можно при незначительном потреблении электроэнергии, даже под высокими нагрузками. В процессе работы исключается какое-либо физическое влияние на данную сеть, в этот период отсутствуют скачки и перепады напряжения.
Еще одним положительным качеством является возможность сравнительно нормальной работы в условиях пониженного напряжения. Например, при 170 В многие инверторы способны вести сварку 3-х миллиметровыми электродами. Быстрому освоению аппаратуры способствует сравнительно легкое получение и удержание электрической дуги
Это особенно важно, когда выполняется сварка алюминия в домашних условиях инвертором

На первоначальной стадии обучения новичкам не стоит заострять внимание на внутреннем устройстве агрегата. В первую очередь следует внимательно изучить все клеммы, разъемы, переключатели и другие элементы, расположенные снаружи
Сам прибор, рекомендуемый для новичков, изготовлен в виде компактного металлического ящика, общей массой от 3 до 7 кг. В корпусе имеется несколько вентиляционных отверстий, способствующих более эффективному охлаждению трансформатора и других внутренних деталей. Для удобства переноски инвертора с места на место предусмотрен ремень, а некоторые модели дополнительно оборудуются ручками.
Включение питания осуществляется с помощью тумблера или специальной клавиши. Передняя лицевая часть предназначена для размещения индикаторов контроля над питанием и перегревом. Сварочный ток и напряжение выставляются регулировочной рукояткой. Подключение рабочих кабелей выполняется к двум выходам – плюсу и минусу, расположенным здесь же на передней панели. На одном из кабелей закрепляется держатель электрода, а на другом – зажим в виде прищепки, прикрепляемый к заготовке. Разъем для подключения питающего кабеля расположен в задней части.
При покупке следует обратить особое внимание на длину кабелей и их гибкость. Жесткими и короткими кабелями сварка инвертором для начинающих будет неудобной и может потребоваться специальный удлинитель
Подготовка к работе
Соединение профильных труб без сварки преимущественно производится при помощи специализированных хомутов и болтов. С течением времени крепеж ослабляется, поэтому при уходе за изделием необходимо постоянно проверять прочность конструкции. Чтобы снизить проблемы при эксплуатации, для сборки конструкции применяется сварка.
Для получения прочного сварного шва требуется подготовить поверхность трубы. Для этого:
отрезки труб обрезаются по требуемой длине;

Использование болгарки для нарезки труб
Обрезать трубы рекомендуется специальными инструментами, например, ножовкой по металлу, что позволяет сделать срез максимально ровным.
- если необходимо соединить элементы под углом, то трубы тщательно подгоняются друг к другу, чтобы зазоров было как можно меньше. Это позволит увеличить качество сварного шва и, как следствие, надежность готового изделия;
- места, где предполагается расположение сварного шва, очищаются от ржавчины, заусенцев и иных посторонних налетов. Любое вкрапление отрицательно влияет на прочность шва. Очистку можно провести простейшей металлической щеткой или специализированной техникой, например, шлифовальной машинкой.

Подготовка поверхности перед сваркой
Дефекты сварных швов
У начинающих сварщиков часто при выполнении швов встречаются ошибки, которые приводят к появлению дефектов. Некоторые из них критичны, некоторые — нет
В любом случае, важно уметь определить ошибку, чтобы затем исправить ее. Самые распространенные среди новичков дефекты — неодинаковая ширина шва и его неравномерное заполнение
Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений. По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают.





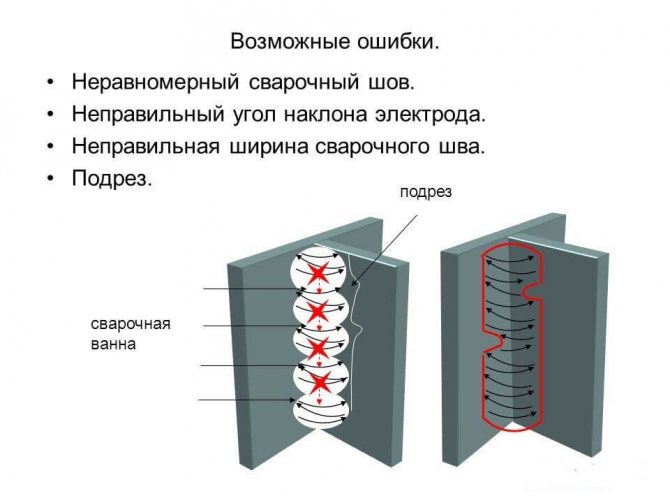
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.

Ошибки, которые могут возникнуть при сварке
Непровар

Одна из ошибок, которые допускают начинающие сварщики: непровар
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
- недостаточный сварочный ток;
- высокая скорость движения;
- недостаточная подготовка кромок (при сварке толстых металлов).
Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.

Подрез в угловом соединении
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
- чересчур большой ток сварки;
- недостаточная скорость движения;
- слишком большой зазор между кромками.

Так выглядит прожог шва при сварке
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.
Поры появляются:
- при недостаточной защите сварной ванны чрезмерном количестве защитных газов (электроды низкого качества);
- сквозняке в зоне сварки, который отклоняет защитные газы и кислород попадает к расплавленному металлу;
- при наличии загрязнений и ржавчины на металле;
- недостаточной разделке кромок.
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.

Основные дефекты сварных швов
Холодные и горячие трещины
Горячие трещины появляются в процессе остывания металла. Могут быть направлены вдоль или поперек шва. Холодные появляются уже на холодном шве в тех случаях, когда нагрузки для этого типа шва чересчур велики. Холодные трещины ведут к разрушению сварного соединения. Эти недостатки лечатся только повторной сваркой. Если недостатков слишком много, шов срезают и накладывают повторно.






Холодные трещины ведут к разрушению изделия
Вертикальный шов полуавтоматом
От качества сварочного шва зависит то, насколько прочной будет получаема конструкция и на какую нагрузку она будет рассчитана
Кроме этого, в некоторых случаях важно сохранить привлекательный эстетический вид. Больше всего проблем возникает с созданием вертикального сварочного шва, так как металл вытекает из ванны
Довольно распространенным вопросом можно назвать то, как варить вертикальный шов. Среди особенностей отметим нижеприведенные моменты:
- Проводится подготовка материала в зависимости от того, какие именно работы будут проводится. Учитывается толщина материала и степень обрабатываемости.
- Выбирается короткая дуга со средним показателем рабочего тока.
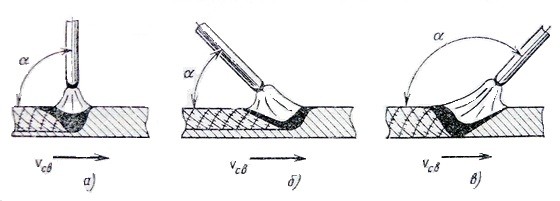
- Стержень со специальной обмазкой располагается под углом 80 градусов относительно обрабатываемой поверхности.
- Создавая вертикальный шов рекомендуется манипулировать стержнем по всей ширине формируемого валика.

Сварка полуавтоматом
Качественный вертикальный шов можно получить при сварке с отрывом дуги от поверхности. Для начинающих сварщиков подобный метод подходит в большей степени, так как проще в исполнении. Это связано с тем, что на момент отрыва дуги металл может остыть. Однако, есть и существенный недостаток – снижается показатель производительности. Среди особенностей применения этого метода, связанного с отрывом стержня от поверхности, назовем нижеприведенные моменты:
- При сварке наконечник можно опирать на полочку сварного кратера.
- Схема движения рабочей части из сторону в сторону, за счет чего охватывается весь вертикальный шов. Кроме этого, можно применять схему петель или короткого валика при движении рабочей части сверху вниз.
- Устанавливаемая сила тока во многом определяет форму шва и его основные параметры. В общем случае рекомендуется снизить показатель на 5 А от обычного значения для конкретной толщины сплава
Стоит учитывать, что основные параметры проводимой работы практически во всех случаях выбираются экспериментально. Именно поэтому умения сварщика во многом определяют качество соединения и его надежность.
Как правильно варить?
Сварка начинается с розжига дуги. Существует два способа, чтобы разжечь дугу:
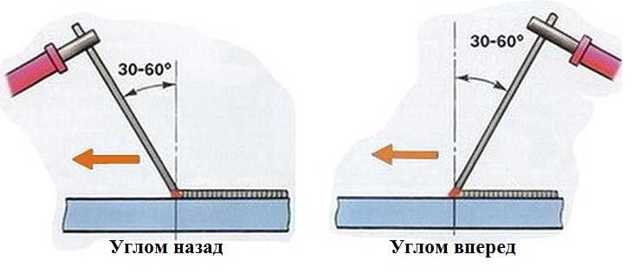
- Касание. Электрод держат под углом 60°, затем концом электрода касаются металла и тут же поднимают электрод на расстояние 3-5 мм. Образуется дуга.
- Чиркание. Кончиком электрода быстро проводят по поверхности металла и тут же быстро приподнимают его на 2 мм.
Оптимально выдерживать длину дуги 5 мм. Если слишком приблизить, произойдёт залипание электрода, длинная же дуга не проваривает металл, образует много брызг. Если залипание происходит слишком часто, значит, силы тока маловато и следует его добавить. Длину дуги можно контролировать по звуку: если звук ровный, однотонный, значит, длина постоянная, если же образуются резкие звуки с хлопками, значит длина слишком большая.
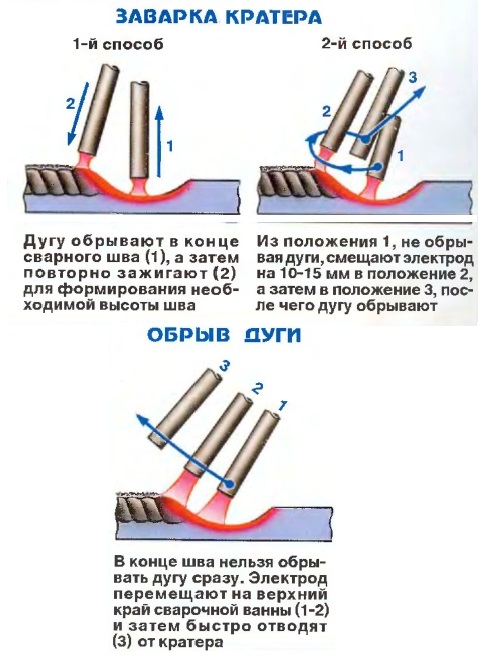
Как только сварщик поймает дугу, он приступает к сварке. Электрод медленно и плавно перемещают по горизонтали, выполняя лёгкие колебательные движения. Если вдруг дуга оборвалась или же электрод сгорел раньше, чем закончился шов, то нужно правильно продолжить работу. В конце шва образуется углубление (кратер). Нужно отступить от него приблизительно на 12 мм и зажечь дугу. Медленно двигаясь вперёд, тщательно заварить кратер и продолжить сварку шва.
Как правило, сваривают в несколько слоёв:
- детали толщиной до 6 мм двумя слоями;
- заготовка 6-12 мм – тремя слоями;
- детали толщиной более 12 мм – 4 слоями.
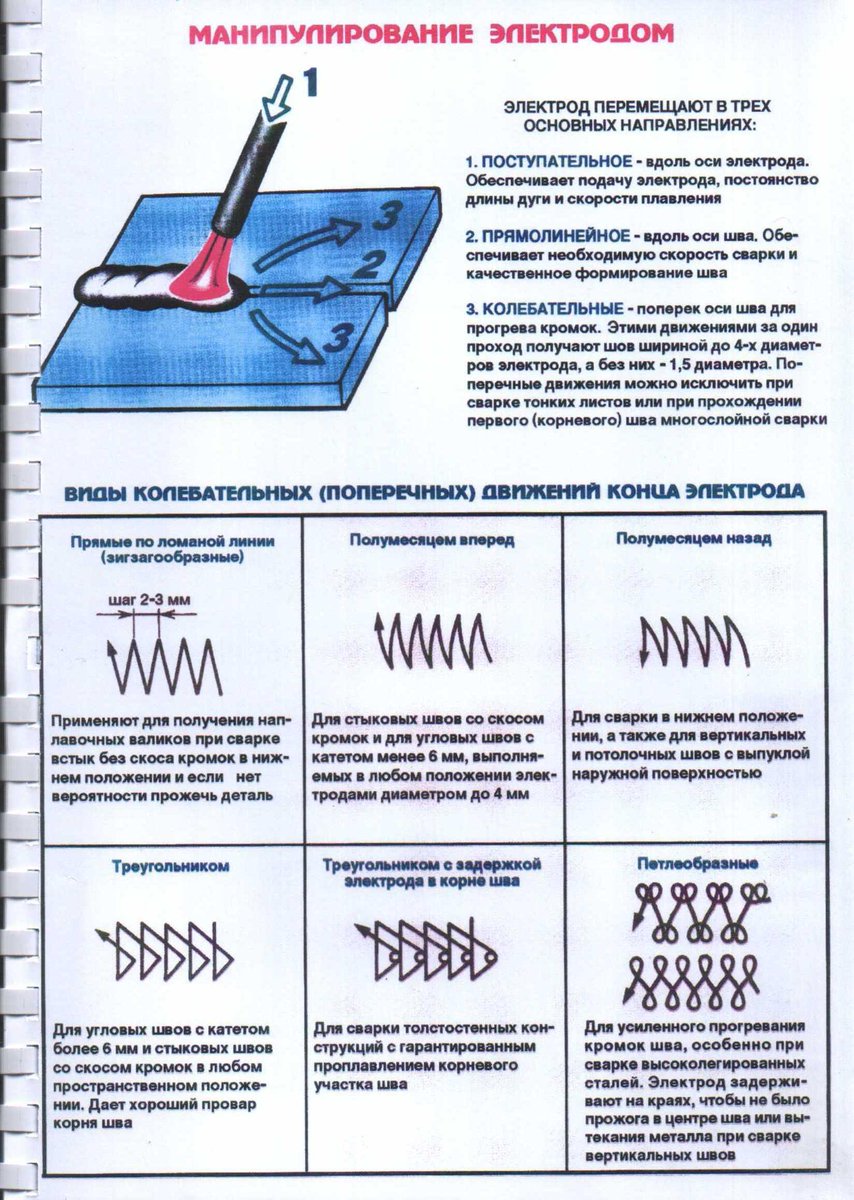
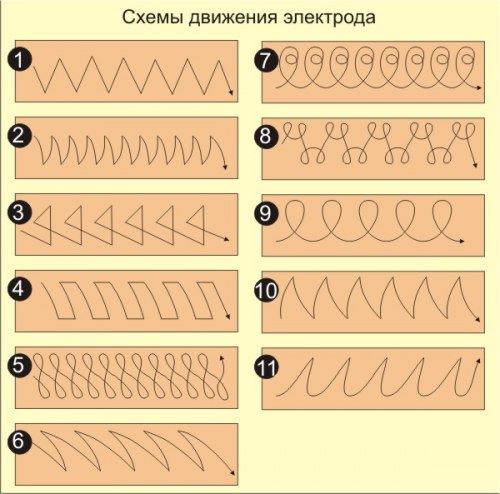
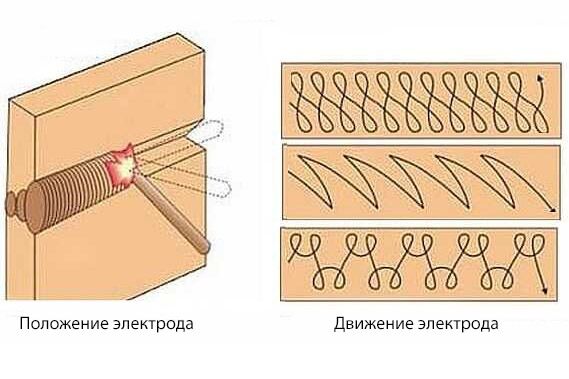
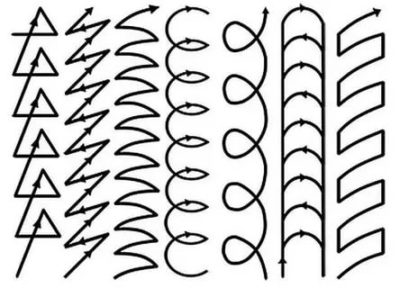
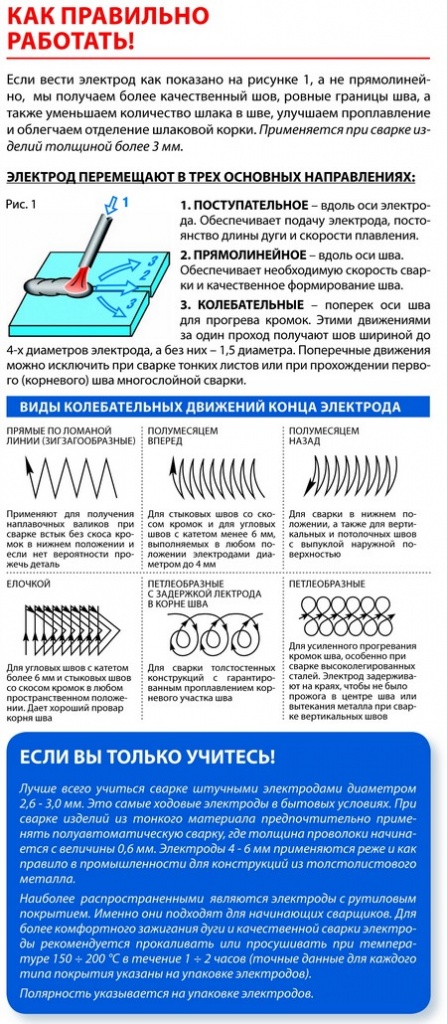
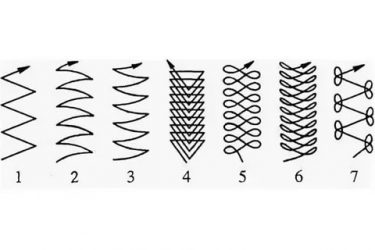
Траектория движения дуги делится на виды:
- Поступательная – электрод просто перемещается вдоль оси электрода;
- Продольная – для формирования ниточного тонкого шва;
- Поперечная – колебательные движение электрода определённой ширины (рис. 2)
рис.2
Обычно мастер совмещает все три траектории. Одновременно необходимо контролировать расстояние между электродом и поверхностью, так как электрод сгорает и уменьшается в длине. Также нужно следить за состоянием ванны, её размерами, чтобы вовремя увеличивать или уменьшать скорость движения.
Нужно помнить, что сваривать детали сразу сплошным швом нельзя, это приведёт к перекашиванию металла. Две заготовки соединяют струбцинами или иным способом, затем делают точечные швы на расстоянии 8-25 см друг от друга, в зависимости от длины шва. Рекомендуется выполнять точечные швы с двух сторон, чтобы не возникло напряжение металла. И только потом приступать к выполнению основного шва.
Основы ручной сварки
При сварке плавящимся электродом он является источником и плавящей металл дуги, и вносимого в шов металла. Для защиты зоны расплавленного металла (сварочной ванны) используется специальная флюсовая обмазка, покрывающая электрод. В зависимости от назначения электрода состав обмазки изменяется. Также от него очень сильно зависит характер горения электрода, легкость поддержания дуги и качество шва.
- Кислое покрытие содержит в качестве базового компонента оксиды железа и кремния. При его использовании металл в сварочной ванне активно кипит, что позволяет удалять газовые поры из шва. Сварка электродами с кислым покрытием может вестись на переменном и постоянном токе любой полярности. Шов хорошо идет даже по загрязненному металлу, так как посторонние включения окисляются и выводятся из ванны со шлаком. Главный недостаток этого типа обмазки – склонность шва к растрескиванию, из-за чего электроды такого типа применяют только на неответственных соединениях деталей из вязких низкоуглеродистых сталей.
- Для обмазки электродов с основным покрытием используется в основном фторид и карбонат кальция. При горении электрода с основным покрытием активно образуется углекислый газ, защищающий сварочную ванну от окисления атмосферой. Не раскисляющийся шов получается прочным, без склонности к кристаллизации и растрескиванию. Обратная сторона этого плюса – высокие требования к чистоте поверхностей, так как шлак при сварке электродами с основным покрытием отделяется плохо. Сварка ведется постоянным током с обратной полярностью.
- Электроды с рутиловым и рутилово-целлюлозным покрытием наиболее универсальны, могут использоваться на всех видах тока (некоторые составы обмазок при работе на постоянном токе требуют определенной полярности). Сварочная ванна раскисляется умеренно, что позволяет отделять шлаки и газовые включения, но при этом сохраняется и достаточная прочность шва.
Толщина электрода определяет необходимый для стабильного горения дуги ток, а, следовательно, и тепловую мощность дуги. Поэтому сварку тонкого металла (листового железа, тонкостенных труб) производят тонкими (1,6-2 мм) электродами на небольшом токе. Точное значение тока зависит от многих параметров: типа электрода, направления ведения шва и указывается в виде таблицы на упаковке с электродами. Существует следующая классификация швов:

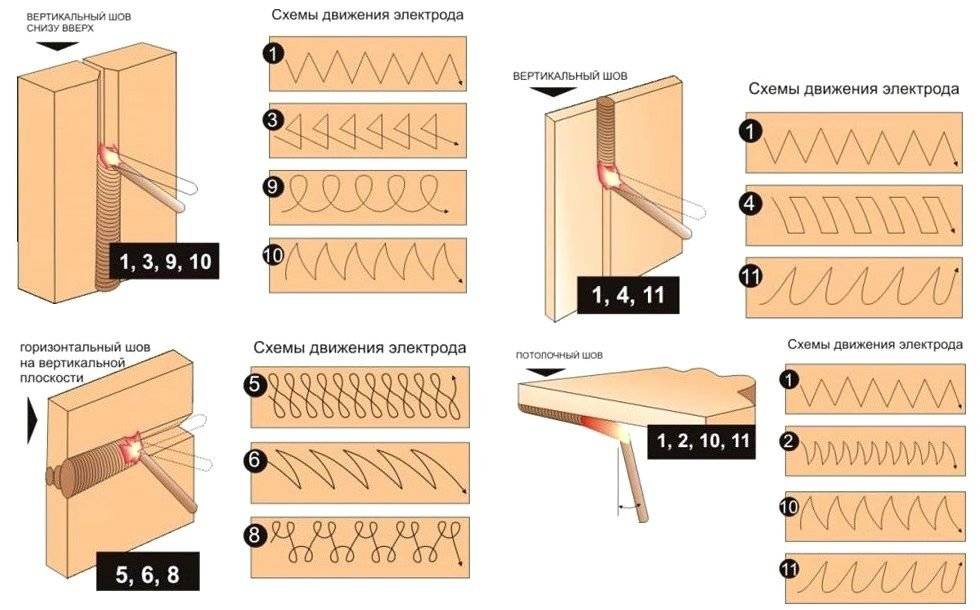
- Нижний шов – самый простой. Свариваемые детали лежат горизонтально, сварочная ванна стабильна, так как сила тяжести направлена вниз. Это наиболее простой вид шва, с которого начинается обучение любого сварщика.
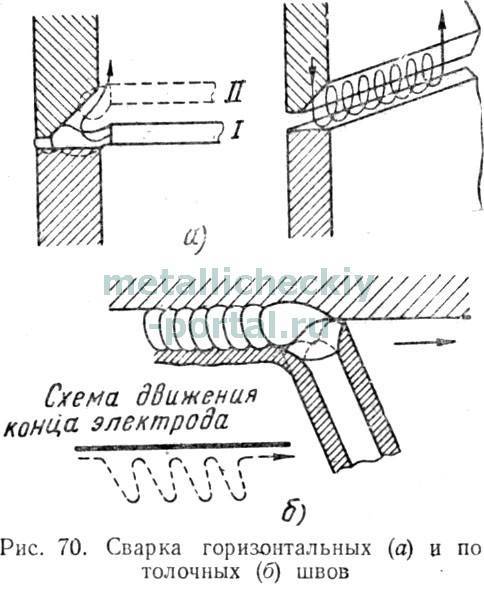
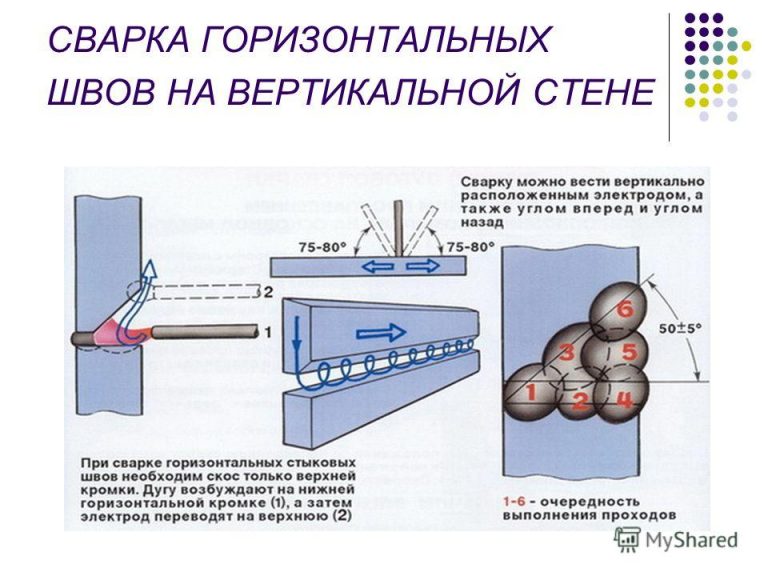
- Горизонтальный шов ведется в том же направлении, но при этом требуется гораздо большее мастерство сварщика, чтобы удердать металл в ванне.
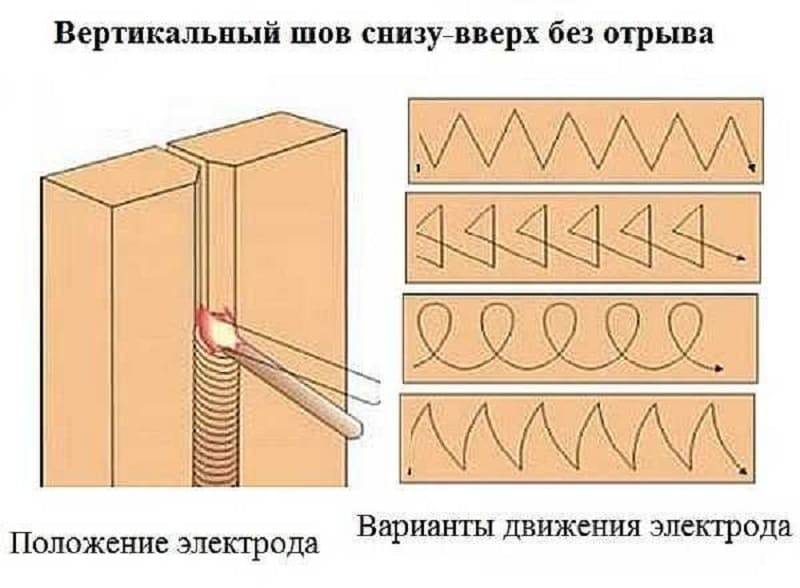
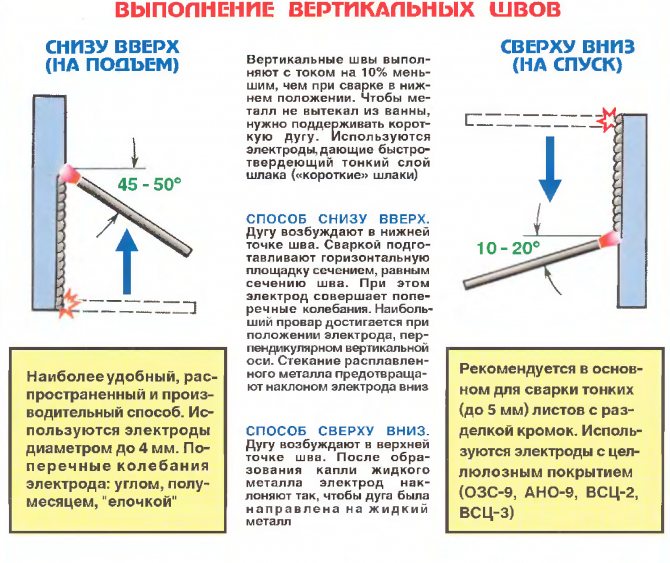
- Вертикальный шов еще сложнее. При этом электрод ведется снизу вверх, чтобы не давать расплавленному металлу вытекать из сварочной ванны. В противном случае шов получается неравномерный, с наплывами и неглубоким проваром.
- Самый сложный шов – это потолочный, так как во время сварки шов сварочная ванна находится над электродом. Отработанная техника сварки потолочным швом – признак высокой квалификации электросварщика.
Для многих сварщиков становится серьезным испытанием сварка труб – ведь при этом нижний шов плавно переходит в вертикальный, а затем в участок потолочного. Следовательно, нужно иметь хорошую практику во всех этих видах швов.






В тексте упоминалось уже такое определение как «полярность тока». Она сильно влияет на процесс сварки постоянным током, а при использовании ряда электродов должна быть строго определенной.
Как резать металл электродом
Электродуговые аппараты (в том числе и инверторы) применяют не только для сварки, но и для резки металла. Для этих целей предпочтительнее использовать специализированные электроды марки ОЗР-1, хотя в принципе подойдут и обычные, для сварки с обратной полярностью. Так же, как и при сварке, во время резки движение электрода выполняется углом вперед, при этом сварочный ток подбирается на 20÷50 % больше номинального. Поэтому, если инвертор планируется не только для сварки, но и для резки металла, необходимо приобретать аппарат, рассчитанный на большие сварочные токи. К примеру, при резке инвертором низкоуглеродистой конструкционной стали толщиной до 20 мм электродом Ø3 мм рабочий ток будет находиться в диапазоне от 150 до 200 А.
Как варить вертикальный шов
 Сварка таких швов (наклонных и потолочных) — довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Сварка таких швов (наклонных и потолочных) — довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
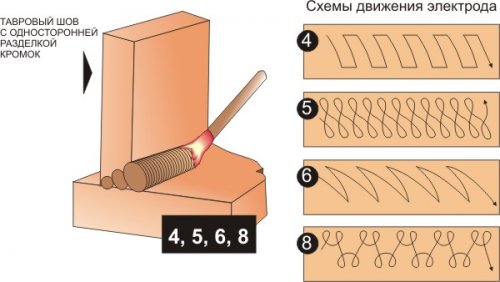
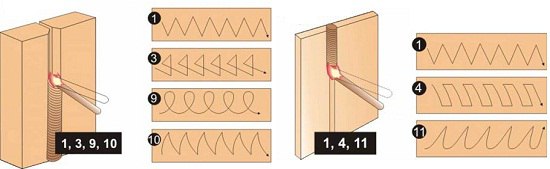
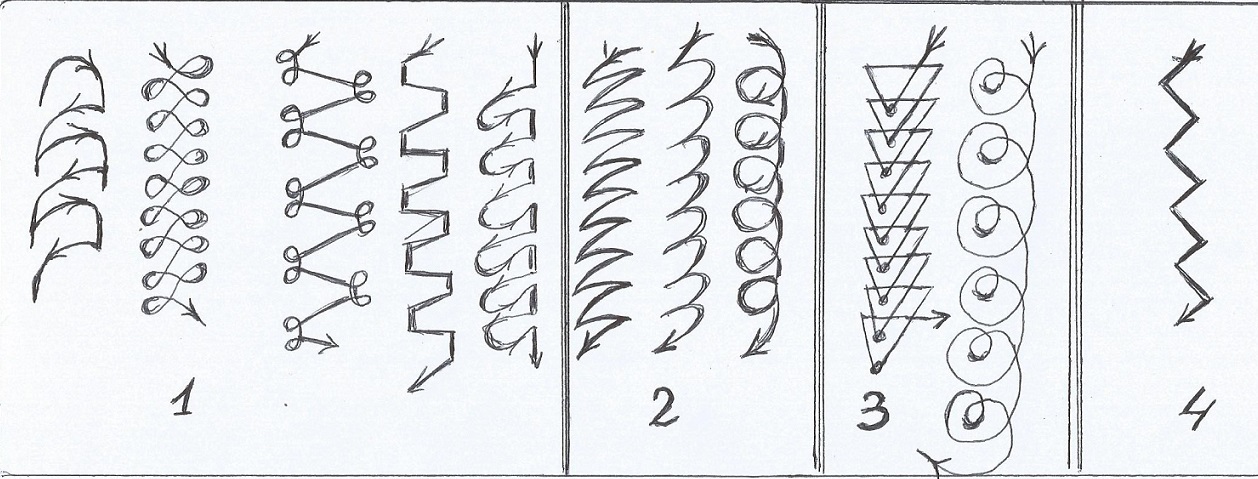
Существует 3 технологии варки вертикального шва:
Треугольник. Применяют при соединении деталей толщиной не больше 2 мм. Сварка происходит снизу вверх. Жидкий металл находится сверху застывающего. Он стекает вниз, тем самым закрывая шовный валик. Стекающий шлак не мешает, т. к. он движется по затвердевшей ванне, которая выходит под определенным углом. Внешне сварная ванна похожа на треугольник
В этом способе важно безошибочно двигать электрод для полного заполнения стыка.
Елочка. Такой вид сварки подойдет для зазоров между заготовками, равными 2−3 мм
По кромке от глубины на себя необходимо электродом расплавить металл на всю толщину заготовки и, не останавливаясь, спустить электрод до зазора. После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
Лестница. Такой способ применяется при большом зазоре между соединяемыми заготовками и малом притуплении кромок (или его отсутствии вообще). Сварка осуществляется зигзагообразно от одной кромки к другой снизу вверх. Электрод длительное время останавливается на кромках, а переход производится быстро. Валик будет иметь небольшое сечение.
https://youtube.com/watch?v=eNo05v10ToM
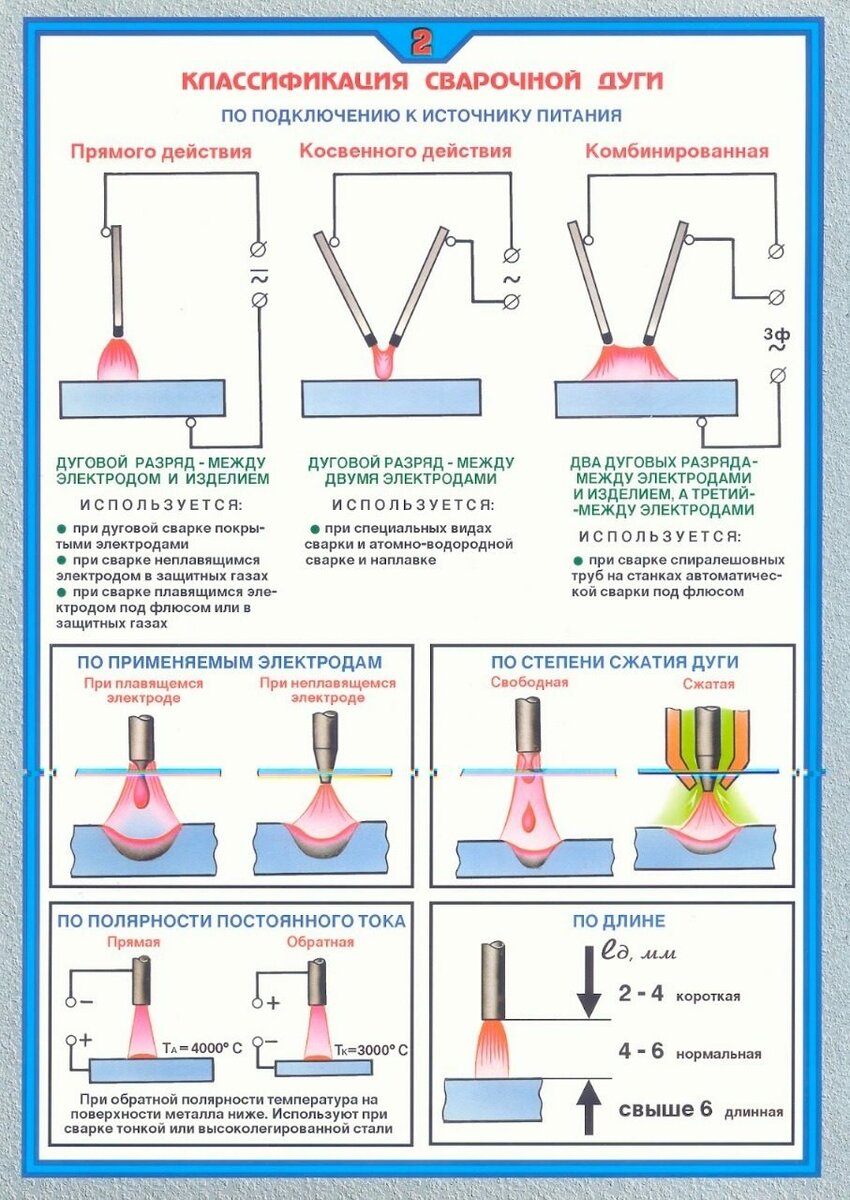
Полярность при сварке
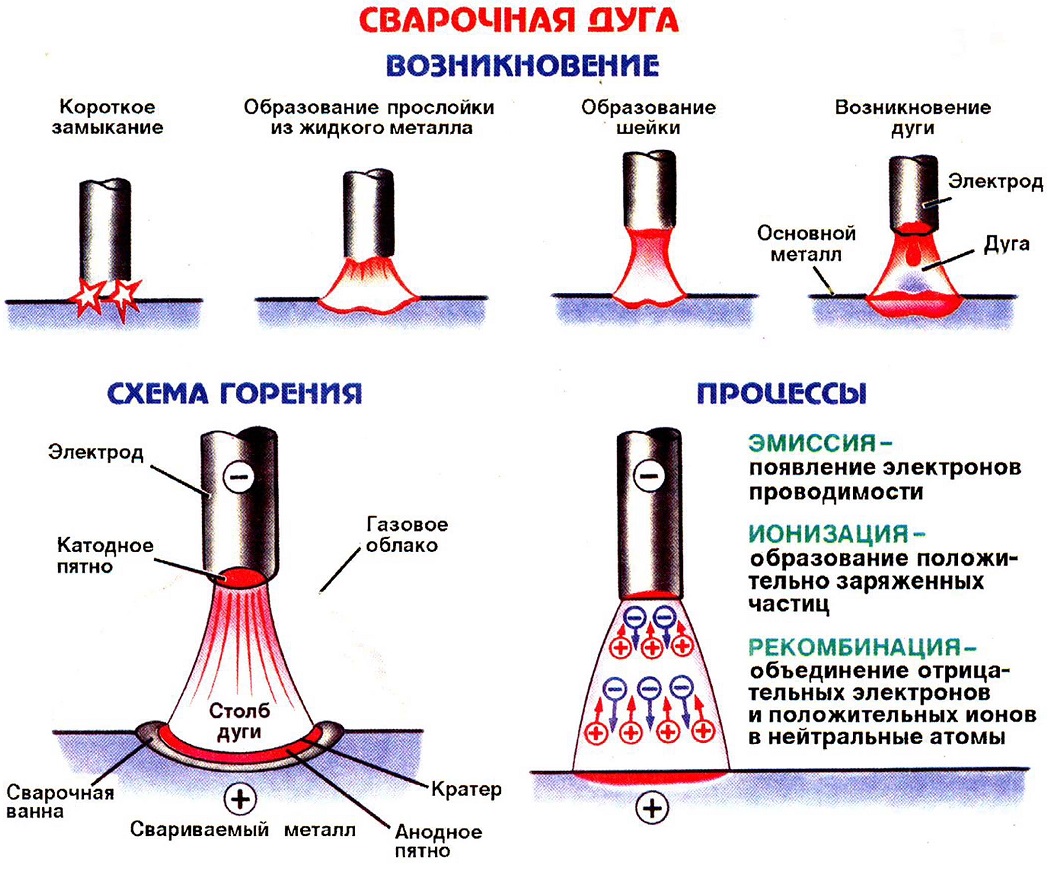
 Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Есть 2 варианта выполнения сварочных работ: прямой и обратной полярности.
- В первом случае электрод подключают к минусу, а металл — к плюсу. Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.
- Во втором случае электрод подключается к плюсу, а металл — к минусу, происходит пониженное введение тепла в изделие. Место расплавления широкое, но не глубокое.
При выборе сварки необходимо учитывать, что элемент сети, подключенный к плюсу, нагревается больше. На прямой полярности варят толстый металл, а на обратной — тонкий.
https://youtube.com/watch?v=GrVBaIZ3ddE
Советы для «чайников»
- не пренебрегать средствами защиты;
- перед выполнением работы стоит потренироваться для предотвращения ошибок;
- сварку нужно выполнять с минимальной рекомендованной величиной силы тока;
- не забывать отбивать шлак;
- для уменьшения деформации изделия нужно закрепить детали в процессе сварки;
- соблюдать инструкции и рекомендации.
Помимо того, что сваркой можно соединять детали, ею можно и разрезать их. Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Применяя это руководство, можно постепенно улучшать свои навыки и в дальнейшем без проблем пользоваться инверторной сваркой. Главное в этом деле — практика.
https://youtube.com/watch?v=Gc48nLTwTDg
Создание шва электродом
Создаваемые швы электрическим инвертором имеют довольно обширную классификацию. При определении основных параметров учитывается тип соединяемых деталей. При рассмотрении того, как правильно варить вертикальный шов электросваркой, нужно учитывать их особенности. Наибольшее распространение получили следующие разновидности соединений:
- Стыковые.
- Тавровое.
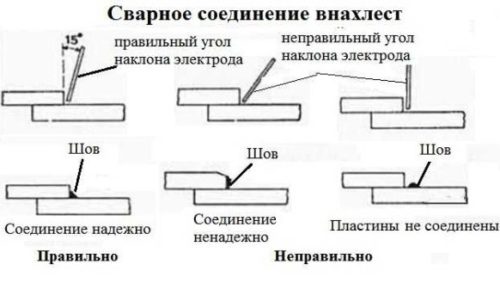
- Внахлест.
- Угловое.

Создание шва электродом
Именно поэтому сварка вертикального шва проводят при тщательной подготовке поверхности.Применяемые технологии позволяют получить качественный шов только при правильном выборе толщины электрода. Она должна быть несколько меньше, чем ширина шва, так как для исключения вероятности стекания сплава рекомендуется водить стержень из стороны в сторону.
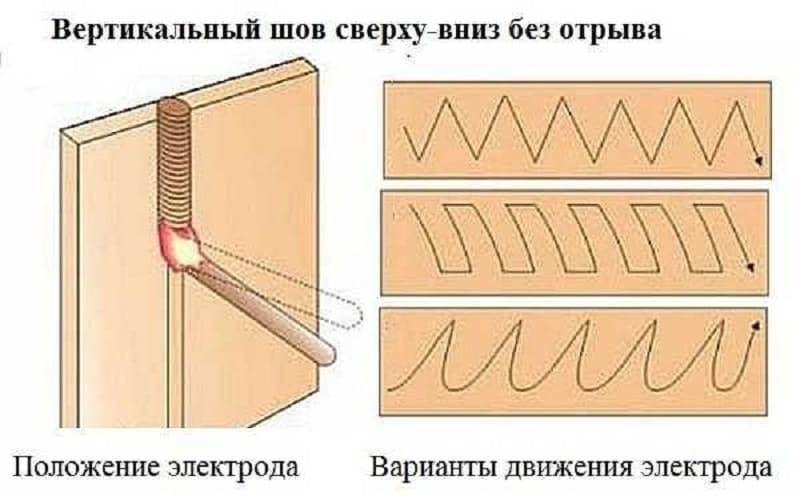
Техника сверху вниз
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
- За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее. При этом стекание расплавленного материала не происходит.
- Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
- Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.

Вертикальный шов сверху вниз
Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.
Азы сварки для начинающих
Сначала нужно разобраться в устройстве инвертора и в элементах управления. Также мастер должен знать особенности металла.




Для полного «чайника» достаточно самого дешевого аппарата. С накоплением опыта можно приобрести профессиональный или полупрофессиональный агрегат.
Нюансы работы для новичков:
- Дуга должна быть как можно короче, хотя бы в начале процесса. Разжечь ее можно двумя способами: чирканьем или постукиванием электрода. Лучше всего использовать первый вариант — так легче разогреть поверхность.
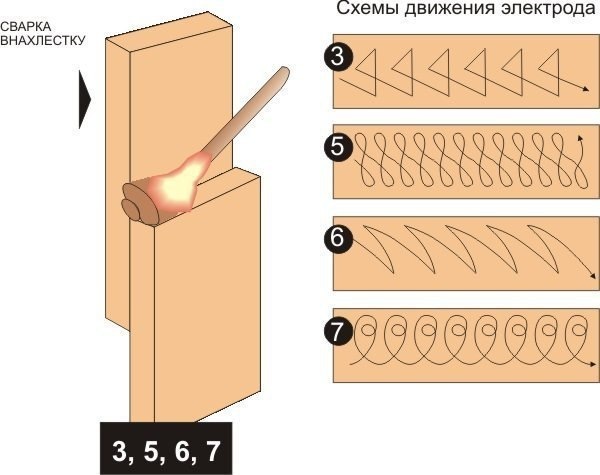
- Когда появилась дуга, можно начинать сварку инвертором. Для этого инструмент ведут вдоль кромки изделия. Есть несколько схем: спиралью, елочкой, треугольниками.
- Чем тоньше металлический лист, тем выше должна быть скорость работы, иначе появятся дырки.
Технология электросварки
Оборудование представляет собой прямоугольный ящик, с одной стороны которого находятся вентиляционные отверстия, а с другой — панель управления. Главный элемент на ней — это регулятор силы тока. Также имеется плюсовой и минусовой выходы для подключения держателя электродов и клемм.

Электродный стержень состоит из металлической сердцевины, которая покрыта защитным составом. Он предохраняет дугу от воздействия кислорода. Существуют угольные и графитовые стержни, но они не подходят для начинающих.
Принцип работы заключается в создании короткого замыкания между электродом и основой. Это позволяет быстро разогреть поверхность и расплавить ее. В результате 2 элемента сплавляются между собой. Для формирования сварочного шва нужно поджечь систему. Мастер чиркает или постукивает электродным стержнем о металлическую конструкцию.
Объяснение полярности
Между металлом и электродом формируется дуга, потому что они подключаются к разным полюсам. Так как используется только постоянный ток, можно произвольно менять плюс и минус. Это будет влиять на конечный результат. Если включить электродный шнур на минус, а массу на плюс, это будет называться прямым подключением. Оно используется для металла толщиной больше 5 мм.

Для тонкого железа применяется обратное включение. Оно позволяет защитить сварной шов от прожога, не раскаляя металлический лист.
Влияние скорости подачи электродов
Чтобы получить ровный результат, электродный стержень должен поступать равномерно. Сварщику нужно держать одинаковое расстояние между инструментом и поверхностью. Тогда аппарат не погаснет, а расплавленный металл ляжет аккуратно.
Если дуга продвигается слишком медленно, она может недостаточно нагреть металлические детали. Тогда сварка будет поверхностной и недолговечной. Слишком быстрая подача тоже отрицательно влияет на результат: это приводит к перегреву и деформации.
Сила тока
Это основное значение, которое влияет на качество шва. Если выставить его слишком большим, в конструкции могут образоваться отверстия. Для расчета можно использовать формулу L=KD. D — это диаметр электрода. Коэффициент К равен 25-60, точная цифра зависит от способа работы, например, для ручной электросварки в нижнем положении можно взять 30-35.

Особенности тонкого металла
Сложность дуговой сварки таких конструкций в том, что малейший просчет может дать прожог, который тяжело исправить непрофессионалу. Поэтому новичкам лучше тренироваться на толстом железе.
Нюансы работы:
- сначала нужно сделать прихватки, а потом основной шов;
- если отвести электрод слишком быстро вверх, возникнет горячая дуга, которая прожжет металл;
- варить лучше короткими отрезками, чтобы конструкция успела остыть.

Техника сверху вниз
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
- За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее. При этом стекание расплавленного материала не происходит.
- Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
- Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.

Вертикальный шов сверху вниз
Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.
Преимущества инверторных сварочных аппаратов
Для соединения металлических конструкций необходим опыт и сам сварочный аппарат. Лучший вариант — это использование инверторного оборудования, которое отлично подходит для работы в домашних условиях. Такое устройство стоит недорого, отличается маленькими габаритами и весом. Небольшие размеры не влияют на качество выполнения сварочных работ. Все соединения получаются аккуратными и надёжными. С такой сваркой справится мастер даже невысокой квалификации.





Конструкция инверторного сварочного аппарата состоит из таких элементов, как:
- Блок питания с фильтром и специальным выпрямительным блоком.
- Инверторный блок отвечает за преобразование постоянного напряжения в переменный высокочастотный ток.
- Для понижения величины высокочастотного тока используется трансформатор. Именно он отвечает за безопасность и предотвращает перегрев оборудования.
- Силовой выпрямитель служит средством подачи постоянного тока на выходе устройства.
- Управлением устройства занимается электронный блок.
 В инверторной сварке используются различные инновационные технологии, которые помогли значительно снизить габариты и массу установки. За счёт небольших размеров её легко хранить дома или устанавливать в любое удобное место во время работы. Вес такого оборудования колеблется в пределах 5—15 кг. То есть перенести сварочный аппарат, не составит труда.
В инверторной сварке используются различные инновационные технологии, которые помогли значительно снизить габариты и массу установки. За счёт небольших размеров её легко хранить дома или устанавливать в любое удобное место во время работы. Вес такого оборудования колеблется в пределах 5—15 кг. То есть перенести сварочный аппарат, не составит труда.
Это устройство помогает сварить любые металлические конструкции, если правильно работать на инверторном сварочном аппарате. В комплекте к оборудованию доступна инструкция, в которой есть масса различных полезных сведений, указывающих как правильно варить инверторной сваркой, выбирать электроды в зависимости от типа металла и т. д. Такая брошюра будет полезна даже опытным специалистам.
При покупке важно обращать внимание на присутствие инструкции на русском языке, ведь использовать сварку вслепую сложно, не говоря уже об опасности. Встречаются такие случаи, когда аппаратуру покупают «с рук», а инструкцию старые хозяева потеряли. Тогда лучше всего найти специалиста, который наглядно покажет основные моменты управления сваркой
Самостоятельно начинать испытывать её, не имея даже банальной инструкции нельзя
Тогда лучше всего найти специалиста, который наглядно покажет основные моменты управления сваркой. Самостоятельно начинать испытывать её, не имея даже банальной инструкции нельзя.
Как вам статья?


