
- Нарезка резьбы вручную
- Правила нарезания внутренней резьбы метчиком
- На заметку слесарю: о ГОСТ по трубной резьбе
- Существующие варианты резьбовой нарезки
- Особенности
- Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп
- Нарезание резьбы круглыми плашками (лерками).
- Клупп для нарезки резьбы.
- Технология нарезания резьбы плашкой.
- Охлаждение и смазка при нарезании резьбы.
- Винтовальные доски.
- Нарезка резьбы на трубах и фитингах.
- Клупп для нарезки резьбы на трубах.
- Нарезание резьбы метчиком как нарезать резьбу вручную
- Как выбрать тип метчика?
- Нарезание резьбы метчиком вручную
- Нарезание внутренней резьбы метчиком
- Технология нарезания резьбы метчиком
- Нарезание наружной резьбы
- Детальное описание
- Метчик
- Плашка
- Клупп
- Как нарезать резьбу
- Видео описание
- Коротко о главном
- Нарезание трубной резьбы клуппом
Нарезка резьбы вручную

Вся работа производится плашкой или леркой. Это тождественные понятия и являются синонимами. В зависимости от конструкции они могут быть:
- Регулируемые или раздвижные. Обычно в них присутствует несколько резцов, расстояние между которыми может быть изменено. Особенно полезны они бывают в тех случаях, когда профиль трубы неравномерный вследствие деформации или заводского брака, но все равно требуется нарезать резьбу. Чаще всего они устанавливаются в клуппы, которые обеспечивают им хорошую фиксацию. При помощи таких изделий резьбу можно нарезать за несколько проходов, что увеличивает ее точность и качество.
- Монолитные. Представляют собой небольшой цилиндр с отверстием в середине. Такой инструмент зажимается в специальный плашкодержатель. Обычно фиксируется одним или несколькими болтами. Таким инструментом изготавливается нарезка за один проход.
- Конусные. Предназначены для нарезания соответствующих резьб, о которых говорилось выше.
 Выравнивается торец
Выравнивается торец
Лерка подбирается в зависимости от того, какой диаметр обрабатываемой трубы, также от того, какое должно быть направление резьбы — правое или левое. Все обозначения наносятся на упаковку или непосредственно на сам инструмент. Весь процесс будет сводиться к следующим действиям:
Обрабатываемая деталь фиксируется. Если она не закреплена ни в какой системе, тогда она зажимается в тиски. В случае когда нарезка будет делаться на водопроводной трубе или трубе отопления, необходимо сделать подкладки, чтобы обездвижить ее.
Торец подготовленного отрезка трубы смазывается машинным маслом или солидолом. Если этих составляющих нет, тогда можно использовать то, что есть под рукой, – даже сало.
Смазке также подвергается поверхность резцов инструмента.
Плашкодержатель с леркой подносятся к торцу трубы. Сделать это нужно точно под прямым углом. Сделать это намного проще плашкодержателем с направляющей.
Одновременно необходимо вращать инструмент для нарезания резьбы и придавливать его к патрубку. Должно произойти сцепление
Таким образом важно нарезать первые 2 витка.
Если не пользоваться плашкодержателем с направляющей, то потребуется постоянно следить за тем, чтобы угол оставался 90°. Если не соблюдать это требование, тогда может пойти перекос
Это грозит тем, что резьба будет сорвана, инструмент испорчен, или не будет соблюден требуемый шаг.
Не стоит осуществлять нарезку непрерывным проходом. В процессе будет образовываться металлическая стружка. Для того чтобы удалить ее, необходимо делать один оборот по направлению движения и половину оборота обратно. Именно благодаря этому и будут удаляться накопившиеся отходы.
По ходу продвижения также надо добавлять смазку.
После завершения необходимо выкрутить лерку и пройтись ей еще раз, чтобы произвести финишную подводку.
 Плашки для нарезки резьбы
Плашки для нарезки резьбы
 Набор клуппов
Набор клуппов
Нарезание резьбы при помощи клуппа происходит по такому же механизму. В дополнение ко всему в некоторых изделиях есть возможность не только сдвигать резцы, но и разворачивать их. При таком раскладе можно одним и тем же инструментом выполнить и чистовой и черновой проход. При использовании такого агрегат необходимо быть очень внимательным во время начального этапа. Связано это с тем, что благодаря рукоятке с трещоткой можно приложить большее усилие, чем в случае с обычным держателем лерки. Если в самом начале не выставить правильно угол, тогда можно испортить всю заготовку и не заметить этого. Клупп неудобно применять в тех случаях, когда труба уже установлена и находится близко к стене. Ее нужно будет либо отогнуть при помощи клина или выдолбить часть штукатурки, чтобы насадка хорошо зашла и не смещалась.
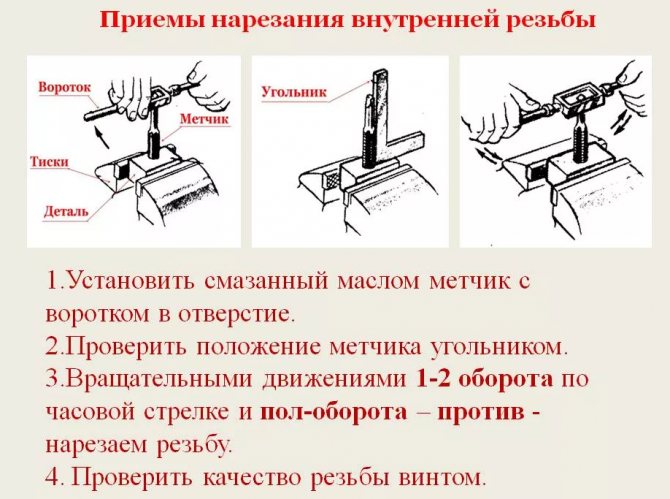
Правила нарезания внутренней резьбы метчиком
При
ручной нарезке резьбы инструмент
вставляют в отверстие вертикально (без
перекоса). Вороток вращают в нужном
направлении (для правой резьбы по часовой
стрелке) не все время, а периодически
делают 1–2 оборота в обратную сторону.
При
таком вращательно-возвратном движении
метчика срезаемая стружка ломается,
становится короткой (дробленой) и легче
удаляется из рабочей зоны, а процесс
формирования резьбы значительно
облегчается. По окончании нарезания
инструмент вывертывают вращением
воротка в противоположную сторону,
затем его прогоняют по готовой резьбе
насквозь или до упора для глухих
отверстий. Необходимо также придерживаться
следующих правил:
При
формировании резьбы в вязких и мягких
металлах (алюминий, медь, баббиты и
другие), а также в глубоких отверстиях
инструмент следует периодически
выкручивать из отверстия для очистки
канавок от стружки.
При
использовании комплекта метчиков
необходимо применение всех инструментов
набора. Нарезание сразу чистовым
метчиком или средним, а затем чистовым
без прохода черновым не ускоряет, а
только замедляет и затрудняет процесс
нарезания. Кроме того, резьба при этом
получается некачественной, а инструмент
может сломаться. Чистовой и средний
метчики вкручивают в отверстие вручную
(без воротка) до тех пор, пока инструмент
не пойдет по резьбе правильно, и только
после этого устанавливают вороток и
продолжают работу.
В
процессе нарезания требуется
тщательно следить за правильностью
врезки инструмента, чтобы не было его
перекоса. Для этого необходимо через
каждые вновь нарезанные 2–3 нитки
стружки проверять положение метчика
относительно верхней плоскости детали
с помощью угольника
Особенно осторожно
следует работать с глухими и мелкими
отверстиями
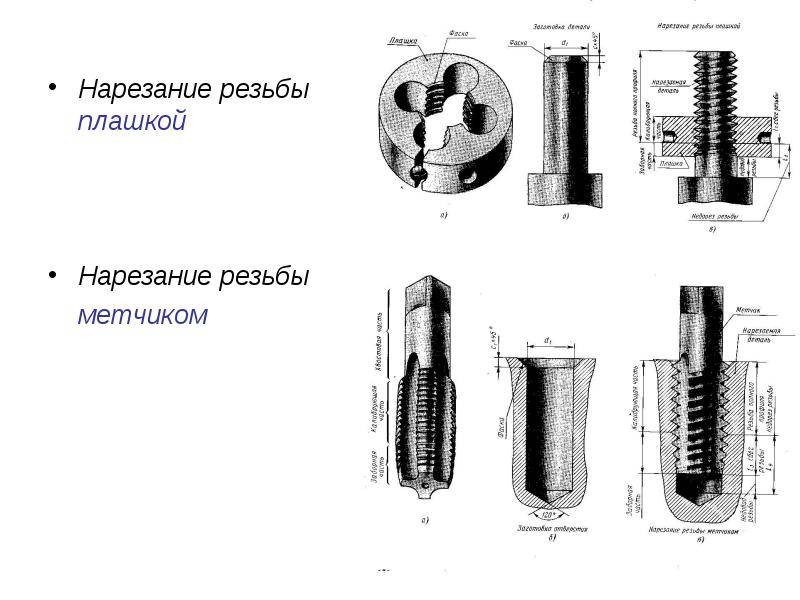
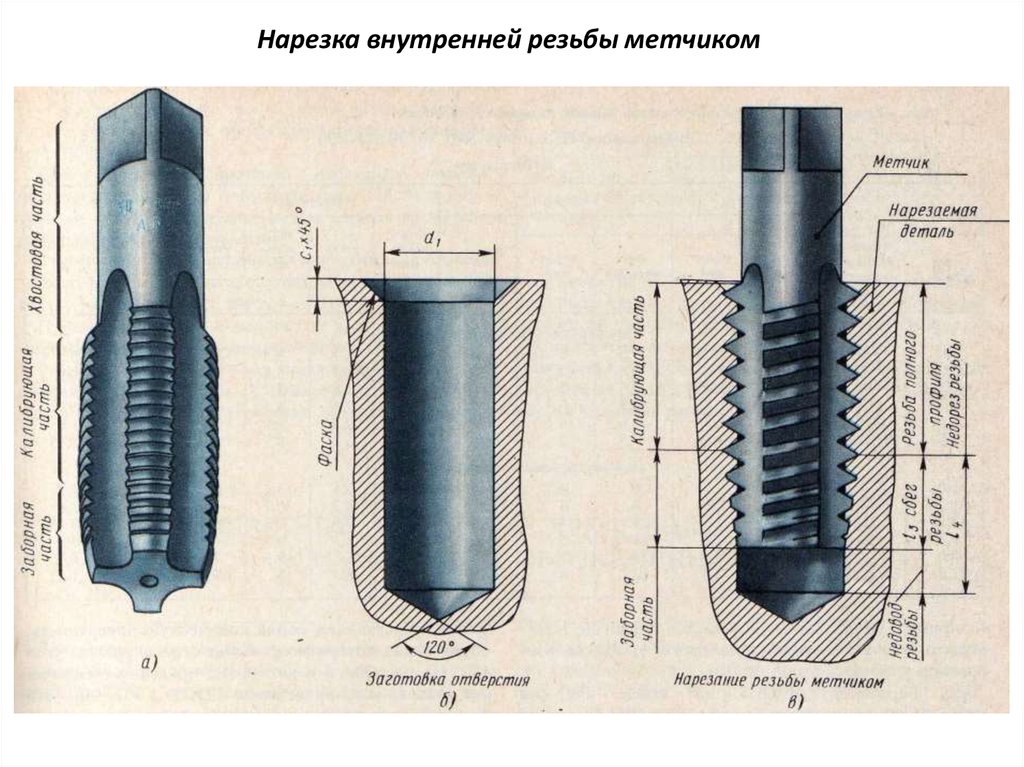
Конструкция
метчика
Метчик
(рис. 1) представляет собой закаленный
винт, на котором прорезано несколько
прямых или винтовых канавок, образующих
режущие кромки инструмента. Канавки
также обеспечивают размещение стружки,
образующейся при резании стружка
может выводиться из зоны резания.
Метчик
состоит из двух частей
— рабочей и хвостовика, на конце которого
выполнен квадрат (у ручных метчиков).
Рабочая часть метчика включает в себя:
режущую (заборную) часть, которая
обеспечивает удаление основной части
припуска на обработку; калибрующую
часть, осуществляющую окончательную
обработку резьбы; стружечные канавки;
перья (витки резьбы, разделенные
стружечными канавками) и сердцевину,
обеспечивающую метчику достаточную
для обработки прочность и жесткость.
Хвостовая часть метчика служит для
закрепления его в воротке, которым
производятся рабочие и холостые
перемещения метчика.
Рабочую
часть метчика изготавливают
из инструментальных углеродистых сталей
марок У11, У11А, быстрорежущей стали или
твердого сплава. Выбор материала рабочей
части зависит от физико-механических
свойств обрабатываемой заготовки. У
цельных метчиков материал хвостовой
части тот же, а у метчиков, состоящих из
двух частей, соединяемых сваркой,
хвостовую часть изготавливают из
конструкционной стали марок 45 и 40Х:
Число стружечных канавок, выполненных
на метчике, зависит от его диаметра (три
канавки дтя метчиков диаметром до 20 мм
и четыре — для метчиков диаметром свыше
20 мм).
Основную
работу при нарезании резьбы выполняют
режущие кромки, образованные пересечением
передних поверхностей канавки с задними
(затылованчыми, выполненными по
архимедовой спирали) поверхностями
рабочей части. Затылование задней
поверхности режущих зубьев позволяет
сохранить постоянным их профиль после
переточки, которая осуществляется
централизованно в заточных цехах.
Как
правило, метчики изготовляют с прямыми
канавками, однако для улучшения условий
резания и получения точных и чистых
резьб применяют метчики с винтовыми
канавками. Угол наклона такой канавки
к оси метчика составляет 8… 15°. Для
получения точных и чистых резьбовых
поверхностей в сквозных отверстиях при
обработке мягких и вязких материалов
используют бесканавочные метчики.
Рис.
1 Метчик:
а
– конструкция: 1
– нитка(виток); 2 – квадрат; 3 – хвостик;
4 – канавка; 5 – режущее перо;б
– геометрические параметры: 1
– передняя поверхность; 2 – режущая
кромка; 3 – затылованная поверхность;
4 – задняя поверхность; 5 – режущее перо;
α – задний угол; β – угол резания;δ
– угол заострения;
γ – передний угол;в – с
винтовой стружечной канавкой: 1
– канавка; г — нарезание глухой резьбы;
ω – угол наклона винтовой канавки.
На заметку слесарю: о ГОСТ по трубной резьбе
В условиях работы с газообразными и жидкими средами, согласно ГОСТ 6111, при необходимости внедрения разъёмных соединений в схемы трубопроводов, допускается изготовление таких соединений на резьбовой основе. Возможным является исполнение не только трубной, но и конической резьбы (ГОСТ 3662).

Пример производства конической трубной резьбы на технологическом переходнике. Подобные приёмы используются в сантехнике нередко. По эксплуатационным показателям коническая резьба выделяется в лучшую сторону относительно иных видов









Несмотря на редкое применение конической резьбы в трубных соединениях, она считается более удобной по характеристикам навинчивания/свинчивания. Следует напомнить, что угол конусности конической резьбы напрямую связан с такими параметрами, как шаг и диаметр. Допустимое значение этого угла не может быть меньше 26 º. Стандартное значение угла вершины профиля на конической резьбе — 60º.
Трубные резьбы отличаются характерной особенностью – они имеют скруглённую вершину профиля. При соблюдении стандартов нарезки, величина закругления составляет 10% размера радиуса резьбы. При такой технологии нарезки удаётся добиться существенного снижения внутренних напряжений на малой площади металла, занимаемой резьбовым профилем.
Установленными допусками ГОСТ 6357, наряду с цилиндрической и конической резьбой предусматривается исполнение на трубах метрической резьбы.
Здесь стандарт угла наклона составляет 55º, чем обусловлено увеличение числа витков на участке по длине равным участку с другим видом резьбы. В результате получается соединение с более высокой степенью герметичности, но трудоёмкость при пользовании такими соединениями увеличивается.

Метрическая резьба и полный технический расклад по стандартным параметрам. Для метрической резьбы применяется единица измерения – миллиметр, тогда как трубная обычно измеряется в дюймах
Существующими установками ГОСТ предусматривается также возможность исполнения упорной и трапецеидальной резьбы на трубах. Но на практике эти виды нарезки не используются по причине их низкой эксплуатационной прочности.
Существующие варианты резьбовой нарезки
Трубная резьба подразделяется на пять видов, однако наиболее популярными вариантами является коническая и цилиндрическая. С такими вариантами трубной резьбы сталкиваются зачастую домочадцы. Для резьбовой нарезки на водопроводной трубе имеется два способа:
- Автоматический, предусматривающий нарезание резьбы на трубах водоснабжения при помощи специальных станков и электроинструментов.
- Ручной. Для этого применяются специальные ручные инструменты.
Если по долгу службы человеку необходимо нарезать резьбу на большом количестве труб, то уместно приобрести специальный электроинструмент, что позволит облегчить ручной труд.

Когда необходимость в получении резьбового соединения является единичным случаем, то для таких целей подходит ручная технология. На водопроводных трубопроводах, а также трубах систем отопления нарезка резьбы выполняется при помощи плашки.
Плашка представляет собой стальной диск, а его внутренний диаметр имеет осевые отверстия в разном количестве, что зависит от размера изделия. Кромки этих отверстий формируют резцы, при помощи которых и выполняется резьбовая нарезка. Для обеспечения надёжности такого инструмента, его изготавливают из легированных видов стали или твёрдых сплавов.

Плашки могут иметь разную форму (круглую, квадратную, шестигранную или призматическую), но чаще все применяются дисковые варианты. Именно дисковые плашки предназначаются для получения резьбового соединения на водопроводных трубах. Чтобы плашкой было удобно работать, они оснащаются дополнительно воротками, а также фиксаторами в виде винтов. Плашки также бывают цельными, разрезными и раздвижными.
Цельные плашки для нарезания резьбы на трубах имеют один существенный недостаток – это быстрый износ резцов. Это обусловлено жёсткостью собственной конструкции изделия. Разрезные или подпружиненные плашки имеют менее жёсткую конструкцию, что существенно повышает срок эксплуатации изделия. За счёт подпружиненного механизма такой инструмент для нарезания резьбы на трубах позволяет варьировать диаметром получаемых резьбовых соединений в диапазоне от 0,1 до 0,3 мм. Устройство такого типа имеют высокую стойкость к износу резцов, однако не способно при этом обеспечить высокую точность.
Раздвижные плашки представляют собой 2 рабочих части, предназначающиеся для установки в крепёжный модуль. Плашка со специальным крепёжным модулем образует инструмент, называемый трубным клуппом. Плашка в клуппе фиксируется при помощи сухаря и регулировочного винта. Именно при помощи регулировочного винта осуществляется регулировка диаметра резьбы.
Особенности
Резьбу придумали два века назад: тогда в Британии впервые появился токарно-винтовой станок. Изобретатель Г. Модсли открыл способ нанесения точной резьбы и изобрел прибор для ее измерения (микрометр) с точностью до 0.0001 дюйма.


Примерно тогда же инженер-механик Д. Витворт создал первый профиль винтовой резьбы и предложил систему ее стандартов. С тех пор изобретение носит его имя – резьба Витворта. Она легла в основу для всевозможных национальных стандартов.


Главной особенностью нанесения резьбы является то, что инструмент для ее осуществления должен быть выполнен из материала большей твердости, чем нарезаемый элемент, а для изготовления этого инструмента, в свою очередь, должны применяться конструкции с еще более твердыми элементами по составу.
В наши дни вариантов нарезания резьбы на трубе несчетное множество
Важно лишь выбрать тот, что необходим. Хороший результат гарантирован, если при осуществлении работ используются качественные материалы и инструменты, соблюдается инструкция, а также технология нарезки. Нарезая резьбу, лучше всего использовать качественный инструмент, так как дешевый вариант вряд ли будет долго работать
Нарезая резьбу, лучше всего использовать качественный инструмент, так как дешевый вариант вряд ли будет долго работать.

Сейчас большинство систем трубопроводов изготавливаются из пластика. Приходится часто скреплять конструкции с использованием соединительных элементов из пластика и металла. В бытовой сфере такие крепления – довольно частое решение, их называют комбинированными. В современных системах коммуникаций традиционно используют один из видов пластиковых либо металлических труб. Однако в некоторых случаях целесообразно использовать именно комбинированные конструкции.












Трубы с диаметром до 40 мм состыковываются резьбовым способом. Фланцевые соединения используются для труб большего диаметра, где невозможно затягивать нарезку.

Соединение полипропиленовой трубы с трубой из металла осуществляется с помощью фитингов, которые специально для этого созданы. Они представляют собой соединения, одна сторона которых имеет резьбу под металл, а другая – муфту под пластик. Множественные комбинированные соединения выполняются специальными сложными фитингами.

Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп

Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп. 4.46/5 (89.23%) проало 13
Нарезается наружная резьба с помощью круглых или раздвижных плашек, а также винтовальных досок. Нарезка резьбы может производится как на станках, так и вручную.
Нарезание резьбы круглыми плашками (лерками).
Круглые плашки (лерки) представляют собой диск с нарезанным отверстием. Для отвода стружки и образования перьев с режущими кромками (рис. 1) в плашке делается несколько стружечных отверстий. Плашки (лерки) вставляются в леркодержатель и зажимаются винтами (рис. 2).
Рис. 1. Плашка круглая разрезная (лерка).
Рис. 2. Леркодержатель:
1 — рамка; 2 — ручка; 3 — зажимной винт.
Диаметр нарезаемого стержня берется несколько меньше наружного диаметра резьбы и запиливается конусообразно для захода лерки. Выбор стержней для нарезания метрической или дюймовой резьбы приводится в табл. 1:
Таблица 1. Диаметр стержней для болтов под резьбу.
| Метрическая резьба | Дюймовая резьба | ||
| Наружный диаметр в мм | Диаметр стержня в мм | Наружный диаметр в дюймах | Диаметр стержня в мм |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Раздвижные плашки (рис. 3, а) состоят из двух призматических половинок с нарезанным отверстием. В средней части отверстия плашки делают канавку, которая образует режущие кромки.
Рис. 3. Плашки раздвижные и сухарь:
а — плашка; б — сухарь.
Клупп для нарезки резьбы.
Для крепления плашек применяется клупп с прямоугольной или косой рамкой (рис. 4). Призматические выступы клуппа входят в пазы плашек, а с боку плашки прижимаются болтами.
Рис. 4. Клупп (косой)
1 — рамка; 2 — ручка; 3 — зажимной винт.
Чтобы избежать непосредственного нажима болта на плашки, между плашками и болтом устанавливается так называемый сухарь (см. рис. 3, б), имеющий форму плашки.
Технология нарезания резьбы плашкой.
Нарезание призматическими плашками несколько отличается от нарезания лерками. При нарезании плашками стержни не запиливаются на конус, а раздвигаются плашки.
Затем зажимаются на стержне, конец которого должен совпадать с верхней плоскостью плашек. Поворачивая клупп вправо и немного влево, производят нарезание резьбы.
Положение леркодержателя и клуппа устанавливается строго перпендикулярно к нарезаемому стержню, в противном случае резьба будет косой и односторонней.
Охлаждение и смазка при нарезании резьбы.
При нарезании резьбы метчиками и плашками необходимо применять смазку. В качестве смазки можно употреблять обычную эмульсию, растворяя одну часть эмульсии на сто шестьдесят частей воды. Кроме того, можно применять: для чугуна — сало и керосин; для стали и латуни — вареное и сурепное масло и лярд; для красной меди — лярд и скипидар; для алюминия — керосин.
Употреблять при нарезании резьбы машинные и минеральные масла не рекомендуется, так как они, увеличивая сопротивление нарезанию, не дают чистых отверстий и приводят к быстрому износу метчиков и плашек.
Винтовальные доски.
Для того, чтобы нарезать резьбу на винтах с диаметрами до 6 мм используют винтовальные доски. На винтовальных досках присутствует несколько нарезанных отверстий разных диаметров с канавками под стружку, по два на каждое отверстие.








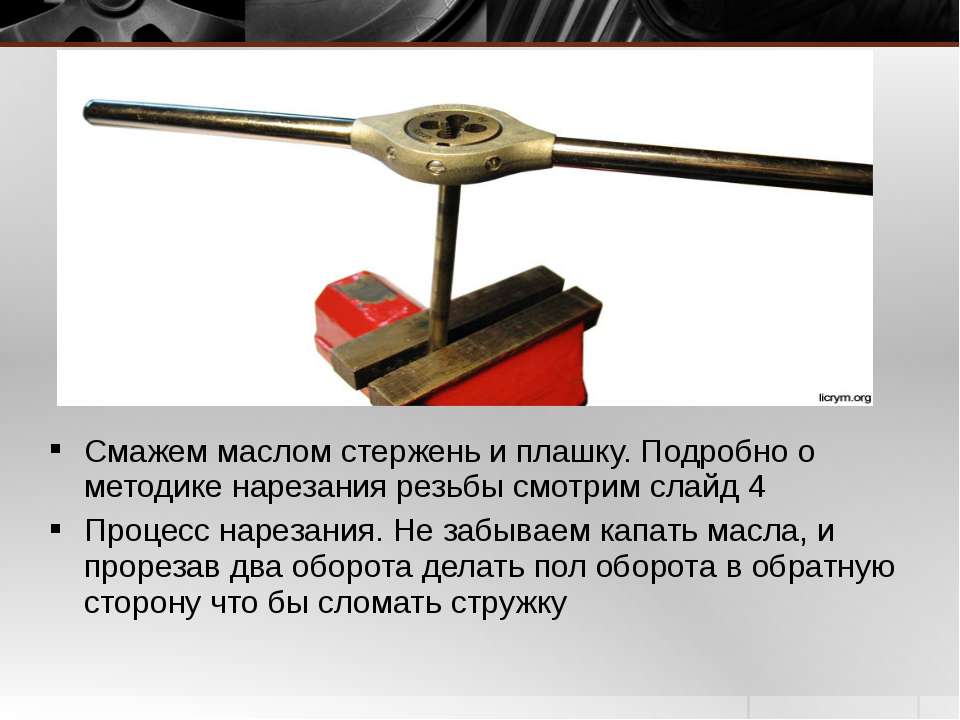
Нарезание резьбы плашками выполняется так же, как и нарезание метчиками. Стержень прочно зажимается в тиски, смазывается маслом, а затем на стержень надевается клупп с плашками, зажимается винтом и вращается на полный оборот в одну сторону и на пол-оборота в другую. Если стержень толще требуемого, его необходимо опилить напильником.
Резьба у болтов измеряется кольцевыми резьбовыми калибрами или резьбомером.
Нарезка резьбы на трубах и фитингах.
Трубы и фитинги (соединительные части для труб) нарезаются специальным инструментом с применением приспособлений.
Клупп для нарезки резьбы на трубах.
На трубах резьба нарезается особым клуппом (рис. 5). Клупп для нарезания труб по устройству отличается от обычных клуппов. В прорези его обоймы входят четыре стальных гребенки.
Повертыванием верхней ручки их можно сближать или раздвигать. Поэтому одним клуппом можно нарезать трубы различных диаметров. Кроме того, клупп имеет направляющие, которые регулируются нижней ручкой.
Направляющие обеспечивают правильное положение клуппа на трубе при нарезке.
Рис. 5. Клупп для нарезки труб.
Трубы при нарезке закрепляются специальным трубным прижимом. Прижим состоит из станины, в который помещаются сухари с вырезами для труб различных диаметров.
Нарезание резьбы метчиком как нарезать резьбу вручную
О том, как нарезать резьбу резьбонарезным устройством рассказывалось ранее. Резьбонарезное устройство от устройства метчика отличается сильно, но принцип нарезания резьб и тем и другим инструментом остаётся прежним.
Метчик, это слесарно-токарный инструмент, по своей форме чем-то напоминающий длинный стержень. Внутри этого самого стержня расположены режущие элементы, при помощи которых и происходит нарезание резьбы вручную.

Метчик можно использовать не только лишь для того, чтобы нарезать новую резьбу. При помощи этого инструмента можно также восстановить резьбу, сделав её как «новую».
По принципу работы, метчики бывают ручными и машинными. Машинные метчики закрепляются на токарный станок, а нарезание резьбы происходит в автоматическом режиме.
Как выбрать тип метчика?
Для нарезания резьбы вручную, сначала нужно правильно выбрать тип метчика. Выбор метчика для нарезания резьбы зависит, прежде всего, от:
- Шага резьбы;
- Профиля;
- Формы резьбового соединения;
- Допуска;
Кроме этого, на выбор конкретного метчика влияет и материал изготовления деталей, на которых будет нарезаться резьба. Основной же выбор метчика, в первую очередь зависит от диаметра нарезаемой резьбы.
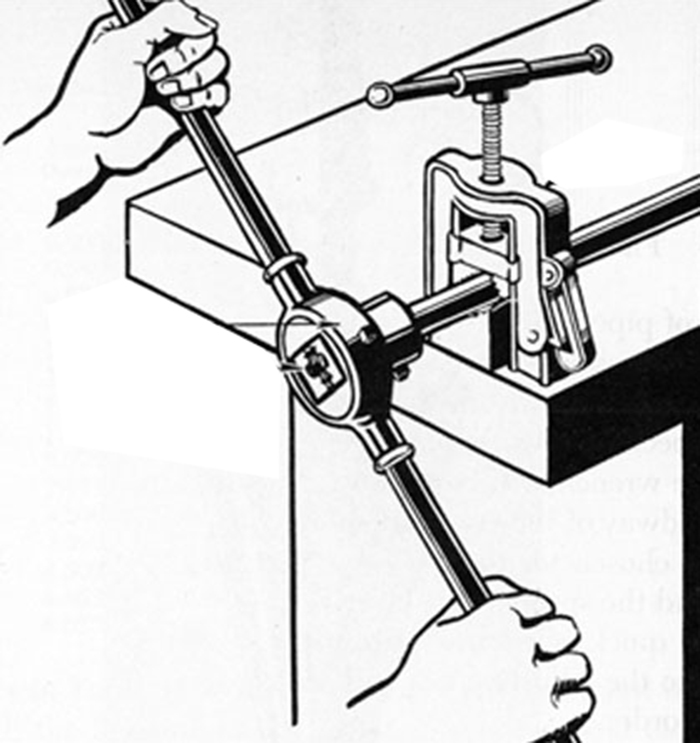
Нарезание резьбы метчиком вручную
Нарезание резьбы метчиком происходит следующим образом. Деталь, на которой необходимо нарезать резьбу закрепляется в тиски или другое устройство. Главное чтобы деталь была надежно зафиксирована в устройстве, поскольку при нарезание резьбы метчиком нужно будет прикладывать большое усилие.

Затем в детали для нарезания резьбы метчиком высверливается отверстие в зависимости от типа резьбы — глухое или сквозное. По диаметру высверливаемое отверстие должно быть несколько меньше, чем диаметр режущих элементов метчика.
Обязательно на верхней кромке отверстия для нарезание резьбы метчиком нужно снять фаску. После этого, берется метчик и устанавливается в высверленное отверстие, которое должно располагаться в тисках фаской вверх.
Нарезание резьбы метчиком производится по часовой стрелки, всё время, вдавливая метчик в отверстие. Вдавливать метчик необходимо плавно, без лишних рывков, постепенно проворачивая его, таким образом, до получения чистой и ровной резьбы.

Сделав несколько поворотов метчиком по часовой стрелке, его возвращают в обратном направлении, тем самым, избавляясь от скопившейся металлической стружки.
Во время нарезания резьбы необходимо своевременно охлаждать метчик, в противном случае можно легко испортить инструмент. Если нарезается алюминиевая резьба, то метчик охлаждается керосином, если режется резьба на медной детали, то скипидаром, при нарезании же стальной резьбы, охлаждать метчик лучше всего эмульсией.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.

Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.









| Номинальный диаметр резьбы, мм | Шаг, P | Диаметр сверла под резьбу |
|---|---|---|
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 3,5 | 0,6 | 2,9 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
| 6 | 1 | 5,0 |
| 0,75 | 5,25 | |
| 0,5 | 5,5 | |
| 8 | 1,25 | 6,8 |
| 1 | 7,0 | |
| 0,75 | 7,25 | |
| 0,5 | 7,5 | |
| 10 | 1,5 | 8,5 |
| 1,25 | 8,8 | |
| 1 | 9,0 | |
| 0,75 | 9,25 | |
| 0,5 | 9,5 | |
| 12 | 1,75 | 10,2 |
| 1,5 | 10,5 | |
| 1,25 | 10,8 | |
| 1 | 11 | |
| 0,75 | 11,25 | |
| 0,5 | 11,5 | |
| 14 | 2 | 12,0 |
| 1,5 | 12,5 | |
| 1,25 | 12,8 | |
| 1 | 13,0 | |
| 0,75 | 13,25 | |
| 0,5 | 13,5 | |
| 16 | 2 | 14,0 |
| 1,5 | 14,5 | |
| 1 | 15,0 | |
| 0,75 | 15,25 | |
| 0,5 | 15,5 | |
| 18 | 2,5 | 15,5 |
| 2 | 16,0 | |
| 1,5 | 16,5 | |
| 1 | 17,0 | |
| 0,75 | 17,25 | |
| 0,5 | 17,5 | |
| 20 | 2,5 | 17,5 |
| 22 | 2,5 | 19,5 |
| 24 | 3 | 21 |
| 27 | 3 | 24 |
| 30 | 3,5 | 26,5 |
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
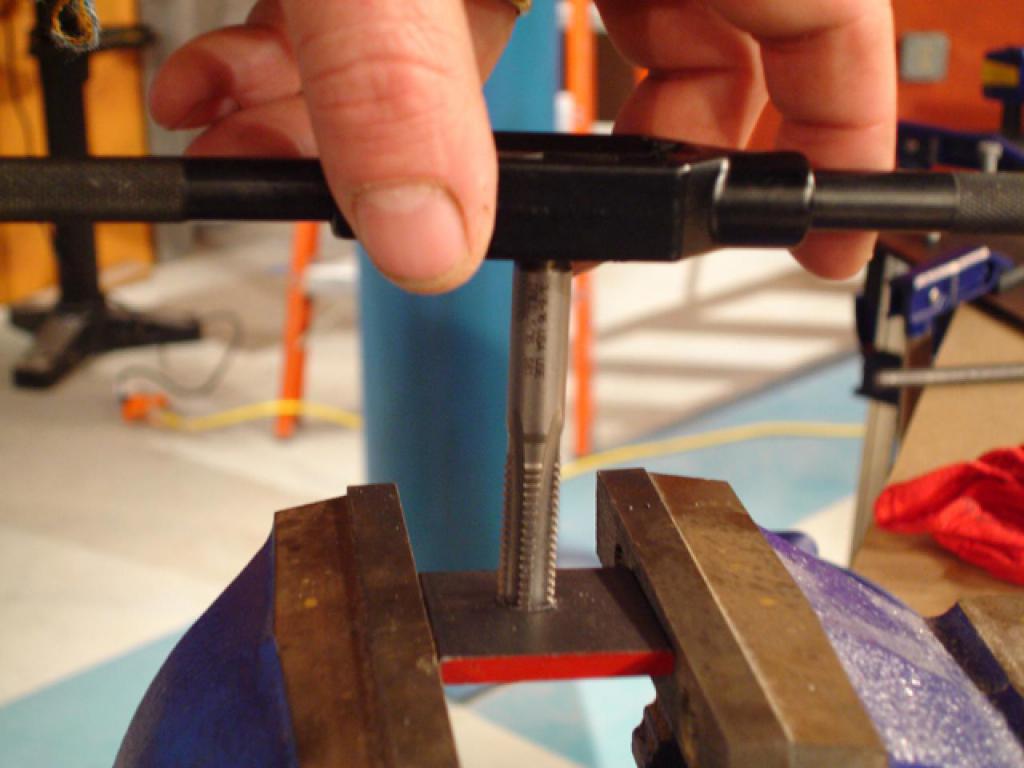
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.

Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
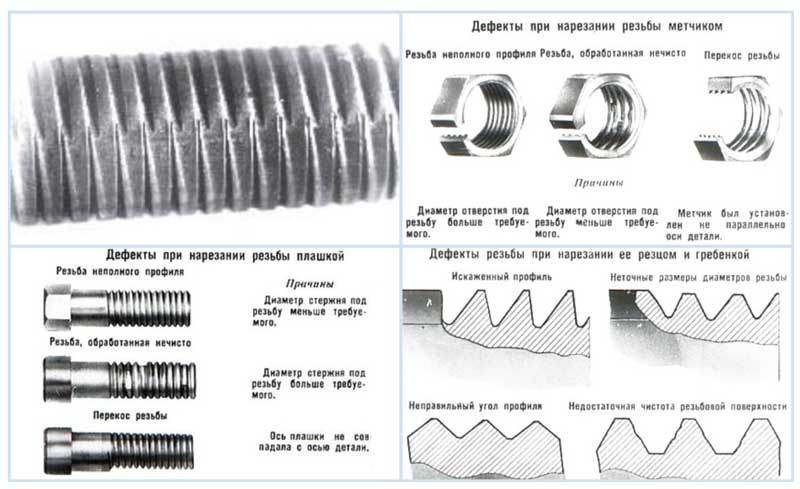
Нарезание наружной резьбы
Наружная резьба на болтах, стержнях и винтах вручную нарезается плашками.
Разделяют их в зависимости от устройства:
- призматические;
- круглые;
- раздвижные;
- цельные.
У призматических имеется пара одинаковых половинок, которые крепятся в клуппе в форме рамки с рукоятками. С двух внешних сторон этих плашек располагаются призматические канавки, предназначенные для призматических выступов клуппа.
У призматических плашек имеется пара одинаковых половинок, которые крепятся в клуппе в форме рамки с рукоятками.
Раздвижные плашки устанавливаются в клуппе так, чтобы номера на его частях стояли напротив таких же номеров на рамке. Иначе получится неправильно. Крепятся они упорным винтом. Между плашкой и упорным винтом помещается пластина-сухарь из стали, чтобы та не лопнула при нажиме винтом.
Круглая плашка крепится в воротке-легкодержателе парой или двумя парами упорных винтов.
С помощью раздвижной разновидности можно делать резьбу, если имеются незначительные отклонения диаметра стержня, чего нельзя допускать при нарезании круглыми цельными плашками. При меньшем диаметре стержня получится неполная резьба, при большем – ровная.
Детальное описание
Метчик
Снаружи инструмент напоминает обычный болт, заканчивающийся не шляпкой, а маленьким хвостовиком квадратного сечения. К началу резьбы размер гребней значительно уменьшается, что снабжает максимально плавный заход с минимальными упрочнениями. Метчик снабжен продольными канавками, отводящими стружку.
В большинстве случаев, при нарезке резьбы употребляется набор из двух, а то и трех инструментов. Скажем, при нарезке полудюймовой резьбы будущую муфту (просверленную цилиндрическую заготовку) вначале проходит черновой трубный метчик 1:2, после этого чистовой. При нарезке в один проход возрастает износ инструмента, да и уровень качества резьбы оказывается куда нехорошим.
Плашка
Кроме того, что данный инструмент рекомендован для нарезки наружной резьбы, плашку отличает от метчика еще одна особенность: резьба нарезается в один проход.
Как выглядит плашка? В случае если трубный метчик 1 1:2 напоминает полуторадюймовый болт, то соответствующая плашка предсказуемо похожа на полуторадюймовую твердосплавную гайку. От простой гайки ее отличает резьба с тем же плавным (коническим) заходом и пара сквозных каналов для стружки.
На наружной цилиндрической поверхности плашки находится пара конических углублений, в каковые упираются фиксирующие ее в держателе винты.
Клупп
Его принципиальное отличие от плашки нами уже обрисовано: резцы скреплены только оправкой и смогут изменяться при повреждении независимо друг от друга.
Потенциальному клиенту полезно знать только одну тонкость: в случае если наружный диаметр плашки жестко регламентирован ГОСТ 9740-71,по которому они производятся, то резцы клуппа смогут иметь разную форму и крепиться различными методами.
При покупке замены лучше обратить внимание на продукцию того же производителя, который изготовил оправку. В противном случае вероятна обстановка, в то время, когда резцы просто-напросто не поднимутся на свое место
Как нарезать резьбу
Перед тем, как нарезать резьбу, следует определится с ее размером, шагом и используемым стандартом. Если требуется сделать рез на детали, которая должна подойти к уже готовому элементу, то рекомендуется для начала понять ее размеры. Для этого следует поискать соответствующую маркировку рядом с готовой резьбой.
Если ее нет, то для измерения можно использовать штангенциркуль или специальный набор с шаблонами для насечек разных стандартов. Также можно использовать для этого сантехническую арматуру с пометками, если нет других вариантов. С ее помощью можно понять диаметр трубы.




Чтобы определить шаг насечки, можно пометить маркером 10 витков, замерить длину всего участка и поделить ее на 10. Полученное число и будет шагом. Инструмент для нарезки резьбы также следует подбирать исходя из диаметра трубы и шага насечки на детали, с которой требуется соединение.
Перед работой с плашками или клуппом следует зачистить поверхность трубы, на которой будет делаться насечка, с помощью напильника, наждачной бумаги или болгарки с шлифовальным кругом. Торцевую часть детали также нужно обточить и сделать на ней входную фаску для начала работы.

Пример входной фаскиИсточник upload.ecvv.com
Перед нарезкой рекомендуется нанести на поверхность детали смазку, чтобы уменьшить сопротивление и трение при работе, а также закрепить ее в тисках для лучшей устойчивости. Следует аккуратно затягивать держатель и контролировать давление на стенки трубы, чтобы ее не погнуть.
Первый проход резьбы делается с помощью черновой плашки для наметки углубления, а после этого применяется устройство для чистовой или промежуточной обработки, так как для крепких металлов может понадобиться до 5 проходов по резьбе.
При работе с плашками или клуппом следует держать рабочую поверхность инструмента перпендикулярно к торцу трубы. Во время нарезки нужно немного надавливать на устройство и небольшими поворотами (20-30°) делать насечку. Рекомендуется постоянно проверять угол наклона инструмента, чтобы резьба была ровной. Это нужно делать первые 2-3 витка, а дальше режущая кромка плотно фиксируется сама и следить за углом не требуется.
Видео описание
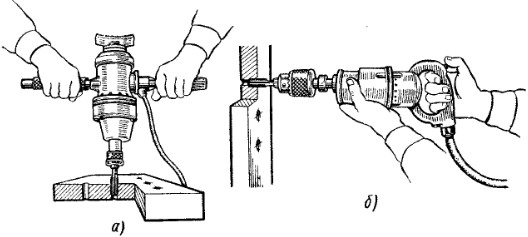
В этом видео показано, как нарезается внутренняя резьба с помощью станка и метчика:
Нарезка электрическим клуппом схожа с обычным процессом, но для работы этого инструмента требуется больше пространства и дополнительная фиксация. Его преимущество в том, что снижается трудоемкость процесса для слесаря. При любом виде нарезки рекомендуется добавлять смазку в процессе работы на те места, где находится режущая кромка.
Также нарезку резьбы можно сделать с помощью токарного станка. Такой вид работ чаще всего используют для больших объемов производства. С помощью такого устройства можно делать как внешнюю, так и внутреннюю резьбу, но для работы с ними нужен обученный специалист. Без соответствующих знаний работа со станком может послужить причиной травмы

Пример сантехнической арматуры с резьбойИсточник static-eu.insales.ru
Коротко о главном
Резьба – это удобный и надежный способ крепления деталей и монтажа разных конструкций.
Существуют различные виды резьбы, но для труб чаще всего используется цилиндрический или конический стандарт.
Самый простой и доступный инструмент для насечки внешней резьбы – это плашка, а для внутренней – метчик.
С помощью клуппа можно сэкономить время и силы при нарезке резьбы в труднодоступных местах, например, возле стен, а электрическое устройство способно делать насечку самостоятельно.
Источник
Нарезание трубной резьбы клуппом
Такой механический комплект продается в любых специализированных магазинах и особенно популярен среди пользователей, так как нет необходимости проводить операцию по отцентрованию. Данная функция включена в комплектацию.

Наружнее устройство клуппа выглядит более сложно, но внутреннее содержание настолько конструктивно, что позволяет быстро и качественно сделать работу.
Инструмент состоит из:
- Круглой металлической рамки, отлитой из прочного сплава.
- Четырех съемных резцов или гребенки лезвий. Второй образец имеет колоссальное преимущество. Первые резцы при движении делают неглубокие канавки, а следующие, более высокие, скользя по «черновой» дорожке, вырезают полноценную, готовую к использованию.
- Широкого держателя с направляющей трубкой, который минимизирует процесс перекоса.
Инструкция по применению:
- Клупп устанавливается в трещотку, а на край обрабатываемой детали – направляющая.
- Резцы смазываются для совершения плавного хода/
- Начинается работа трещотки, которая вращается вокруг своей оси.
Как вам статья?


